
Pengeluaran jongkong aluminium merupakan perniagaan yang memerlukan volum tinggi dan sensitif terhadap margin di mana setiap peratusan hasil adalah penting. Namun begitu, banyak kedai leburan kehilangan 5–15% logam mereka kepada dross, menolak 2–5% jongkong kerana keliangan hidrogen atau kecacatan permukaan, dan bergelut dengan konsistensi komposisi merentasi haba. Kerugian ini tidak dapat dielakkan — ia boleh diselesaikan melalui amalan leburan yang berdisiplin, fluks dan penyahgasan yang betul, dan kawalan pengaloian yang tepat.
Artikel ini menyediakan strategi praktikal yang terbukti untuk memaksimumkan hasil dan kualiti dalam tuangan jongkong aluminium, dengan memberi tumpuan kepada tiga tuas kritikal: pengurangan kotoran, penghapusan keliangan hidrogen, dan konsistensi komposisi kimia.
Tiga Tonggak Kualiti Jongkong Aluminium
Pengeluaran jongkong aluminium yang berjaya bergantung pada tiga tonggak kualiti yang saling berkaitan:
- Pembentukan kotoran minimum — mengawet logam yang sebaliknya akan menjadi sisa
- Kebebasan daripada keliangan — menghapuskan lompang yang disebabkan oleh hidrogen yang menyebabkan masalah pencairan semula dan penolakan pelanggan
- Kimia yang konsisten — memenuhi spesifikasi mengehadkan haba demi haba dengan variasi minimum
Setiap tonggak memerlukan amalan khusus, tetapi jika digabungkan, ia membentuk sistem kualiti bersepadu.
Tonggak #1: Mengurangkan Pembentukan Dross
Dross — lapisan kaya oksida yang terbentuk pada aluminium cair — mewakili sumber kehilangan logam terbesar di kedai leburan aluminium. Bergantung pada Aloi, jenis relau dan amalan, penjanaan dross adalah antara 1% hingga lebih 10% daripada berat leburan. Dross terdiri daripada aluminium oksida (Al₂O₃) dan aluminium logam yang terperangkap. Kuncinya adalah untuk meminimumkan bahagian logam yang diperoleh semula daripada dross dan mencegah pembentukannya sama sekali.
Mekanisme Pembentukan Dross
- Pengoksidaan permukaan: Aluminium cair bertindak balas dengan atmosfera relau untuk membentuk kulit Al₂O₃
- Pergolakan: Percikan dan pengadukan semasa mengecas, mengacau dan mengetuk memerangkap udara dan meningkatkan pengoksidaan
- Suhu: Suhu yang lebih tinggi mempercepatkan pengoksidaan secara eksponen — setiap 50°C melebihi minimum meningkatkan kotoran sebanyak 30–50%
- Kekotoran: Magnesium dan unsur reaktif lain meningkatkan kecenderungan pembentukan kotoran
Strategi Pengurangan Dross Terbukti
- Gunakan fluks penutup (fluks garam): Lapisan fluks garam (campuran NaCl-KCl dengan penambahan fluorida) pada permukaan leburan memisahkan aluminium daripada udara, sekali gus mengurangkan pengoksidaan. Gunakan 3–8 kg setiap tan leburan.
- Kurangkan suhu relau: Beroperasi pada suhu praktikal terendah untuk Aloi. Bagi kebanyakan Aloi tuangan, kekalkan pada 700–730°C dan bukannya 750–780°C.
- Elakkan daripada mengacau tanpa perlu: Setiap kitaran pengadukan memecahkan kulit oksida pelindung dan menghasilkan permukaan segar untuk pengoksidaan. Kacau hanya apabila perlu untuk pelarasan komposisi atau keseragaman suhu.
- Gunakan selimut gas lengai: Untuk aloi bernilai tinggi, selimuti relau dengan nitrogen atau argon untuk menggantikan oksigen. Ini boleh mengurangkan kotoran sebanyak 40–60%.
