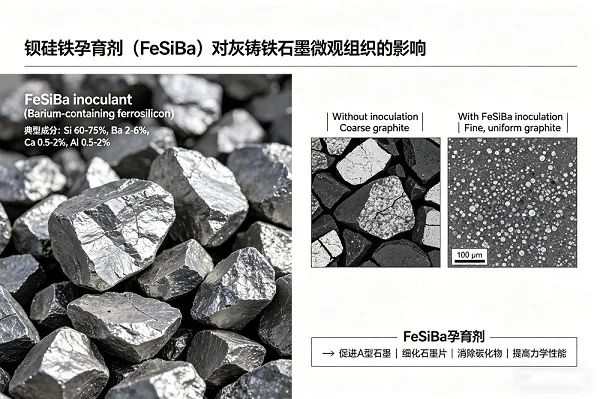
Для чугунолитейных заводов, стремящихся к получению однородного графита типа А, устранению охлаждения в тонких секциях и увеличению времени выдержки без выцветания, барийсодержащие ферросилициевые инокулянты (FeSiBa) Барий представляет собой значительный шаг вперед по сравнению со стандартным ферросилицием. Барий — это не просто заменитель кальция, он обладает существенными металлургическими преимуществами, которые позволяют решить наиболее актуальные проблемы в литье серого чугуна.
В этой статье рассматриваются научные основы превосходной способности бария к зарождению кристаллов, его замечательной устойчивости к выцветанию, а также практические преимущества, благодаря которым FeSiBa стал предпочтительным затравливающим агентом для сложных применений в сером чугуне — особенно для тонкостенных отливок, сложных геометрических форм и длительных циклов заливки.
Проблема: Ограничения стандартной инокуляции ферросилиция.
Стандартный 75%-ный инокулят на основе ферросилиция (FeSi) десятилетиями оставался основным материалом в литейном производстве. Однако его ограничения хорошо известны:
- Быстрое затухание: Центры зарождения начинают исчезать в течение 5–8 минут после добавления, поэтому процесс заливки необходимо проводить быстро.
- Плохой контроль температуры в тонких срезах: При толщине стенок менее 6 мм часто наблюдается образование графита или карбидов типа D/E.
- Ограниченная подача при усадке: Минимальное расширение графита в процессе затвердевания.
- Чувствительность среза: Значительные различия в свойствах между областями толстого и тонкого литья.
Инокулянты, содержащие барий, напрямую устраняют каждое из этих ограничений благодаря уникальной химии нуклеации и повышенной стабильности.
Механизм: как барий усиливает нуклеацию
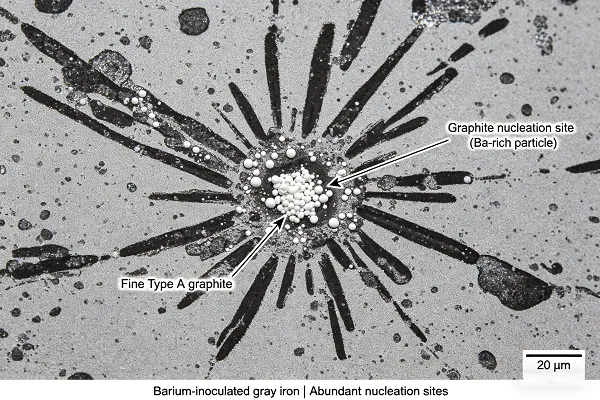
Эффективность инокуляции зависит от количества и стабильности графитовых зародышеобразующих субстратов. Барий вносит свой вклад посредством нескольких механизмов:
1. Образование стабильных нуклеационных соединений
Барий в затравке (обычно 1–6% Ba) образует высокостабильные соединения, которые действуют как мощные центры зарождения графита:
- Оксид бария (BaO): Образует стабильные мелкодисперсные смеси с превосходным кристаллографическим соответствием графиту.
- Сульфид бария (BaS): Особенно эффективен для утюгов с умеренным содержанием серы (0,05–0,10% S).
- Алюмосиликаты бария (BaAl₂Si₂): Сложные тугоплавкие соединения с высокой термической стабильностью
Эти соединения бария остаются стабильными при более высоких температурах, чем центры нуклеации на основе кальция, обеспечивая большую плотность зародышеобразования и устойчивость к растворению.
2. Более низкое поверхностное натяжение, лучшая дисперсия.
Барий снижает поверхностное натяжение расплавленного железа, позволяя частицам затравки более равномерно распределяться по всему расплаву. В результате образуется больше равномерно распределенных центров зарождения, что снижает вероятность локального охлаждения или образования графитовых розеток типа B.
