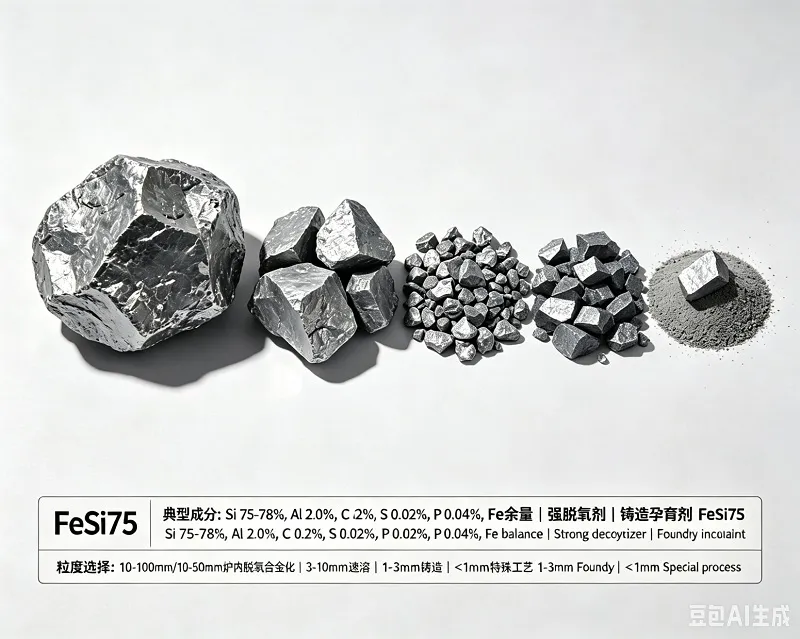
Ferro Silikon 75 (FeSi75) adalah aloi asas dalam deoksidasi dan pengaloian keluli, tetapi menganggapnya sebagai komoditi mudah mengabaikan pengaruh signifikan unsur-unsur sisa dan saiz fizikalnya. Mencapai pemulihan silikon maksimum bukan sekadar menambah berat aloi yang betul — ia adalah tentang memadankan tahap aluminium, karbon, kalsium, fosforus, dan sulfur yang tepat, bersama dengan taburan saiz zarah yang betul, dengan vesel metalurgi dan gred keluli tertentu. Saiz zarah yang tidak sesuai untuk relau arka elektrik (EAF) boleh menyebabkan pengoksidaan pramatang, manakala kandungan aluminium yang salah dalam relau senduk (LF) boleh menghasilkan kemasukan alumina berbahaya dalam keluli galas. Untuk spesifikasi produk terperinci termasuk komposisi kimia tepat, pilihan saiz zarah, dan butiran pembungkusan, lawati halaman produk FeSi75 Bright Alloys.
Untuk pemahaman asas tentang perbezaan antara gred FeSi, rujuk panduan terperinci kami tentang Deoksidasi Ferro Silikon: Pemilihan Gred. Artikel ini membina dengan memberi tumpuan khusus pada spektrum FeSi75, menghuraikan bagaimana toleransi kimia dan saiz zarahnya (10-50mm, 10-100mm, dan 3-8mm) berinteraksi dengan peralatan pembuatan keluli dan proses inokulasi pengecoran yang berbeza.
Peranan Kritikal Unsur Kekotoran dalam FeSi75
Walaupun 75% silikon adalah spesifikasi utama, baki 25% didominasi oleh besi dan unsur surih kritikal. Setiap "kekotoran" ini memainkan peranan metalurgi yang berbeza yang boleh dimanfaatkan atau dikurangkan oleh pembuat keluli.
