
Производство алюминиевых чушек — это высокообъемный бизнес с чувствительной маржой, где важен каждый процент выхода годного. Тем не менее, многие плавильные цеха теряют 5–15% металла в шлак, отбраковывают 2–5% чушек из-за водородной пористости или дефектов поверхности и сталкиваются с нестабильностью химического состава от плавки к плавке. Эти потери неизбежны — они решаемы с помощью дисциплинированной практики плавки, правильного флюсования и дегазации, а также точного контроля легирования.
В этой статье представлены проверенные практические стратегии для максимизации выхода годного и качества при литье алюминиевых чушек, сфокусированные на трех критических рычагах: снижение шлакообразования, устранение водородной пористости и стабильность химического состава.
Три столпа качества алюминиевых чушек
Успешное производство алюминиевых чушек опирается на три взаимосвязанных столпа качества:
- Минимальное шлакообразование — сохранение металла, который в противном случае стал бы отходом
- Отсутствие пористости — устранение пустот, вызванных водородом, которые приводят к проблемам при переплаве и рекламациям клиентов
- Стабильный химический состав — соблюдение пределов спецификации от плавки к плавке с минимальными отклонениями
Каждый столп требует определенных практик, но вместе они образуют интегрированную систему качества.
Столп №1: Снижение шлакообразования
Шлак — богатый оксидами слой, образующийся на расплавленном алюминии, — представляет собой самый большой источник потерь металла в алюминиевых плавильных цехах. В зависимости от сплава, типа печи и практики, образование шлака колеблется от 1% до более 10% от веса плавки. Шлак состоит из оксида алюминия (Al₂O₃) и захваченного металлического алюминия. Ключ в том, чтобы минимизировать металлическую часть, извлекаемую из шлака, и предотвратить его образование в принципе.
Механизмы образования шлака
- Поверхностное окисление: Расплавленный алюминий реагирует с атмосферой печи, образуя пленку Al₂O₃
- Турбулентность: Разбрызгивание и перемешивание при завалке, перемешивании и выпуске захватывает воздух и усиливает окисление
- Температура: Более высокие температуры ускоряют окисление экспоненциально — каждые 50°C сверх минимума увеличивают шлакообразование на 30–50%
- Примеси: Магний и другие реактивные элементы увеличивают склонность к шлакообразованию
Проверенные стратегии снижения шлакообразования
- Используйте покровные флюсы (солевые флюсы): Слой покровного флюса (смесь NaCl-KCl с добавками фторидов) на поверхности расплава отделяет алюминий от воздуха, уменьшая окисление. Применяйте 3–8 кг на тонну расплава.
- Минимизируйте температуру в печи: Работайте при минимально возможной температуре для данного сплава. Для большинства литейных сплавов выдерживайте при 700–730°C, а не при 750–780°C.
- Избегайте ненужного перемешивания: Каждый цикл перемешивания разрушает защитную оксидную пленку и создает свежую поверхность для окисления. Перемешивайте только при необходимости корректировки состава или выравнивания температуры.
- Используйте инертную газовую подушку: Для высоколегированных сплавов используйте инертную газовую подушку (азот или аргон) для вытеснения кислорода. Это может снизить шлакообразование на 40–60%.
- Переработка шлака: Используйте шлаковый пресс или роторную солевую печь для извлечения 60–80% металлического алюминия из образовавшегося шлака.

Столп №2: Контроль водородной пористости
Водородная пористость — самый распространенный внутренний дефект в алюминиевом литье. Водород хорошо растворяется в расплавленном алюминии (растворимость ~0,65 см³/100 г при 700°C), но практически нерастворим в твердом алюминии (растворимость ~0,036 см³/100 г при 660°C). При затвердевании алюминия избыточный водород образует газовые пузырьки, которые застревают в виде пор. Эти пустоты снижают механические свойства, создают течи в герметичных отливках и вызывают поверхностное вздутие при термообработке.