Устойчивость к выцветанию: революционное преимущество
Наиболее существенное с практической точки зрения преимущество использования бариевых инокулянтов заключается в следующем: повышенная устойчивость к выцветанию. Исчезновение — это постепенная потеря центров нуклеации с течением времени вследствие растворения, агломерации и окисления. Сравнительные данные показывают:
| Тип инокулянта | Первоначальное снижение температуры | Глубина охлаждения через 5 минут | Глубина охлаждения через 10 минут | Глубина охлаждения через 15 минут |
|---|---|---|---|---|
| Стандартный FeSi (75%) | Отличный | Умеренное увеличение | Резкое увеличение | Инокуляция потеряна |
| FeSiBa (Ba 1-2%) | Начальство | Минимальное увеличение | Умеренное увеличение | Всё ещё эффективно |
| FeSiBa (Ba 2-4%) | Начальство | Практически без изменений | Минимальное увеличение | Хорошая защита |
| FeSiBa (Ba 4-6%) | Исключительный | Нет измеримых изменений | Небольшое увеличение | Остается значительная защита |
Практическое значение: При использовании стандартного FeSi литье должно быть завершено в течение 5–8 минут после внесения добавки. При использовании FeSiBa (2–4% Ba) литейные цеха имеют 15–20 минут окна, устойчивого к выцветаниюЭто позволяет использовать ковши большего размера, производить несколько заливок в формы и обеспечивает более гибкое планирование производства.
Устранение холода в тонких срезах
Тонкостенные отливки (толщина стенок 3–8 мм) наиболее подвержены охлаждению — образованию твердых, хрупких карбидов железа, которые ухудшают обрабатываемость. Бариевые инокулянты превосходно справляются с контролем охлаждения по трем причинам:
- Более высокая плотность зарождения: Большее количество графитовых центров на единицу объема означает, что графит может выпадать в осадок даже в условиях быстрого охлаждения.
- Сниженные требования к переохлаждению: Соединения бария катализируют осаждение графита при более высоких температурах (требуется меньшее переохлаждение), предотвращая падение температуры, приводящее к образованию карбидов.
- Синергия с серой: В чугунах с содержанием серы 0,06–0,10% образование BaS особенно полезно для контроля охлаждения в тонких срезах.
Данные литейного производства неизменно показывают Снижение глубины охлаждения на 40–60%. При переходе от FeSi к FeSiBa (2-4% Ba) в тонкостенных отливках из серого чугуна часто удается исключить необходимость использования специальных охлаждающих устройств для отдельных секций, которые требовались ранее.
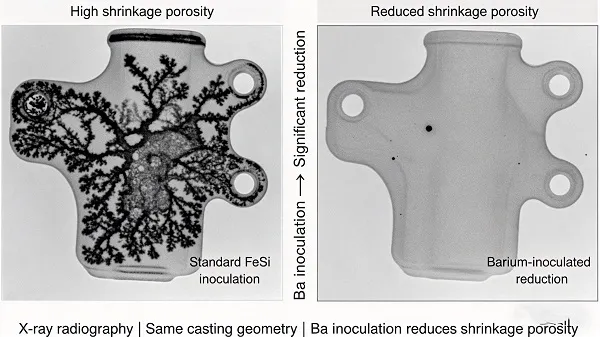
Уменьшение усадки за счет расширения графита.
Усадочная пористость в сером чугуне возникает, когда сжатие в жидком состоянии превышает компенсирующее расширение, вызванное осаждением графита. Бариевые инокулянты повышают сопротивление усадке за счет:
- Замедленное осаждение графита: Барий сдвигает начало расширения графита на более поздний этап затвердевания, когда уже произошло большее сжатие в жидком состоянии, а это значит, что большее расширение может компенсировать усадку.
- Увеличенный объем расширения: Более высокая плотность зарождения графита приводит к увеличению общего объема графита, что усиливает его расширение.
- Более узкий диапазон затвердевания: Барий способствует более интенсивной эвтектической кристаллизации, уменьшая зону затвердевания, где усадка наиболее проблематична.
Документ, в котором представлены результаты сравнений «до» и «после» производства литейных заводов. Сокращение требований к диаметру стояка на 20–40%. При переходе с FeSi на FeSiBa наблюдается значительное снижение процента брака из-за внутренней усадки.
