
Инокуляция — это, пожалуй, самый мощный, но недооцененный инструмент в литейном производстве чугуна. Правильно инокулированный расплав превращает хрупкий, склонный к карбидообразованию чугун в обрабатываемую, прочную и надежную отливку с контролируемой морфологией графита. Плохая инокуляция — или ее полное отсутствие — приводит к отбелу, усадке, непостоянной твердости и трудностям механической обработки, что увеличивает затраты и долю брака.
Это всестороннее руководство исследует науку и практику современной инокуляции чугуна. Вы узнаете, как работает инокуляция, какие инокулянты лучше всего подходят для конкретных применений и как внедрять методы, устраняющие отбел, уменьшающие усадку и обеспечивающие получение однородного графита типа А в каждой отливке.
Основы: Что такое инокуляция и почему это важно?
Инокуляция — это добавление небольших количеств материалов (обычно кремнийсодержащих ферросплавов с активными элементами, такими как кальций, барий, стронций или редкоземельные металлы) в расплавленный чугун непосредственно перед заливкой. Основные цели:
- Увеличение центров кристаллизации графита — создание большего количества более мелких частиц графита для улучшения механических свойств
- Предотвращение образования карбидов (отбела) — устранение твердых, хрупких карбидов железа в тонких сечениях
- Контроль морфологии графита — получение графита типа А (равномерные пластинки) в сером чугуне или высокой шаровидности в высокопрочном чугуне
- Снижение чувствительности к сечению — минимизация разброса свойств между толстыми и тонкими сечениями отливки
- Уменьшение усадочной пористости — за счет расширенного выделения графита в процессе затвердевания
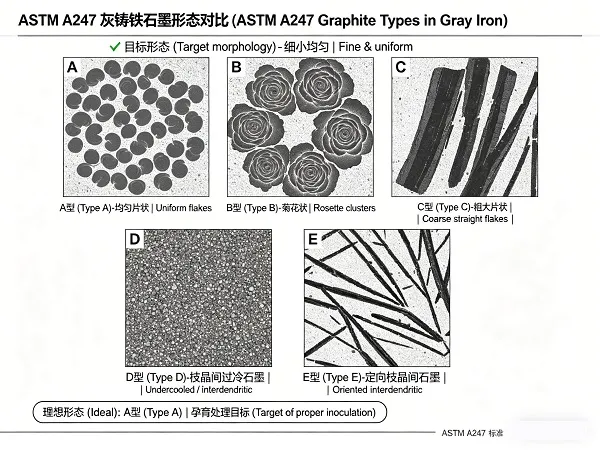
Понимание морфологии графита: типы от A до E
Морфология графита в чугуне напрямую определяет механические свойства, обрабатываемость и эксплуатационные характеристики. Стандарт ASTM A247 классифицирует типы пластинчатого графита:
| Тип графита | Описание | Типичная причина | Влияние на свойства |
|---|---|---|---|
| Тип A | Равномерное распределение, хаотично ориентированные пластинки | Правильная инокуляция, контролируемое охлаждение | Отличная обрабатываемость, стабильная прочность, желаемая структура |
| Тип B | Розеточные кластеры с мелким графитом в центрах | Умеренная недостаточная инокуляция | Снижение предела прочности при растяжении, непостоянная твердость |
| Тип C | Киш-графит (крупные, грубые пластинки) | Чрезмерно высокий углеродный эквивалент | Плохие механические свойства, непредсказуемость |
| Тип D | Переохлажденный, мелкий направленный графит | Сильная недостаточная инокуляция, быстрое охлаждение | Твердый, трудно обрабатываемый, хрупкий |
| Тип E | Междендритный, направленный графит | Низкая инокуляция, умеренное переохлаждение | Сниженная прочность, разброс свойств по направлениям |
Графит типа А является целью для большинства применений серого чугуна. Для стабильного получения типа А требуются правильный выбор инокулянта, корректные нормы ввода и эффективные методы поздней инокуляции.
Механизм: Как работает инокуляция
Инокуляция работает за счет введения гетерогенных подложек для кристаллизации графита. Наиболее эффективными центрами кристаллизации являются тугоплавкие соединения — обычно оксиды, сульфиды, карбиды и нитриды кальция, бария, стронция, алюминия и редкоземельных элементов. Когда эти частицы диспергируются в расплаве, они создают поверхности с низкой межфазной энергией для выделения графита в процессе затвердевания.
Без инокуляции графит кристаллизуется на меньшем количестве центров, что приводит к образованию грубых, неоднородных пластинок (типы B/D/E) или массивных карбидов (отбел). эффект затухания — постепенная потеря центров кристаллизации с течением времени — означает, что инокуляцию необходимо проводить как можно ближе к моменту заливки, обычно за 5–10 минут до заполнения формы.
Типы инокулянтов: выбор правильного инструмента для задачи
Современные инокулянты гораздо сложнее, чем простой ферросилиций. Каждый тип предлагает определенные преимущества для различных применений:
Стандартный ферросилиций (FeSi) инокулянт
Состав: 74–75% Si, остальное Fe, следы Al, Ca
Лучше всего подходит для: Обычный серый чугун, менее требовательные применения, литейные цеха с ограниченным бюджетом
Ограничения: Быстрое затухание, ограниченный контроль отбела в тонких сечениях
Инокулянт ферросилиций-барий (FeSiBa)
Состав: 70–75% Si, 1–6% Ba, 0,5–2% Al, 0,5–2% Ca
Лучше всего подходит для: Серый чугун с массивными сечениями, увеличенное время выдержки, снижение усадки
Преимущества: Отличная стойкость к затуханию (до 15–20 минут), мощное устранение отбела, снижение усадочной пористости. Барий способствует стабильному зарождению и расширенное выделение графита , что питает усадочную усадку. Доступен в марках: Инокулянт ферросилиций-барий (1-2% Ba), Инокулянт ферросилиций-барий (2-4% Ba), и Инокулянт ферросилиций-барий (4-6% Ba) для повышения требований к производительности.
