Измельчение зерна — один из наиболее экономически эффективных металлургических инструментов, доступных производителям алюминиевых слитков. Добавление лигатур Al-Ti-B (обычно AlTi5B1 или AlTi3B3) превращает крупные столбчатые зерна в мелкие равноосные структуры — значительно улучшая механические свойства, снижая горячее растрескивание и повышая производительность последующей обработки. Тем не менее, многие плавильные цеха не реализуют полный потенциал измельчения зерна из-за неправильных методов ввода, недостаточного перемешивания или игнорирования эффекта затухания.
Эта статья представляет практическое руководство по оптимизации измельчения зерна с помощью лигатур Al-Ti-B, охватывающее выбор марки, передовые методы ввода, управление затуханием и улучшение свойств, оправдывающее каждый килограмм добавленной лигатуры.
Почему измельчение зерна важно
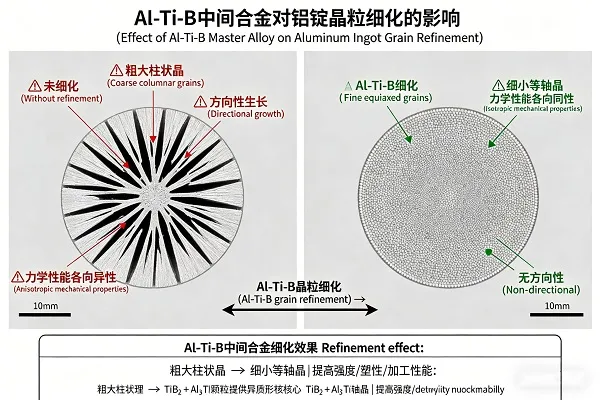
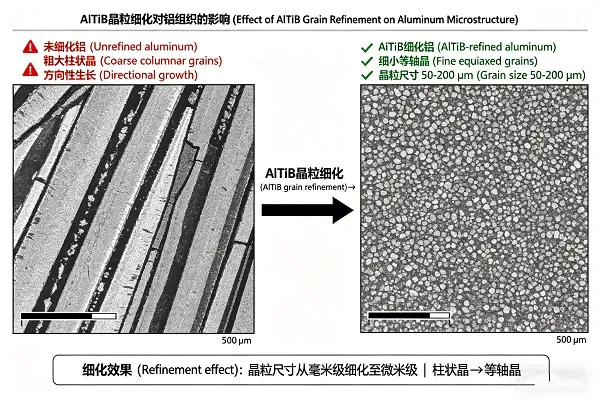
Необработанный алюминий затвердевает с образованием крупных столбчатых зерен, которые растут направленно от стенки формы. Эта структура имеет несколько недостатков:
- Низкие механические свойства: Крупные зерна снижают предел текучести и относительное удлинение
- Склонность к горячему растрескиванию: Столбчатые зерна плохо сцепляются, что приводит к трещинам во время затвердевания
- Ликвация: Крупные зерна способствуют микроликвации легирующих элементов
- Неравномерное анодирование: Различия в ориентации зерен вызывают неравномерный внешний вид поверхности
- Снижение питания: Плохое межзеренное питание увеличивает усадочную пористость
Мелкие равноосные зерна (обычно диаметром 100–300 мкм) решают все эти проблемы, обеспечивая получение более прочных, пластичных и однородных слитков.
Механизм: Как работает Al-Ti-B
Лигатуры Al-Ti-B содержат две ключевые интерметаллические фазы, которые служат центрами кристаллизации для зерен алюминия:
- Частицы TiB₂ (диборид титана): Это основные зародышеобразователи. TiB₂ имеет кристаллическую структуру, подобную алюминию, и низкое несоответствие решеток, что делает его отличной подложкой для гетерогенного зародышеобразования. Типичный размер частиц TiB₂ составляет 0,5–3 мкм.
- Частицы TiAl₃ (триалюминид титана): Эти частицы растворяются во время выдержки, высвобождая титан в раствор. Растворенный титан снижает скорость роста зерен алюминия, давая частицам TiB₂ больше возможностей для зарождения новых зерен.
