Kecacatan tuangan merugikan faundri berjuta-juta ringgit setiap tahun melalui skrap, kerja semula, dan pulangan pelanggan. Namun banyak kecacatan mempunyai rupa yang serupa — porositi boleh menyerupai pengecutan, dan bahan terperangkap boleh disalah anggap sebagai lubang gas. Penyelesaian masalah yang berkesan memerlukan pendekatan sistematik: kenal pasti kecacatan secara visual, kesan kepada punca utama, kemudian laksanakan tindakan pembetulan yang disasarkan.
Panduan praktikal ini memberi tumpuan kepada tiga keluarga kecacatan yang paling biasa — porositi, pengecutan, dan bahan terperangkap — menyediakan ciri visual, analisis punca utama, dan langkah pembetulan yang terbukti untuk tuangan besi dan keluli.
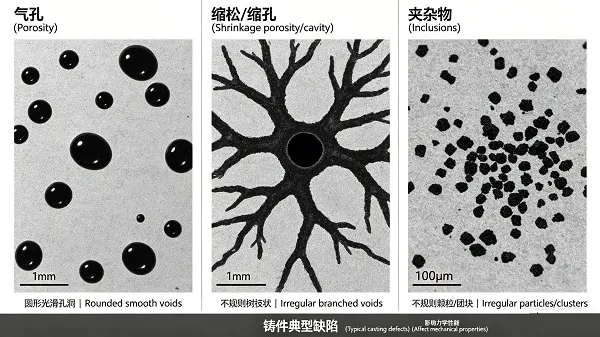
Keluarga Kecacatan #1: Porositi (Berkaitan Gas)
Porositi merujuk kepada rongga yang disebabkan oleh evolusi gas semasa pemejalan. Gas (hidrogen, nitrogen, karbon monoksida, wap) menjadi kurang larut apabila logam memejal dan membentuk gelembung yang terperangkap.
Pengenalpastian Visual
- Penampilan: Rongga berdinding licin, bulat atau sfera
- Permukaan: Permukaan dalaman sering berkilat atau sedikit teroksida
- Taburan: Biasanya bertaburan di seluruh tuangan atau tertumpu di titik panas
- Saiz: Boleh berkisar daripada lubang jarum mikroskopik hingga rongga besar yang kelihatan

Punca Utama Biasa
| Jenis Gas | Sumber | Penampilan Lazim | Tindakan Pembetulan Utama |
|---|---|---|---|
| Hidrogen (H₂) | Bahan cas basah, lembapan dalam refraktori, skrap tercemar minyak, persekitaran lembap | Lubang jarum halus di seluruh keratan | Keringkan bahan cas dengan teliti, panaskan relau, kawal kelembapan |
| Nitrogen (N₂) | Ferroaloi ternitrida berlebihan, kemasukan udara, nitrogen tinggi dalam kok | Lubang jarum kecil bulat, selalunya dalam kelompok | Kurangkan aloi yang mengandungi nitrogen, perbaiki penutupan leburan, gunakan pengkarbon semula rendah-N |
| Karbon monoksida (CO) | Deoksidasi tidak lengkap (keluli), kandungan oksigen tinggi, tindak balas antara karbon dan oksigen | Lubang tiup bawah permukaan, selalunya memanjang | Perbaiki amalan deoksidasi, tambah penyahoksida kuat (Al, SiCa), kawal aktiviti oksigen |
Ringkasan Tindakan Pembetulan
- Untuk porositi hidrogen: Keringkan semua bahan cas, panaskan senduk dan alat, elakkan bahan cemar organik, gunakan pembersihan gas dengan gas lengai (Ar atau N₂) untuk keluli.
- Untuk porositi nitrogen (besi tuang kelabu/liat): Kurangkan pengkarbon semula yang mengandungi nitrogen, tukar kepada penaik karbon rendah-N, elakkan ferroaloi tinggi-N.
- Untuk porositi CO (keluli): Pastikan deoksidasi menyeluruh — aluminium atau penambahan SiMn yang mencukupi, sahkan dengan sensor oksigen, pertimbangkan rawatan kalsium.
- Porositi gas umum: Perbaiki penutupan leburan untuk mengelakkan sentuhan udara, kawal suhu tuangan (elakkan kepanasan lampau berlebihan), pastikan reka bentuk pintu masuk yang betul untuk aliran logam yang lancar.