- Pemprosesan kotoran: Gunakan mesin tekan dross atau relau garam berputar untuk mendapatkan semula 60–80% aluminium logam daripada dross yang terhasil.

Tonggak #2: Mengawal Keliangan Hidrogen
Keliangan hidrogen merupakan kecacatan dalaman yang paling biasa dalam tuangan aluminium. Hidrogen mudah larut dalam aluminium cair (keterlarutan ~0.65 cm³/100g pada 700°C) tetapi hampir tidak larut dalam aluminium pepejal (keterlarutan ~0.036 cm³/100g pada 660°C). Apabila aluminium memejal, hidrogen berlebihan membentuk buih gas yang terperangkap sebagai keliangan. Lompang-lompang ini mengurangkan sifat mekanikal, mewujudkan kebocoran dalam tuangan kedap tekanan dan menyebabkan permukaan melepuh semasa rawatan haba.
Sumber Hidrogen
- Wap air: Sumber utama — daripada udara lembap, sekerap basah, kelembapan dalam fluks atau refraktori lembap
- Pencemaran hidrokarbon: Minyak, gris atau sisa organik atas cas skrap
- Oksida terhidrat: Aluminium hidroksida pada permukaan skrap membebaskan wap air apabila dipanaskan
Kaedah Penyahgas yang Berkesan
| Kaedah | Pengurangan Hidrogen Lazim | Terbaik Untuk | Had |
|---|---|---|---|
| Penyahgas lance (N₂ atau Ar) melalui lance grafit | Pengurangan 40–60% | Relau kecil, operasi kelompok | Tidak konsisten, bergantung kepada pengendali |
| Penyahgas pendesak putar | Pengurangan 70–90% | Relau sederhana hingga besar, tuangan berterusan | Kos peralatan yang lebih tinggi, hasil yang cemerlang |
| Penyahgas dalam talian (palam putar atau berliang) | Pengurangan 75–90% | Tuangan berterusan isipadu tinggi | Modal intensif, memerlukan sistem pencucian |
Amalan terbaik penyahgas berputar: Gunakan argon (diutamakan) atau nitrogen pada 10–20 L/min selama 10–20 minit bergantung pada saiz leburan. Kekalkan kelajuan pendesak 300–500 RPM. Selepas penyahgas, biarkan 5–10 minit untuk gelembung naik dan hidrogen keluar sebelum dituang.
Pengukuran Hidrogen Dalam Talian
Anda tidak boleh mengawal apa yang tidak boleh anda ukur. Labur dalam penganalisis hidrogen dalam talian (contohnya, ALSCAN, ALSPEK atau ujian tekanan rendah) untuk mengesahkan tahap hidrogen sebelum menuang. Tahap sasaran:
- Aeroangkasa/automotif premium: <0.10 mL/100g Al
- Tuangan kejuruteraan am: <0.15 mL/100g Al
- Jongkong untuk peleburan semula: <0.20 mL/100g Al
Tonggak #3: Komposisi Kimia yang Konsisten
Memenuhi had spesifikasi untuk elemen pengaloi (Si, Fe, Cu, Mn, Mg, Zn, Ti, dll.) dengan variasi minimum adalah penting untuk penerimaan pelanggan dan pemprosesan hiliran. Ketekalan memerlukan penambahan Aloi induk yang tepat dan rawatan leburan yang berkesan.
