
Производство алюминиевых слитков — это крупномасштабный, чувствительный к рентабельности бизнес, где важен каждый процент выхода продукции. Однако многие плавильные цеха теряют 5–15% металла из-за шлака, отбраковывают 2–5% слитков из-за водородной пористости или дефектов поверхности и испытывают трудности с обеспечением однородности состава при разных плавках. Эти потери не неизбежны — их можно устранить с помощью дисциплинированной практики плавки, правильного флюсования и дегазации, а также точного контроля легирования.
В данной статье представлены проверенные, практические стратегии для максимизации выхода годной продукции и качества при литье алюминиевых слитков, с акцентом на три важнейших фактора: снижение содержания шлака, устранение водородной пористости и обеспечение стабильности химического состава..
Три столпа качества алюминиевых слитков
Успешное производство алюминиевых слитков основывается на трех взаимосвязанных принципах обеспечения качества:
- Минимальное образование шлака — сохранение металла, который в противном случае стал бы отходами
- Отсутствие пористости — устранение пустот, образовавшихся из-за воздействия водорода, которые приводят к проблемам с переплавкой и браку продукции у клиентов.
- Последовательная химия — соответствие заданным параметрам при каждом цикле плавки с минимальными отклонениями.
Каждый из этих компонентов требует применения специфических методов, но вместе они образуют интегрированную систему качества.
Первый столп: Снижение образования шлака
Шлак — слой, богатый оксидами, образующийся на расплавленном алюминии, — является крупнейшим источником потерь металла в цехах по выплавке алюминия. В зависимости от сплава, типа печи и технологии производства, образование шлака составляет от 1% до более 10% от массы расплава. Шлак состоит из оксида алюминия (Al₂O₃) и захваченного металлического алюминия. Ключевая задача — минимизировать количество металла, извлекаемого из шлака, и полностью предотвратить его образование.
Механизмы образования шлака
- Окисление поверхности: Расплавленный алюминий реагирует с атмосферой печи, образуя пленку Al₂O₃.
- Турбулентность: Разбрызгивание и перемешивание во время загрузки, взбалтывания и постукивания приводят к попаданию воздуха и усиливают окисление.
- Температура: Повышение температуры ускоряет окисление в геометрической прогрессии — каждые 50°C выше минимальной температуры увеличивают образование шлака на 30–50%.
- Примеси: Магний и другие реактивные элементы увеличивают склонность к образованию шлака.
Проверенные стратегии снижения образования отложений
- Используйте флюсы покрытия (солевые флюсы): Слой солевого флюса (смесь NaCl-KCl с добавлением фторидов) на поверхности расплава отделяет алюминий от воздуха, уменьшая окисление. Наносите 3–8 кг на тонну расплава.
- Сведите к минимуму температуру в печи: Работайте при минимально возможной температуре для данного сплава. Для большинства литейных сплавов поддерживайте температуру 700–730 °C, а не 750–780 °C.
- Избегайте излишнего перемешивания: Каждый цикл перемешивания разрушает защитную оксидную пленку и создает новую поверхность для окисления. Перемешивайте только при необходимости для корректировки состава или выравнивания температуры.
- Используйте защитное покрытие из инертного газа: Для получения ценных сплавов следует заполнить печь азотом или аргоном, чтобы вытеснить кислород. Это может снизить образование шлака на 40–60%.
- Обработка примесей: Для извлечения 60–80% металлического алюминия из образующегося шлака используйте пресс для шлака или вращающуюся соляную печь.

Столп №2: Контроль водородной пористости
Водородная пористость — наиболее распространенный внутренний дефект в алюминиевых отливках. Водород легко растворяется в расплавленном алюминии (растворимость ~0,65 см³/100 г при 700 °C), но практически нерастворим в твердом алюминии (растворимость ~0,036 см³/100 г при 660 °C). По мере затвердевания алюминия избыток водорода образует газовые пузырьки, которые задерживаются в виде пор. Эти пустоты снижают механические свойства, создают протечки в герметичных отливках и вызывают образование пузырей на поверхности во время термообработки.
Источники водорода
- Водяной пар: Основной источник — влажный воздух, влажный металлолом, влага во флюсах или влажные огнеупорные материалы.
- Загрязнение углеводородами: Масла, смазки или органические остатки в партии металлолома.
- Гидратированные оксиды: Гидроксид алюминия на поверхностях металлолома при нагревании выделяет водяной пар.