Выбор правильного уровня бария: 1-2%, 2-4% или 4-6% Ba
Компания Bright Alloys предлагает инокулянты FeSiBa с тремя диапазонами содержания бария, каждый из которых оптимизирован для конкретных областей применения:
| Оценка | Содержание бария | Лучшие приложения | Основные преимущества |
|---|---|---|---|
| FeSiBa 1-2% | 1,0–2,0% Ba | Обычный серый чугун, умеренная толщина сечения (8–20 мм), более короткое время выдержки. | Хорошая устойчивость к выцветанию (10–12 мин), умеренный контроль температуры, экономически выгодное обновление с FeSi. |
| FeSiBa 2-4% | 2,0–4,0% Ba | Тонкостенные отливки (4–10 мм), длительные циклы заливки, конструкции, склонные к усадке, отливки с толстым профилем и длительным временем затвердевания. | Превосходная устойчивость к выцветанию (15–20 мин), эффективное устранение последствий охлаждения, значительное снижение усадки. самый популярный класс |
| FeSiBa 4-6% | 4,0–6,0% Ba | Чрезвычайно тонкие стенки (3–6 мм), очень длительное время выдержки (более 20 мин), сложные отливки с переменной толщиной сечения, высокие стандарты качества. | Максимальная устойчивость к выцветанию (20–25 мин), исключительный контроль температуры охлаждения, превосходные характеристики для ответственных применений. |
Следует отметить, что для достижения эквивалентного вклада кремния более высокие концентрации бария требуют несколько более высоких скоростей добавления, однако преимущества, обусловленные содержанием бария, оправдывают дополнительные затраты для требовательных применений.
Рекомендации по применению: инокуляция черпаком, струей и плесенью.
Инокулянты FeSiBa универсальны и эффективны при всех методах инокуляции:
Инокуляция половником
Добавьте 0,2–0,4% FeSiBa в ковш во время разливки. Длительная устойчивость бария к выцветанию обеспечивает эффективность даже при умеренном времени выдержки. Для больших ковшей (> 500 кг) используйте верхний предел диапазона.
Поздняя инокуляция в ручье — предпочтительный метод.
В процессе заливки металла следует добавлять 0,1–0,2% FeSiBa. Этот метод максимизирует эффективность бария, минимизирует его выцветание и позволяет использовать более низкие дозировки. Для тонкошлифованных отливок (< 6 мм) рекомендуемая дозировка составляет 0,15–0,25%.
Введение плесени (в плесень)
В систему литникового канала внесите 0,05–0,15% FeSiBa (в виде мелких гранул или предварительно сформированных блоков). Отсутствие потери качества, минимальные нормы добавления, идеально подходит для автоматизированных высокопроизводительных линий. Стабильность бария обеспечивает стабильное растворение даже при переменной скорости разлива.
Пример из практики: тонкостенный корпус насоса
Литейный цех, производящий корпуса насосов из серого чугуна с толщиной стенки 5 мм, столкнулся с проблемой брака, связанного с охлаждением, на уровне 18%. При использовании стандартной инокуляции ковша FeSi (добавка 0,35%) в критических зонах по-прежнему наблюдался графит типа D. После перехода на другие методы... FeSiBa (2-4% Ba) с добавлением 0,18% растворителя в ручьеРезультаты были впечатляющими:
- Глубина охлаждения уменьшена с 0,8 мм до 0,1 мм (практически устранена).
- По всей толщине стенок присутствует однородный графит типа А.
- Процент отказов снизился с 18% до 3%.
- Общая стоимость инокулянта снизилась на 12% (более низкая норма добавления компенсировала более высокую себестоимость единицы продукции).
- Повышена гибкость графика заливки — отсутствует потеря качества при заливке последних форм из ковша.
Впоследствии литейный завод полностью перевел производство серого чугуна на использование затравки FeSiBa, что позволило сэкономить более 150 000 долларов в год только за счет сокращения количества отходов.
Контроль качества: проверка эффективности инокуляции барием.
Для обеспечения стабильной работы инокулянтов FeSiBa выполните следующие этапы проверки:
- Термический анализ: Целевое переохлаждение при повторном растрескивании (ΔT) < 3 °C для серого железа, инокулированного барием (по сравнению с < 5 °C для FeSi).
- Тест с охлаждающим клином: Регулярно разрезайте клиновидные отливки и измеряйте глубину закалки — при правильной практике работы с FeSiBa она должна быть близка к нулю.
- Исследование микроструктуры: Убедитесь в равномерном распределении графита типа А; количество узелков должно составлять 200–400/мм² для правильно инокулированного серого железа.
- Проверьте уровень серы: Барий проявляет наилучшие характеристики при содержании серы 0,06–0,10% в базовом железе; для получения железа с очень низким содержанием серы может потребоваться добавление серы для активации соединений бария.
Для литейных заводов, работающих с серым чугуном и стремящихся повысить качество, сократить количество брака и увеличить гибкость производства, барийсодержащие затравки предлагают проверенное решение. Превосходная нуклеационная способность, повышенная устойчивость к выцветанию (15–20 минут против 5–8 минут для стандартного FeSi) и исключительный контроль охлаждения в тонких секциях делают FeSiBa лучшим выбором для сложных задач, связанных с серым чугуном. Компания Bright Alloys поставляет Инокулянты FeSiBa с содержанием бария 1-2%, 2-4% и 4-6%с возможностью индивидуальной подгонки размеров для инокуляции в ковш, струе или форме — при поддержке металлургической экспертизы для оптимизации процесса литья.