Источники водорода
- Водяной пар: Основной источник — из влажного воздуха, влажного лома, влаги во флюсах или сырых огнеупоров
- Загрязнение углеводородами: Масло, смазка или органические остатки на шихте из лома
- Гидратированные оксиды: Гидроксид алюминия на поверхности лома выделяет водяной пар при нагреве
Эффективные методы дегазации
| Метод | Типичное снижение содержания водорода | Наилучшее применение | Ограничения |
|---|---|---|---|
| Дегазация продувкой (N₂ или Ar) через графитовую фурму | Снижение на 40–60% | Небольшие печи, периодические операции | Нестабильный, зависит от оператора |
| Роторная дегазация | Снижение на 70–90% | Средние и крупные печи, непрерывное литье | Более высокие затраты на оборудование, отличные результаты |
| Внутрилинейная дегазация (роторная или пористая пробка) | Снижение на 75–90% | Высокопроизводительное непрерывное литье | Капиталоемкий, требует системы желобов |
Рекомендации по роторной дегазации: Используйте аргон (предпочтительно) или азот с расходом 10–20 л/мин в течение 10–20 минут в зависимости от объема расплава. Поддерживайте скорость вращения импеллера 300–500 об/мин. После дегазации дайте 5–10 минут для всплытия пузырьков и удаления водорода перед разливкой.
Измерение содержания водорода онлайн
Нельзя контролировать то, что нельзя измерить. Инвестируйте в онлайн-анализаторы водорода (например, ALSCAN, ALSPEK или тест под пониженным давлением) для проверки уровня водорода перед разливкой. Целевые уровни:
- Премиальная авиакосмическая/автомобильная промышленность: <0,10 мл/100 г Al
- Общее машиностроительное литье: <0,15 мл/100 г Al
- Слитки для переплава: <0,20 мл/100 г Al
Столп №3: Стабильный химический состав
Соблюдение пределов спецификации для легирующих элементов (Si, Fe, Cu, Mn, Mg, Zn, Ti и др.) с минимальными отклонениями необходимо для приемки клиентом и последующей обработки. Стабильность требует точного введения лигатур и эффективной обработки расплава.
Рекомендации по введению лигатур
Лигатуры (например, AlSi, AlCu, AlMn, AlTiB, AlSr) обеспечивают эффективное и точное добавление легирующих элементов по сравнению с чистыми металлами. Рекомендации включают:
- Предварительный нагрев лигатур до 200–300°C перед добавлением для предотвращения теплового удара и попадания влаги
- Добавление при правильной температуре: 720–750°C для большинства лигатур; более высокие температуры увеличивают окисление, более низкие замедляют растворение
- Тщательное перемешивание после добавления — 5–10 минут механического или электромагнитного перемешивания для обеспечения однородности
- Отбор проб и проверка перед разливкой; отбирайте пробы не менее чем из трех мест в печи
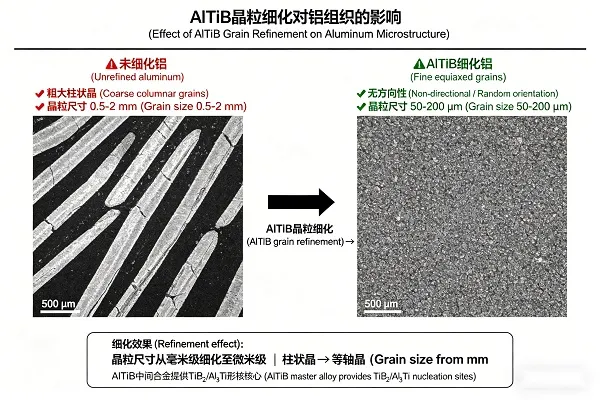
Модифицирование зерна с помощью AlTiB
Лигатура AlTiB (алюминий-титан-бор) является отраслевым стандартом для модифицирования зерна в алюминиевых сплавах. Мелкие равноосные зерна улучшают питание, снижают горячие трещины и улучшают механические свойства. Типичные нормы ввода:
- AlTi5B1 (5% Ti, 1% B): 1–3 кг/т для общего применения
- AlTi3B3 (3% Ti, 3% B): 0,5–1,5 кг/т для повышенной чувствительности к бору
- Добавление во время разливки (внутрилинейно) или за 5–10 минут до разливки (в печи)
- Избегайте перемодифицирования — избыток Ti или B может образовывать грубые интерметаллиды
Модифицирование эвтектического кремния (сплавы Al-Si)
Для литейных алюминиево-кремниевых сплавов (например, A356, A380) модифицирование стронцием (AlSr10) или натрием преобразует грубые хрупкие пластинки кремния в тонкий волокнистый эвтектический кремний, значительно повышая пластичность. Рекомендации:
- Добавление AlSr10: 0,2–0,5 кг/т (цель 100–300 ppm Sr)
- Добавлять после дегазации (стронций может реагировать с газами дегазации)
- Затухание происходит в течение 30–60 минут — разливайте сразу после модифицирования
Интегрированный рабочий процесс обработки расплава
Для стабильного качества алюминиевых слитков следуйте этой проверенной последовательности:
- Подготовка шихты: Сухой, чистый лом и первичный алюминий. Удалите масло, краску и органические загрязнения.