Kandungan Aluminium (Al): Kuasa Deoksidasi vs. Kawalan Kemasukan
Aluminium adalah deoksidizer yang lebih kuat daripada silikon. Dalam FeSi75, kandungan aluminium biasanya berkisar antara 0.5% hingga 2.0%. Kandungan Al yang lebih tinggi boleh meningkatkan kecekapan deoksidasi awal, mengurangkan keperluan untuk tembakan aluminium berasingan dalam pengeluaran keluli struktur. Walau bagaimanapun, untuk keluli kebersihan tinggi seperti tali tayar atau keluli spring, pembentukan gugusan Al₂O₃ pepejal tidak boleh diterima. Untuk gred ini, FeSi75 aluminium rendah (Al ≤ 0.5%) adalah wajib untuk mengelakkan penyumbatan muncung dan memenuhi keperluan penarafan kemasukan yang ketat.
Kandungan Karbon (C): Tindakan Pengimbangan dalam Pengaloian
Tahap karbon dalam FeSi75 standard biasanya rendah (biasanya 0.1-0.2%), yang menjadikannya sesuai untuk gred keluli karbon rendah tanpa risiko pengkarburan yang tidak diingini. Dalam aplikasi pengecoran, bagaimanapun, kandungan karbon yang lebih tinggi dan terkawal boleh memberi manfaat. Apabila menggunakan FeSi75 sebagai inokulan, tahap karbon mestilah konsisten untuk mengelakkan memperkenalkan kebolehubahan ke dalam setara karbon besi tuang, yang boleh menjejaskan kedalaman sejuk dan morfologi grafit.
Kalsium (Ca), Fosforus (P), dan Sulfur (S)
Kalsium (biasanya 0.5-1.5%) secara amnya bermanfaat dalam metalurgi senduk kerana ia mengubah suai kemasukan alumina menjadi kalsium aluminat cecair, meningkatkan kebolehacuan. Walau bagaimanapun, Ca berlebihan yang digabungkan dengan sulfur boleh menghasilkan mendakan CaS, yang merosakkan rintangan kakisan gred tertentu. Fosforus dan Sulfur secara amnya tidak diingini dan dikawal ketat. FeSi75 berkualiti tinggi mengekalkan P ≤ 0.04% dan S ≤ 0.02% untuk mengelakkan kerapuhan atau kerapuhan panas dalam produk keluli akhir. Pembekal seperti Bright Alloys memperakui tahap ini untuk konsistensi.
Strategi Saiz Zarah: Memadankan Saiz dengan Vesel Metalurgi
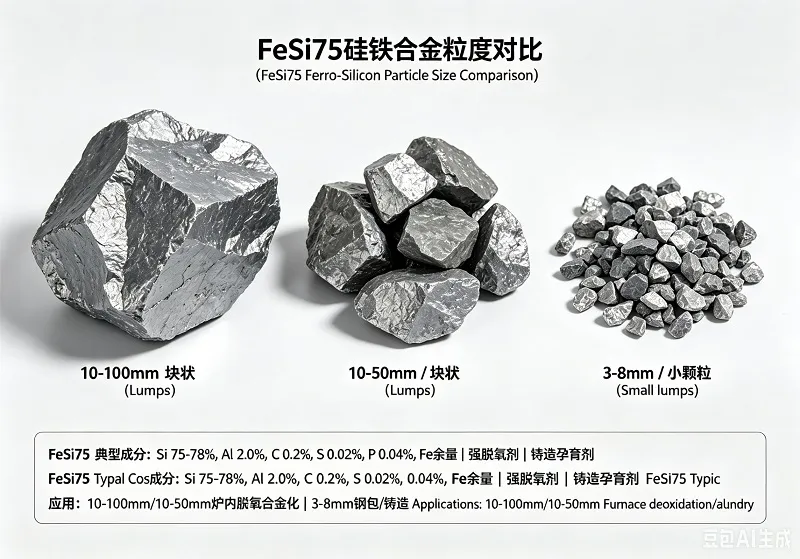
Kimia FeSi75 yang sama boleh berprestasi secara drastik berbeza jika saiz zarah tidak betul. Saiz mempengaruhi kadar pelarutan, kehilangan apungan, dan kehomogenan. Tiga saiz zarah industri yang paling biasa ialah 10-50mm, 10-100mm, dan 3-8mm.