Amalan Terbaik Penambahan Aloi Induk
Aloi induk (cth., AlSi, AlCu, AlMn, AlTiB, AlSr) menyediakan penambahan unsur pengaloi yang cekap dan tepat berbanding logam tulen. Amalan terbaik termasuk:
- Panaskan aloi induk terlebih dahulu hingga 200–300°C sebelum penambahan untuk mengelakkan kejutan haba dan kelembapan
- Tambah pada suhu yang betul: 720–750°C untuk kebanyakan aloi induk; suhu yang lebih tinggi meningkatkan pengoksidaan, suhu yang lebih rendah memperlahankan pembubaran
- Kacau rata selepas penambahan — pengadukan mekanikal atau elektromagnet selama 5–10 minit memastikan kehomogenan
- Sampel dan sahkan sebelum tuangan; ambil sampel dari sekurang-kurangnya tiga lokasi relau
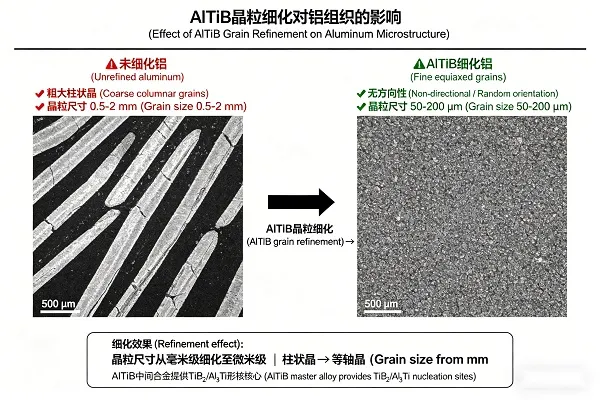
Penghalusan Bijirin dengan AlTiB
Aloi induk AlTiB (aluminium-titanium-boron) ialah piawaian industri untuk penghalusan butiran dalam aloi aluminium. Butiran halus dan setara meningkatkan penyuapan, mengurangkan koyakan panas dan meningkatkan sifat mekanikal. Kadar penambahan biasa:
- AlTi5B1 (5% Ti, 1% B): 1–3 kg/tan untuk kegunaan umum
- AlTi3B3 (3% Ti, 3% B): 0.5–1.5 kg/tan untuk kepekaan boron yang lebih tinggi
- Tambah semasa tuangan (sebaris) atau 5–10 minit sebelum tuangan (relau)
- Elakkan rawatan berlebihan — Ti atau B yang berlebihan boleh membentuk intermetalik kasar
Pengubahsuaian Silikon Eutektik (Aloi Al-Si)
Untuk aloi tuangan Al-Si (contohnya, A356, A380), strontium (AlSr10) atau pengubahsuaian natrium mengubah kepingan silikon kasar dan rapuh menjadi silikon eutektik berserat halus, meningkatkan kemuluran secara mendadak. Amalan terbaik:
- Tambahan AlSr10: 0.2–0.5 kg/tan (sasaran 100–300 ppm Sr)
- Tambah selepas penyahgas (strontium boleh bertindak balas dengan gas penyahgas)
- Pudar berlaku dalam masa 30–60 minit — dituang sebaik sahaja selepas pengubahsuaian
Aliran Kerja Amalan Leburan Bersepadu
Untuk kualiti jongkong aluminium yang konsisten, ikuti urutan yang terbukti ini:
- Penyediaan caj: Keringkan, bersihkan skrap dan aluminium primer. Buang minyak, cat dan pencemaran organik.
- Leburan: Kurangkan haba lampau — cairkan kepada 720–740°C, elakkan melebihi 760°C.
- Penambahan fluks penutup: Tambahkan fluks penutup garam (3–5 kg/tan) sejurus selepas lebur untuk mengelakkan pengoksidaan.
- Pengaloian: Tambahkan aloi induk (AlSi, AlCu, AlMn, dll.) pada suhu 730–750°C sambil dikacau rata.
- Pensampelan dan analisis: Sahkan komposisi; laraskan jika perlu.
- Penyahgas: Putar nyahgas dengan argon selama 10–20 minit. Sukat hidrogen selepas itu.
- Penapisan bijirin: Tambahkan AlTiB (1–2 kg/tan) dalam masa 10 minit selepas tuangan.