Эффективные методы дегазации
| Метод | Типичное восстановление водорода | Лучше всего подходит для | Ограничения |
|---|---|---|---|
| Дегазация (N₂ или Ar) через графитовую фурму | снижение на 40–60% | Небольшие печи, пакетные операции | Непоследовательный, зависящий от оператора. |
| Дегазация с помощью вращающегося импеллера | снижение на 70–90% | Печи среднего и большого размера, непрерывная разливка. | Более высокая стоимость оборудования, отличные результаты. |
| Проточная дегазация (с использованием вращающегося или пористого поршня) | снижение на 75–90% | Высокообъемная непрерывная разливка | Капитально затратно, требует системы отмывания денег. |
Передовые методы роторной дегазации: Используйте аргон (предпочтительно) или азот со скоростью потока 10–20 л/мин в течение 10–20 минут в зависимости от размера частиц расплава. Поддерживайте скорость вращения импеллера 300–500 об/мин. После дегазации дайте пузырькам подняться и водороду выйти в течение 5–10 минут перед литьем.
Онлайн-измерение содержания водорода
Вы не можете контролировать то, что не можете измерить. Приобретите онлайн-анализаторы водорода (например, ALSCAN, ALSPEK или прибор для испытаний при пониженном давлении), чтобы проверить уровень водорода перед заливкой. Целевые уровни:
- Премиум-сегмент аэрокосмической/автомобильной промышленности: <0,10 мл/100 г Al
- Литье общего назначения: <0,15 мл/100 г Al
- Слиток для переплавки: <0,20 мл/100 г Al
Столп №3: Постоянный химический состав
Соответствие заданным предельным значениям содержания легирующих элементов (Si, Fe, Cu, Mn, Mg, Zn, Ti и др.) с минимальными отклонениями имеет решающее значение для приемки заказчиком и последующей обработки. Для обеспечения стабильности требуется точное добавление лигатуры и эффективная обработка расплава.
Передовые методы добавления основных сплавов
Основные сплавы (например, AlSi, AlCu, AlMn, AlTiB, AlSr) обеспечивают эффективное и точное добавление легирующих элементов по сравнению с чистыми металлами. К передовым методам относятся:
- Предварительный нагрев основных сплавов Перед добавлением доведите температуру до 200–300 °C, чтобы избежать термического шока и попадания влаги.
- Добавлять при правильной температуре: Для большинства лигатур оптимальная температура составляет 720–750 °C; более высокие температуры усиливают окисление, более низкие — замедляют растворение.
- Тщательно перемешайте. После добавления — 5–10 минут механического или электромагнитного перемешивания обеспечивают однородность.
- Отбор проб и проверка Перед отливкой возьмите образцы как минимум из трех мест в печи.
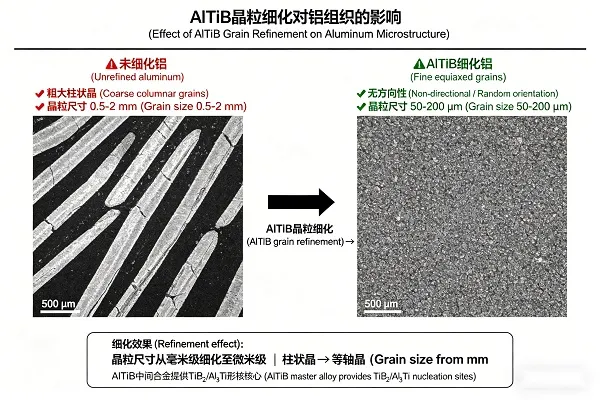
Измельчение зерна с помощью AlTiB
лигатка AlTiB (алюминий-титан-бор) Это отраслевой стандарт для измельчения зерна в алюминиевых сплавах. Мелкие равноосные зерна улучшают подачу материала, уменьшают горячее растрескивание и повышают механические свойства. Типичные нормы добавления:
- AlTi5B1 (5% Ti, 1% B): 1–3 кг/тонну для общего применения.
- AlTi3B3 (3% Ti, 3% B): 0,5–1,5 кг/тонну для повышения чувствительности к бору.
- Добавлять во время литья (в линию) или за 5–10 минут до литья (в печь).
- Избегайте чрезмерной обработки — избыток титана или бора может привести к образованию крупных интерметаллических соединений.
Модификация эвтектического кремния (сплавы Al-Si)
Для литейных сплавов Al-Si (например, A356, A380), модификация стронцием (AlSr10) или натрием Преобразует крупные, хрупкие кремниевые хлопья в тонкие волокнистые эвтектические кремниевые частицы, значительно улучшая пластичность. Рекомендации по применению:
- Добавление AlSr10: 0,2–0,5 кг/тонну (целевое содержание Sr 100–300 ppm)
- Добавить после дегазации (стронций может реагировать с дегазирующими газами).