10-50mm: Standard Relau Senduk & Penukar
Julat saiz 10-50mm adalah kuda kerja untuk relau senduk (LF) dan penorehan penukar (BOF). Apabila ditambah ke senduk semasa penorehan atau pembilasan argon, julat saiz ini menawarkan keseimbangan optimum. Kepingan cukup besar untuk menembusi lapisan sanga cecair tanpa terapung dan teroksida pramatang, namun cukup kecil untuk mencair dengan cepat dalam masa 3-5 minit kacauan lembut. Ini meminimumkan kehilangan pemulihan yang biasanya dikaitkan dengan habuk halus yang dibawa oleh sistem gas ekzos. Untuk keluli struktur am (S235, S355) yang memerlukan FeSi75, 10-50mm adalah standard emas untuk mencapai pemulihan silikon 90-95%.
10-100mm: Relau Arka Elektrik (EAF) dan Penukar Besar
Untuk relau arka elektrik dan penukar berskala besar di mana penambahan dilakukan ke dalam leburan dalam dengan input tenaga besar-besaran, saiz 10-100mm adalah lebih diutamakan. Jisim yang lebih besar memastikan ferroaloi tenggelam dalam ke dalam leburan sebelum larut, mencegah pengoksidaan oleh atmosfera relau atau sanga pengoksidaan di atas. Ini kritikal dalam operasi EAF di mana kebolehubahan skrap membawa kepada tahap FeO sanga yang berubah-ubah. Menggunakan FeSi75 yang lebih besar dan berketul meminimumkan luas permukaan yang terdedah kepada sanga agresif FeO tinggi semasa fasa leburan, melindungi kadar pemulihan silikon yang sebaliknya boleh turun di bawah 85% jika habuk halus digunakan.
3-8mm: Inokulasi Pengecoran Ketepatan dan Suntikan Kawat
Julat saiz dalam metalurgi sekunder. Dalam pengecoran besi tuang kelabu atau besi mulur, FeSi75 dalam 3-8mm adalah inokulan premium. Saiznya yang halus dan konsisten memastikan pelarutan yang cepat dan seragam dalam aliran besi cair, menggalakkan kiraan nodul yang tinggi dalam besi mulur. Untuk pemangkasan senduk yang tepat di loji keluli, saiz ini dibungkus ke dalam kawat berisi, membolehkan aloi disuntik dalam ke dalam leburan keluli dengan ketepatan tepat dan pemulihan hampir 100%, mengelakkan sebarang sentuhan sanga. Saiz halus 3-8mm biasanya tidak digunakan untuk penambahan senduk pukal kerana kehilangan habuk yang tinggi dan pengoksidaan segera. Walau bagaimanapun, ia amat diperlukan dalam pengecoran dan untuk
suntikan kawat berisi
Matriks Aplikasi: FeSi75 Merentas Gred dan Proses Keluli Berbeza
| Matriks berikut menyediakan rujukan teknikal untuk memilih kombinasi kimia dan saiz yang betul berdasarkan senario aplikasi. | Aplikasi / Gred Keluli | Vesel | Saiz Disyorkan | Fokus Kimia Utama (FeSi75) |
|---|---|---|---|---|
| Sasaran Pemulihan | Pembinaan / Bar Tetulang | 10-100mm atau 10-50mm | Al Standard (1.0-1.5%), P/S Rendah | 88-92% |
| Keluli Struktur (S355, A572) | Penorehan LF / BOF | 10-50mm | Al Sederhana (0.5-1.0%), Ca 0.5-1.0% | 90-95% |
| HSLA / Kepingan Automotif | LF dengan bilasan argon | 10-50mm | Al Rendah (≤0.5%), Ca Terkawal | 92-95% |
| Keluli Spring (60Si2Mn, 55Cr3) | LF / Nyahgas Vakum | 10-50mm atau Kawat Berisi (3-8mm) | Al Rendah Ketat (≤0.5%), P Rendah (≤0.035%) | 93-96% |