Keluarga Kecacatan #2: Pengecutan (Penguncupan Pemejalan)
Kecacatan pengecutan berlaku apabila logam cecair mengecut semasa pemejalan dan logam suapan yang mencukupi tidak tersedia untuk mengimbangi. Tidak seperti porositi, rongga pengecutan mempunyai permukaan tidak sekata, bergerigi dengan dendrit terdedah.
Pengenalpastian Visual
- Penampilan: Rongga tidak sekata, bersudut atau bercabang
- Permukaan: Kasar, penampilan dendritik, kristal (tidak licin)
- Taburan: Tertumpu di kawasan yang memejal terakhir — bahagian tebal, di bawah riser, di pusat terma
- Jenis: Pengecutan terbuka (kelihatan pada permukaan tuangan) dan pengecutan mikro (dalaman, dikesan oleh radiografi atau pemesinan)

Punca Utama Biasa
- Penaikan tidak mencukupi: Penaik terlalu kecil, diletak tidak betul, atau membeku sebelum proses suapan selesai
- Pemejalan berarah yang lemah: Titik panas terasing daripada laluan suapan, tiada kecerunan terma ke arah penaik
- Inokulasi rendah (besi tuang): Pengembangan grafit yang lemah mengurangkan kapasiti suapan sendiri
- Superheat berlebihan: Suhu tuangan yang lebih tinggi meningkatkan jumlah isipadu pengecutan
- Komposisi aloi tidak betul: Karbon setara terlalu rendah (besi kelabu), atau unsur penggalak karbida yang berlebihan
Ringkasan Tindakan Pembetulan
- Reka bentuk penaik: Tambah saiz penaik, gunakan lengan penebat atau bahan eksotermik, ubah kedudukan penaik untuk menyuap bahagian tebal.
- Pengubahsuaian sistem saluran: Guna penyejuk untuk menggalakkan pemejalan berarah, tambah bahan bantuan suapan, reka semula untuk menghapuskan titik panas terpencil.
- Inokulasi (besi kelabu/liat): Tingkatkan tahap inokulasi atau tukar kepada inokulan berunsur barium (FeSiBa) untuk meningkatkan suapan pengembangan grafit. Tahap Ba 2-4% amat berkesan untuk mengurangkan pengecutan.
- Suhu tuangan: Kurangkan superheat ke tahap minimum yang praktikal untuk keratan tuangan.
- Pelarasan komposisi: Untuk besi kelabu, tingkatkan karbon setara kepada 3.9–4.1%; untuk besi liat, pastikan tahap magnesium dan karbon setara yang betul.
Keluarga Kecacatan #3: Benda Asing (Pasir, Sangga, Dross)
Benda asing adalah bahan asing yang terperangkap dalam tuangan — pasir daripada hakisan acuan, sangga daripada pengendalian leburan, atau dross (oksida) daripada tindak balas permukaan.
Pengenalpastian Visual
- Benda asing pasir: Zarah berbutir, berwarna cerah (perang, kelabu, atau putih), sering berkumpul berhampiran permukaan atau di sudut
- Benda asing sangga: Jisim berkaca, tidak sekata, berwarna gelap atau cerah, selalunya dengan tepi bulat, biasanya berhampiran bahagian atas tuangan
- Benda asing dross/oksida: Lapisan permukaan nipis, berfilem, berkedut (sering gelap atau logam), atau filem terlipat dalaman

Punca Utama Biasa
| Jenis Benda Asing | Sumber | Tindakan Pembetulan Utama |
|---|---|---|
| Benda asing pasir | Hakisan acuan/teras daripada aliran logam bergelora, kekuatan acuan rendah, pemadatan tidak betul, suhu tuangan tinggi | Kurangkan kegeloraan (reka bentuk saluran), tingkatkan kekerasan acuan, guna suhu tuangan lebih rendah, sapukan salutan acuan |
| Benda asing sangga | Pengapungan sangga yang lemah, litupan sangga tidak mencukupi dalam ladle, pengoksidaan semula, bawaan ladle, perangkap sangga tidak mencukupi dalam saluran | Tingkatkan amalan pengapungan, guna penutup ladle pengurang sangga, pasang perangkap sangga dalam sistem saluran, guna penapis busa seramik |
| Benda asing dross/oksida | Pendedahan leburan kepada udara, deoksidasi tidak mencukupi (keluli), inokulasi rendah (besi), pengisian bergelora memecahkan filem permukaan | Tingkatkan litupan leburan, tambah penyahoksida kuat (Al, CaSi untuk keluli; FeSi untuk besi), guna inokulasi aliran, kurangkan kegeloraan tuangan |
Ringkasan Tindakan Pembetulan
- Benda asing pasir: Optimumkan saluran untuk pengisian tidak bergelora (elakkan jatuh bebas, guna pelari tirus), tingkatkan kekerasan acuan, guna basuhan atau salutan, kurangkan suhu tuangan jika boleh.