Эффективность измельчения зерна зависит от количества активных частиц TiB₂ и уровня растворенного титана. Неправильные методы ввода могут деактивировать частицы TiB₂ (из-за агломерации или осаждения) или привести к потере титана в оксидный шлак.
Выбор правильной марки Al-Ti-B
На рынке измельчения зерна алюминия доминируют две коммерческие марки:
| Марка | Состав | Соотношение Ti:B | Типичная норма ввода | Наилучшее применение |
|---|---|---|---|---|
| AlTi5B1 (наиболее распространенная) | 5% Ti, 1% B | 5:1 | 1–3 кг/т | Алюминиевые сплавы общего назначения, литейные сплавы, прессованные заготовки, прокатные слитки |
| AlTi3B3 (высокое содержание бора) | 3% Ti, 3% B | 1:1 | 0,5–1,5 кг/т | Высококремнистые сплавы (>7% Si), сплавы, трудно поддающиеся измельчению зерна, тонкостенные отливки |
| AlTi5B0.6 (низкое содержание бора) | 5% Ti, 0.6% B | 8.3:1 | 1–3 кг/т | Специальные сплавы, некоторые марки для экструзии |
Рекомендации по выбору: Начинайте с AlTi5B1 для большинства применений. Если вы наблюдаете затухание или недостаточное измельчение в высококремнистых сплавах (>7% Si), переходите на AlTi3B3. Более высокое содержание бора обеспечивает большее количество частиц TiB₂ для нуклеации.
Правильные методы ввода: ключ к успеху
Добавление лигатуры Al-Ti-B — это не просто сбрасывание прутков или вафель в печь. Следуйте этим проверенным методам:
Температура ввода
- Оптимальный диапазон: 710–740°C
- Слишком низкая (<690°C): Неполное растворение лигатуры; частицы TiB₂ могут не диспергироваться
- Слишком высокая (>760°C): Ускоренное укрупнение частиц (оствальдовское созревание), снижение эффективности, повышенное окисление
Форма и место ввода
- Прутковая форма (диаметр 19–25 мм): Подавайте в поток расплавленного металла во время перелива или погружайте в печь. Избегайте сбрасывания на поверхность расплава, где она остается на слое шлака.
- Вафельная или плиточная форма: Добавляйте в печь во время легирования. Убедитесь, что лигатура быстро погружена; при необходимости используйте колокол для погружения.
- Бухтовая форма (для встроенной подачи): Непрерывно подавайте в желоб во время литья. Это обеспечивает поступление свежих частиц TiB₂ непосредственно перед затвердеванием — минимальное затухание.
Требования к перемешиванию
Перемешивание не подлежит обсуждению. После ввода тщательно перемешивайте расплав в течение 5–10 минут с использованием механического или электромагнитного перемешивания. Недостаточное перемешивание приводит к:
- Агломерация и седиментация частиц TiB₂
- Неравномерный размер зерна по слитку
- Непостоянное измельчение от плавки к плавке
Понимание и управление затуханием
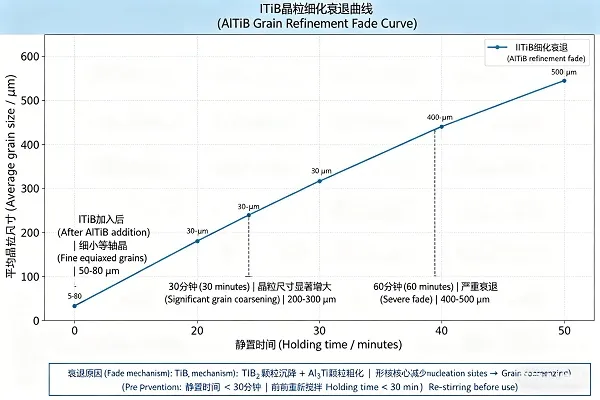
Затухание это прогрессирующая потеря эффективности измельчения зерна с течением времени после ввода лигатуры. Затухание происходит из-за:
- Седиментация частиц: Частицы TiB₂ (плотность 4,5 г/см³) тяжелее алюминия (2,7 г/см³) и со временем оседают на дно печи
- Агломерация частиц: Частицы TiB₂ сталкиваются и образуют кластеры, уменьшая количество активных центров нуклеации
- Отравление: Некоторые элементы (Zr, Cr, Mn, Si при высоких уровнях) могут деактивировать поверхность частиц TiB₂
- Потери растворенного титана: Титан окисляется в слое шлака
Временная шкала затухания и стратегии управления
| Время после ввода | Ожидаемый размер зерна | Рекомендуемое действие |
|---|---|---|
| 0–15 минут (пиковое измельчение) | 100–200 мкм (отлично) | Лить немедленно для наилучших результатов |