| Keluli Galas (100Cr6, SAE 52100) | LF / Penyahgas RH | 10-50mm | Al Ultra-Rendah (≤0.3%), Kesan Ti/Ca Rendah | 92-94% |
| Inokulasi Pengecoran (Besi Tuang Kelabu/Mulur) | Aliran tuang / Senduk | dalam metalurgi sekunder. Dalam pengecoran besi tuang kelabu atau besi mulur, FeSi75 dalam 3-8mm adalah inokulan premium. Saiznya yang halus dan konsisten memastikan pelarutan yang cepat dan seragam dalam aliran besi cair, menggalakkan kiraan nodul yang tinggi dalam besi mulur. Untuk pemangkasan senduk yang tepat di loji keluli, saiz ini dibungkus ke dalam kawat berisi, membolehkan aloi disuntik dalam ke dalam leburan keluli dengan ketepatan tepat dan pemulihan hampir 100%, mengelakkan sebarang sentuhan sanga. | C Konsisten (~0.1%), Tahap Ca dan Ba Spesifik | 95-100% |
| Suapan Wayar Ketepatan | LF / Tundish | 3-8mm (dihancur dan diayak) | Kimia tersuai mengikut keperluan gred | 98-100% |
Mengoptimumkan Pemulihan: Integrasi Proses dengan FeSi75
Melangkaui kimia dan saiz, teknik penambahan adalah penentu. Untuk leburan 100 tan di kilang keluli struktur biasa, menaik taraf daripada penambahan pukal generik kepada FeSi75 10-50mm bersaiz tepat yang ditambah semasa fasa akhir kacauan argon senduk boleh meningkatkan pemulihan sebanyak 4-6 mata peratusan. Ini kerana saiz yang betul memastikan aloi tidak terapung ke lapisan sanga atau tenggelam ke dasar senduk sebelum larut. Untuk operasi yang menghasilkan 500,000 tan setahun, peningkatan 5% dalam pemulihan silikon diterjemahkan kepada puluhan ribu dolar dalam penjimatan bahan mentah, sambil menstabilkan kimia silikon akhir dalam julat yang lebih ketat.
Contoh Kes: Peralihan Pengecoran Besi Mulur
Sebuah pengecoran yang menghasilkan paip besi mulur beralih daripada menggunakan FeSi75 10-50mm generik kepada gred inokulan FeSi75 3-8mm khusus dengan aluminium terkawal (1.2%) dan kalsium (0.8%). Taburan saiz zarah yang lebih halus dan sempit membolehkan pelarutan yang lebih seragam dalam aliran besi yang dirawat magnesium. Hasilnya ialah peningkatan 15% dalam kiraan nodul stabil dan pengurangan ketara dalam kecacatan pembentukan karbida, menunjukkan bahawa aplikasi tuangan memerlukan ketepatan fizikal yang disediakan oleh bahan 3-8mm.
Kesimpulan untuk profesional pembuatan keluli dan pengecoran adalah jelas: memaksimumkan nilai daripada FeSi75 memerlukan pergerakan melampaui pendekatan satu-saiz-untuk-semua. Dengan menetapkan kandungan aluminium, karbon, dan kalsium dengan teliti, serta memadankan saiz zarah dengan proses relau atau senduk tertentu, operasi boleh membuka kunci penjimatan kos yang ketara, produktiviti yang lebih tinggi, dan kualiti produk yang unggul. Seperti yang diperincikan dalam Deoksidasi Ferro Silikon: Pemilihan Gred panduan komprehensif kami, pilihan strategik aloi memberikan dividen merentasi keseluruhan rantaian pengeluaran keluli. Untuk menyemak barisan produk FeSi75 lengkap kami dengan spesifikasi kimia yang diperakui dan saiz zarah yang tersedia untuk aplikasi khusus anda, lawati halaman produk FeSi75 Bright Alloys.