- Процесс выцветания происходит в течение 30–60 минут — отливку следует производить сразу после модификации.
Интегрированный рабочий процесс процесса плавки
Для обеспечения стабильного качества алюминиевых слитков следуйте этой проверенной последовательности действий:
- Подготовка к зарядке: Высушите и очистите металлолом и первичный алюминий. Удалите масло, краску и органические загрязнения.
- Плавление: Минимизируйте перегрев — плавите при температуре 720–740 °C, избегайте превышения 760 °C.
- Добавление флюса покрытия: Сразу после плавления добавьте солевой флюс (3–5 кг/тонну) для предотвращения окисления.
- Сплавление: Добавляйте лигатуры (AlSi, AlCu, AlMn и др.) при температуре 730–750 °C при тщательном перемешивании.
- Отбор проб и анализ: Проверьте состав; при необходимости внесите корректировки.
- Дегазация: Проведите дегазацию с помощью роторного дегазатора аргоном в течение 10–20 минут. После этого измерьте содержание водорода.
- Измельчение зерна: Добавьте AlTiB (1–2 кг/тонну) в течение 10 минут после заливки.
- Модификация (если используется сплав Al-Si): После дегазации добавить AlSr10 (0,2–0,5 кг/тонну) и отлить в течение 30 минут.
- Финальный беглый обзор: Непосредственно перед отливкой удаляйте шлак.
- Кастинг: Поддерживайте постоянную температуру и скорость разлива.
Типичные дефекты и меры по их устранению
| Дефект | Визуальная/сенсорная индикация | Первопричина | Корректирующие действия |
|---|---|---|---|
| Оксидный шлак (в избытке) | Толстый, сухой слой шлака; низкий выход готовой продукции. | Высокая температура, воздействие воздуха, отсутствие защитного флюса. | Снизьте температуру, добавьте защитный флюс, используйте инертный газ в качестве защитной оболочки. |
| Водородная пористость | Микроскопические отверстия на поверхности излома или на рентгеновском снимке | Влажный лом, влажная атмосфера, недостаточная дегазация | Предварительный нагрев лома, сухие флюсы, роторная дегазация аргоном, измерение концентрации H₂ в режиме реального времени. |
| Крупнозернистая структура | Крупные столбчатые зерна на протравленной поверхности | Отсутствие измельчения зерна, низкая скорость охлаждения | Добавить лигатуру AlTiB (1–2 кг/тонну) |
| Образование пузырей на поверхности | Вздутие после термообработки | Растворенный водород расширяется в процессе обработки раствором. | Перед литьём уменьшите содержание водорода и проверьте результат с помощью испытания при пониженном давлении. |
| Состав не соответствует спецификации. | Химия за пределами возможностей клиента | Плохое перемешивание, неправильное добавление лигатуры, сегрегация | Улучшенное перемешивание, предварительный нагрев основных сплавов, проверка с помощью спектрометра. |
Пример из практики: повышение доходности с 88% до 95%.
Вторичный алюминиевый завод, производящий 40 000 тонн слитков сплава А356 в год, работал с выходом расплава 88% — 12% потерь из-за шлака и других факторов. После внедрения комплексной программы повышения эффективности, включающей:
- Применение солевого раствора увеличено с 2 до 6 кг/тонну.
- Температура в печи снижена с 760°C до 720°C (температура выдержки).
- Роторная дегазация заменила фурменную дегазацию.
- Стандартизированное измельчение зерна AlTiB
- Прессование шлака применяется для извлечения металла из шлака.
Результаты через шесть месяцев:
- Выход расплава увеличился с 88% до 94,5% (улучшение на 6,5%).
- Ежегодный дополнительный товарный металл: 2600 тонн
- Доля бракованной продукции из-за пористости снизилась с 4,2% до 0,7%.
- Ежегодная экономия: 4,5 миллиона долларов при текущих ценах на алюминий.
- Срок окупаемости дегазатора и пресса для удаления шлака: 8 месяцев.
Для максимизации выхода и качества при производстве алюминиевых слитков необходимо систематическое внимание к снижению образования шлака, контролю содержания водорода и обеспечению однородности состава. Внедряя описанные здесь передовые методы — использование флюсов, понижение температуры, эффективная дегазация, точность легирования и измельчение зерна — алюминиевые плавильные цеха могут снизить потери металла, устранить дефекты пористости и поставлять слитки, соответствующие самым высоким техническим требованиям. Компания Bright Alloys поставляет продукцию... лигатуры из алюминия (AlSi, AlCu, AlMn, AlTiB, AlSr10, AlB), модификаторы зерна и дегазационные флюсы. поддерживать все аспекты производства высококачественных алюминиевых слитков.