| 15–30 минут | 200–300 мкм (хорошо) | Приемлемо для большинства применений |
| 30–60 минут | 300–500 мкм (удовлетворительно) | Повторно перемешать перед литьем; рассмотреть возможность добавления лигатуры |
| >60 минут | 500–1000+ мкм (плохо) | Добавить свежую лигатуру; пересмотреть практику для сокращения времени выдержки |
Наилучшие практики управления затуханием:
- Литье в течение 15 минут ввода Al-Ti-B, когда это возможно
- Для длительного времени выдержки: Используйте встроенную подачу (проволочный питатель) непосредственно в желоб, полностью устраняя затухание
- Повторное перемешивание перед литьем если выдержка превышает 30 минут — это ресуспендирует осевшие частицы TiB₂
- Для высококремнистых сплавов (>7% Si): Используйте AlTi3B3, который обладает лучшей устойчивостью к затуханию благодаря более высокой плотности частиц
Влияние на механические свойства
Соотношение Холла-Петча (σ_y = σ_0 + k·d^{-1/2}) количественно определяет влияние размера зерна на предел текучести. Более мелкие зерна дают более прочные материалы. Для алюминиевых сплавов правильное измельчение зерна обычно обеспечивает:
- Увеличение предела текучести: 15–25% по сравнению с необработанным материалом
- Улучшение относительного удлинения: Увеличение пластичности на 20–40%
- Уменьшение горячих трещин: Снижение количества трещин на 50–80%
- Продление усталостной долговечности: Увеличение срока службы при циклическом нагружении в 2–5 раз
Для литейных алюминиевых сплавов (например, A356) измельчение зерна также улучшает питание при затвердевании, уменьшая микроусадочную пористость.
Отравление: что это такое и как его избежать
Отравление измельчения зерна возникает, когда определенные элементы в сплаве деактивируют центры нуклеации TiB₂. Известные отравители включают:
- Цирконий (Zr): Образует частицы (Ti,Zr)B₂ с плохим соответствием решетки алюминию
- Хром (Cr): Механизм отравления, аналогичный Zr
- Марганец (Mn): Слабый отравитель при высоких уровнях (>0,5%)
- Кремний (Si) при очень высоких уровнях (>10%): Может снижать смачиваемость TiB₂
Решения для отравленных сплавов:
- Увеличьте норму ввода на 50–100% для преодоления отравления
- Перейдите на AlTi3B3 (больше частиц TiB₂ на кг)
- Используйте встроенную подачу (проволочный питатель) для минимизации времени между вводом и затвердеванием
- Рассмотрите альтернативные модификаторы (например, Al-Ti-C) для сильно отравленных систем
Измельчение зерна для различных семейств алюминиевых сплавов
| Семейство сплавов | Целевой размер зерна | Рекомендуемая марка Al-Ti-B | Норма ввода (кг/т) | Особые соображения |
|---|---|---|---|---|
| 1xxx (чистый Al) | 100–200 мкм | AlTi5B1 | 1–2 | Легко измельчается; достаточно низкого ввода |
| 3xxx (Al-Mn) | 150–250 мкм | AlTi5B1 | 1.5–2.5 | Марганец может вызывать слабое отравление |
| 5xxx (Al-Mg) | 150–250 мкм | AlTi5B1 | 1.5–2.5 | Без особых проблем |
| 6xxx (Al-Mg-Si) | 100–200 мкм | AlTi5B1 | 1–2 | Отличный отклик; используется для экструзионных заготовок |
| 7xxx (Al-Zn-Mg) | 120–220 мкм | AlTi5B1 | 1.5–3 | Более высокие уровни Zr могут потребовать увеличения ввода |
| Литейные сплавы Al-Si (A356, A380) | 100–250 мкм | AlTi5B1 или AlTi3B3 | 1–2 (AlTi5B1) или 0,5–1 (AlTi3B3) | AlTi3B3 предпочтительнее для >7% Si |
Контроль качества: проверка эффективности измельчения зерна
Для обеспечения стабильного измельчения зерна внедрите следующие этапы проверки:
- Макротравление: Разрежьте слитки и протравите 10–20% NaOH для выявления структуры зерна. Сравните с эталонными стандартами.