- Pengubahsuaian (jika Aloi Al-Si): Tambahkan AlSr10 (0.2–0.5 kg/tan) selepas penyahgas, tuangkan dalam masa 30 minit.
- Gambaran ringkas terakhir: Tanggalkan kotoran dengan segera sebelum dituang.
- Pemutus: Kekalkan suhu dan kadar penuangan yang konsisten.
Kecacatan Biasa dan Tindakan Pembetulan
| Kecacatan | Petunjuk Visual/Sensori | Punca Utama | Tindakan Pembetulan |
|---|---|---|---|
| Sampah oksida (berlebihan) | Lapisan kotoran tebal dan kering; pemulihan rendah | Suhu tinggi, pendedahan udara, tiada fluks penutup | Kurangkan suhu, tambahkan fluks penutup, gunakan selimut gas lengai |
| Keliangan hidrogen | Lubang kecil pada permukaan patah tulang atau radiograf | Skrap basah, atmosfera lembap, penyahgas yang tidak mencukupi | Panaskan skrap, fluks kering, penyahgas berputar dengan argon, pengukuran H₂ dalam talian |
| Struktur butiran kasar | Butiran kolumnar besar pada permukaan terukir | Tiada penghalusan butiran, kadar penyejukan yang rendah | Tambah Aloi induk AlTiB (1–2 kg/tan) |
| Melepuh permukaan | Lepuh selepas rawatan haba | Hidrogen terlarut mengembang semasa rawatan larutan | Kurangkan hidrogen sebelum tuangan, sahkan dengan ujian tekanan rendah |
| Komposisi di luar spesifikasi | Kimia di luar had pelanggan | Pencampuran yang lemah, penambahan Aloi induk yang salah, pengasingan | Pengadukan yang dipertingkatkan, aloi induk yang telah dipanaskan terlebih dahulu, sahkan dengan spektrometer |
Contoh Kes: Mengubah Hasil daripada 88% kepada 95%
Sebuah pelebur aluminium sekunder yang menghasilkan 40,000 tan/tahun jongkong Aloi A356 beroperasi pada hasil leburan 88% — 12% hilang kepada najis dan faktor lain. Selepas melaksanakan program penambahbaikan yang komprehensif termasuk:
- Penggunaan fluks penutup garam meningkat daripada 2 kepada 6 kg/tan
- Suhu relau dikurangkan daripada 760°C kepada 720°C suhu penahan
- Penyahgas berputar menggantikan penyahgas lance
- Penapisan butiran AlTiB diseragamkan
- Penekanan dross dilaksanakan untuk mendapatkan semula logam daripada dross
Keputusan selepas enam bulan:
- Hasil leburan meningkat daripada 88% kepada 94.5% (peningkatan 6.5%)
- Logam boleh jual tambahan tahunan: 2,600 tan
- Penolakan pelanggan kerana keliangan menurun daripada 4.2% kepada 0.7%
- Penjimatan tahunan: $4.5 juta pada harga aluminium semasa
- Tempoh bayaran balik untuk mesin penyahgas dan mesin tekan dross: 8 bulan
Memaksimumkan hasil dan kualiti dalam pengeluaran jongkong aluminium memerlukan perhatian sistematik terhadap pengurangan dross, kawalan hidrogen dan konsistensi komposisi. Dengan melaksanakan amalan terbaik yang digariskan di sini — meliputi fluks, suhu yang dikurangkan, penyahgasan yang berkesan, ketepatan Aloi induk dan penghalusan butiran — kedai leburan aluminium boleh mengurangkan kehilangan logam, menghapuskan kecacatan keliangan dan menghantar jongkong yang memenuhi spesifikasi yang paling mencabar. Bright Alloys membekalkan aloi induk aluminium (AlSi, AlCu, AlMn, AlTiB, AlSr10, AlB), penapis bijirin dan fluks penyahgas untuk menyokong setiap aspek pengeluaran jongkong aluminium berkualiti tinggi.