- Плавление: Минимизируйте перегрев — плавьте до 720–740°C, избегайте превышения 760°C.
- Добавление покровного флюса: Немедленно после плавления добавьте покровный флюс (3–5 кг/т) для предотвращения окисления.
- Легирование: Добавьте лигатуры (AlSi, AlCu, AlMn и др.) при 730–750°C с тщательным перемешиванием.
- Отбор проб и анализ: Проверьте состав; откорректируйте при необходимости.
- Дегазация: Роторная дегазация аргоном в течение 10–20 минут. После этого измерьте содержание водорода.
- Модифицирование зерна: Добавьте AlTiB (1–2 кг/т) в течение 10 минут до разливки.
- Модифицирование (если сплав Al-Si): Добавьте AlSr10 (0,2–0,5 кг/т) после дегазации, разливайте в течение 30 минут.
- Окончательное снятие шлака: Немедленно удалите шлак перед разливкой.
- Разливка: Поддерживайте постоянную температуру и скорость разливки.
Распространенные дефекты и корректирующие действия
| Дефект | Визуальное/органолептическое проявление | Основная причина | Корректирующее действие |
|---|---|---|---|
| Избыточный оксидный шлак | Толстый, сухой слой шлака; низкое извлечение | Высокая температура, контакт с воздухом, отсутствие покровного флюса | Снизить температуру, добавить покровный флюс, использовать защиту инертным газом |
| Водородная пористость | Точечные раковины на поверхности излома или рентгенограмме | Влажный лом, влажная атмосфера, недостаточная дегазация | Предварительный нагрев лома, сушка флюсов, роторная дегазация аргоном, онлайн-измерение H₂ |
| Крупнозернистая структура | Крупные столбчатые зерна на протравленной поверхности | Отсутствие модифицирования зерна, низкая скорость охлаждения | Добавить лигатуру AlTiB (1–2 кг/т) |
| Поверхностное вздутие | Вздутие после термической обработки | Расширение растворенного водорода при обработке на твердый раствор | Уменьшить содержание водорода перед разливкой, проверить тестом под пониженным давлением |
| Состав вне спецификации | Химический состав выходит за пределы, установленные заказчиком | Плохое перемешивание, неправильное добавление лигатуры, ликвация | Улучшить перемешивание, использовать предварительно нагретые лигатуры, проверить спектрометром |
Пример из практики: Повышение выхода годного с 88% до 95%
Вторичный алюминиевый завод, производящий 40 000 тонн/год слитков сплава A356, работал с выходом годного 88% — 12% терялось в шлак и другие факторы. После внедрения комплексной программы улучшения, включающей:
- Увеличение расхода покровного флюса с 2 до 6 кг/т
- Снижение температуры в печи с 760°C до 720°C (температура выдержки)
- Замена фурменной дегазации на роторную дегазацию
- Стандартизация модифицирования зерна AlTiB
- Внедрение прессования шлака для извлечения металла из шлака
Результаты через шесть месяцев:
- Выход годного увеличился с 88% до 94,5% (улучшение на 6,5%)
- Дополнительный годовой объем товарного металла: 2 600 тонн
- Отбраковка клиентами по пористости снизилась с 4,2% до 0,7%
- Годовая экономия: 4,5 миллиона долларов США при текущих ценах на алюминий
- Срок окупаемости дегазатора и пресса для шлака: 8 месяцев
Максимизация выхода годного и качества при производстве алюминиевых слитков требует системного внимания к снижению шлакообразования, контролю водорода и стабильности состава. Внедряя описанные здесь передовые методы — покровные флюсы, пониженные температуры, эффективную дегазацию, точность лигатур и модифицирование зерна — алюминиевые плавильные цеха могут снизить потери металла, устранить дефекты пористости и поставлять слитки, соответствующие самым строгим спецификациям. Компания Bright Alloys поставляет алюминиевые лигатуры (AlSi, AlCu, AlMn, AlTiB, AlSr10, AlB), модификаторы зерна и флюсы для дегазации для поддержки всех аспектов производства высококачественных алюминиевых слитков.