- Метод линейного пересечения: Измерение среднего размера зерна по ASTM E112. Целевой размер зерна зависит от сплава и применения, но обычно <300 мкм приемлемо для большинства слитков.
- Термический анализ: Контролируйте температурное плато во время затвердевания. Рафинированный алюминий показывает более длинное и плоское плато из-за большего количества центров кристаллизации.
- Контроль горячих трещин: Снижение горячих трещин в литейных испытаниях подтверждает эффективное рафинирование.
Пример: Трансформация прессованного слитка
Производитель прессованных заготовок из алюминия 6063 для архитектурных применений столкнулся с нестабильной скоростью прессования и плохим качеством поверхности из-за переменного размера зерна (300–800 мкм) между плавками. Их текущая практика включала добавление AlTi5B1 в количестве 1,5 кг/т без стандартизированного перемешивания или контроля затухания.
После внедрения оптимизированного протокола рафинирования зерна:
- Добавление AlTi5B1 поддерживалось на уровне 1,5 кг/т
- Механическое перемешивание увеличено с 2 до 8 минут после добавления
- Время выдержки ограничено максимум 20 минутами перед разливкой
- Установлен встроенный фидер для ответственных заказов
Результаты через три месяца:
- Размер зерна стабилизировался на уровне 120–180 мкм (коэффициент вариации снижен на 70%)
- Скорость прессования увеличена на 18% (тот же пресс, та же матрица)
- Качество поверхности улучшено до класса A для анодирования
- Брак по дефектам поверхности снизился с 5,2% до 1,1%
- Годовая экономия от снижения отходов и повышения производительности: $320 000
Вывод: Правильная техника многократно увеличивает ценность инвестиций в лигатуру.
Устранение распространенных проблем рафинирования зерна
| Проблема | Возможные причины | Решения |
|---|---|---|
| Крупные зерна (>500 мкм) | Недостаточное добавление, отсутствие перемешивания, чрезмерное затухание, отравление | Увеличить норму добавления, обеспечить перемешивание 5-10 мин, разливать в течение 15 мин, проверить на Zr/Cr |
| Неоднородный размер зерна (бимодальное распределение) | Плохое смешивание, агломерация частиц, локальное недостаточное перемешивание | Улучшить схему перемешивания, добавлять лигатуру в нескольких местах, использовать электромагнитное перемешивание |
| Отсутствие рафинирования, несмотря на добавление | Отравленный сплав (Zr, Cr), седиментация частиц TiB₂, слишком низкая температура | Проверить химический состав сплава, повторно перемешать перед разливкой, убедиться, что температура расплава >710°C |
| Затухание происходит слишком быстро (<15 минут) | Плохое распределение частиц, высокое содержание кремния, низкий уровень бора | Перейти на AlTi3B3, использовать встроенное добавление, повторно перемешивать перед каждой заливкой |
Лигатуры Al-Ti-B являются наиболее мощными и экономически эффективными инструментами для рафинирования зерна в производстве алюминиевых слитков, но их эффективность полностью зависит от правильной практики. Выбирая правильную марку (AlTi5B1 для большинства сплавов, AlTi3B3 для высококремнистых или сложных применений), добавляя при правильной температуре (710–740°C), тщательно перемешивая (5–10 минут), контролируя затухание (разливать в течение 15 минут или повторно перемешивать) и проверяя результаты с помощью макротравления, плавильные цеха могут достичь мелкой равноосной структуры зерна, которая обеспечивает превосходные механические свойства, снижение горячих трещин и стабильное качество от плавки к плавке. Bright Alloys поставляет Лигатуры AlTi5B1, AlTi3B3 и AlTi5B0.6 в виде прутка, вафель и катушек, при поддержке металлургического сопровождения для оптимизации вашей практики рафинирования зерна.