- Benda asing sangga: Guna penapis busa seramik dalam sistem saluran (10–30 ppi), reka perangkap sangga (sambungan pelari, perangkap pusar), tingkatkan pengapungan ladle, guna koagulan sangga.
- Dross (tuangan besi): Tingkatkan inokulasi (terutamanya dengan FeSiCa atau FeSiBa), tingkatkan litupan leburan, kurangkan suhu tuangan, guna inokulasi aliran untuk mengelakkan pengoksidaan semula.
- Dross (tuangan keluli): Pastikan deoksidasi lengkap (Al atau SiMn + rawatan Ca), tuang di bawah litupan gas lengai, guna sebatian eksotermik/tutup panas.
Jadual Rujukan Visual Pantas
Gunakan jadual rujukan pantas ini untuk membezakan antara jenis kecacatan di lantai kilang:
| Ciri | Keliangan Gas | Pengecutan | Benda Asing (Pasir/Sangga) |
|---|---|---|---|
| Bentuk rongga | Bulat, sfera, licin | Tidak sekata, bersudut, bercabang | Berubah-ubah — jisim berbutir atau berkaca |
| Permukaan rongga | Licin, berkilat, teroksida | Kasar, dendritik, hablur | Tidak berkaitan (zarah pepejal) |
| Taburan | Bertaburan, seragam | Terkumpul di titik panas | Berhampiran permukaan atau di kawasan saluran |
| Metalografi | Rongga bulat tanpa dendrit | Rongga bergerigi dengan dendrit terdedah | Zarah dengan komposisi berbeza |
| Pembetulan biasa | Keringkan bahan, deoksidasi | Penaik, penyejuk, inokulasi | Penapis, pengapungan, kualiti acuan |
Aliran Kerja Penyelesaian Masalah Sistematik
Apabila berhadapan dengan kecacatan, ikut urutan ini:
- Periksa kecacatan secara visual — Licin dan bulat? → Gas. Bergerigi dan dendritik? → Pengecutan. Zarah terbenam? → Benda asing.
- Cari lokasi kecacatan — Bahagian atas tuangan? → Sangga atau pengecutan. Bahagian bawah atau nipis? → Keliangan gas. Bahagian tebal? → Pengecutan.
- Semak parameter proses — Suhu tuangan, kimia leburan, amalan inokulasi/deoksidasi, reka bentuk saluran.
- Jalankan ujian pengesahan — Analisis terma (penyejukan lampau), ujian sejuk, radiografi, atau SEM/EDS untuk pengenalpastian benda asing.
- Laksanakan tindakan pembetulan — Ubah satu pembolehubah pada satu masa, sahkan keputusan dengan larian tuangan ujian.
Contoh Kes: Salah Diagnosis Keliangan vs. Pengecutan
Sebuah faundri yang menghasilkan badan injap mengalami 15% penolakan untuk rongga dalaman yang kelihatan selepas pemesinan. Diagnosis awal menganggap keliangan gas; pengendali meningkatkan deoksidasi dan mengeringkan bahan tanpa peningkatan. Pemeriksaan semula radiograf menunjukkan rongga tidak sekata dengan permukaan dendritik — pengecutan klasik, bukan gas. Tindakan pembetulan: tambah penyejuk pada bahagian tebal dan tingkatkan saiz penaik sebanyak 30%. Kadar penolakan menurun kepada 3%. Pengajarannya: pengenalpastian yang betul adalah langkah pertama dan paling kritikal dalam penyelesaian masalah.
Penyelesaian masalah kecacatan yang berkesan mengubah pengurusan sekerap reaktif kepada kawalan kualiti proaktif. Dengan mengenal pasti secara sistematik sama ada kecacatan itu adalah keliangan, pengecutan, atau benda asing — dan menjejakinya kepada punca utama — faundri boleh melaksanakan tindakan pembetulan yang disasarkan yang mengurangkan sekerap, meningkatkan integriti tuangan, dan menurunkan kos. Bright Alloys menyokong faundri dengan inokulan ferosilikon berkualiti tinggi, aloi deoksidasi (Al, SiMn, CaSi), dan penyelesaian penapisan untuk membantu menghapuskan kecacatan tuangan biasa ini.