Ferrocalcium-silicon (FeSiCa) Inoculant
Состав: 70–75% Si, 0,5–3% Ca, 0,5–2% Al
Лучше всего подходит для: Постинокуляция высокопрочного чугуна, серый чугун с проблемами отбела
Преимущества: Мощное устранение отбела, сильное зарождение, хорошо подходит для тонкостенных отливок. Кальций также действует как десульфуратор.
Инокулянт ферросилиций-стронций (FeSiSr)
Состав: 73–77% Si, 0,6–1,2% Sr, низкое содержание Al и Ca
Лучше всего подходит для: Серый чугун, требующий минимальной инокуляции (низкие нормы ввода), тонкостенные отливки
Преимущества: Очень низкая склонность к образованию газовой пористости, отличный контроль отбела при низких нормах ввода (0,05–0,15%). Стронций особенно эффективен для тонкостенного серого чугуна (сечения 3–6 мм).
Инокулянты, содержащие редкоземельные элементы (РЗЭ)
Состав: Основа FeSi с 1–3% редкоземельных элементов (Ce, La)
Лучше всего подходит для: Повышение шаровидности высокопрочного чугуна, высокопрочный чугун с массивным сечением
Преимущества: Улучшает количество графитовых включений, уменьшает образование карбидов в массивных сечениях, повышает шаровидность при пограничной обработке магнием.
Методы инокуляции: ковшевая, струйная и литниковая
То, как вы добавляете инокулянт, так же важно, как и то, что вы добавляете. Существует три основных метода, каждый со своими преимуществами:
Ковшевая инокуляция (традиционная)
Инокулянт добавляется в раздаточный ковш до или во время выпуска. Преимущества: Просто, не требует специального оборудования. Недостатки: Значительное затухание перед заливкой; обычно требует более высоких норм ввода (0,3–0,6% от массы расплава). Лучше всего подходит для крупных отливок с коротким временем заливки.
Струйная (поздняя) инокуляция
Инокулянт добавляется в поток жидкого металла во время заливки из ковша в форму. Преимущества: Минимизирует затухание, позволяет использовать более низкие нормы ввода (0,1–0,3%), более однородная микроструктура. Необходимое оборудование: Объемный дозатор или ручное добавление. Это предпочтительный метод для большинства применений серого и высокопрочного чугуна.
Литниковая (внутриформенная) инокуляция
Инокулянт (часто в виде прессованного блока или порошка) помещается непосредственно в литниковую систему. Преимущества: Нулевое затухание, самые низкие нормы ввода (0,05–0,15%), точное размещение. Недостатки: Требует модификации формы, риск неполного растворения. Идеально подходит для автоматизированных высокопроизводительных литейных цехов.

Устранение отбела: практические стратегии
Отбел — образование твердых карбидов железа (цементита) вместо графита — является наиболее распространенным дефектом, связанным с инокуляцией. Отбел возникает, когда скорости охлаждения превышают способность расплава зарождать графит, обычно в тонких сечениях или углах. Стратегии устранения отбела:
- Увеличьте уровень инокуляции: Для серого чугуна стремитесь к норме ввода 0,2–0,4% инокулянта для ковшевой инокуляции, 0,1–0,2% для струйной инокуляции. Тонкие сечения (< 5 мм) могут потребовать до 0,5%.
- Переключитесь на более мощный инокулянт: Если стандартный FeSi не устраняет отбел, перейдите на FeSiBa (2-4% Ba) или FeSiSr.
- Используйте позднюю инокуляцию: Струйная или литниковая инокуляция значительно уменьшает отбел по сравнению с только ковшевой практикой.
- Контролируйте углеродный эквивалент: Поддерживайте углеродный эквивалент (СЭ) = 3,9–4,1% для серого чугуна. Более низкий СЭ увеличивает склонность к отбелу.
- Уменьшите содержание титана и хрома: Эти карбидообразующие элементы должны быть сведены к минимуму в шихтовых материалах.
Уменьшение усадки с помощью инокуляции
Усадочная пористость является серьезным дефектом как в сером, так и в высокопрочном чугуне. Инокуляция помогает, способствуя расширенное выделение графита во время эвтектического затвердевания. Объемное расширение от образования графита (примерно 2–3% линейного расширения) может питать усадочную усадку, уменьшая или устраняя необходимость в больших прибылях. Барийсодержащие инокулянты особенно эффективны для контроля усадки, поскольку они:
- Задерживают выделение графита до более поздней стадии затвердевания
- Увеличивают объем расширенного графита, который питает усадку
- Уменьшают температурный интервал эвтектического затвердевания
Литейные цеха, переходящие с FeSi на FeSiBa (2-4% Ba), обычно сообщают о снижении требований к размеру прибылей на 30–50% и значительно более низком уровне брака по усадке.
Особенности высокопрочного чугуна: шаровидность и количество включений
Высокопрочный чугун требует инокуляции после обработки магнием для восстановления центров зарождения графита (магний снижает потенциал зарождения). Типовая практика:
- Предварительная инокуляция: Добавьте FeSi или FeSiCa в ковш перед обработкой магнием (0,2–0,4%)
- Постинокуляция: Струйное или литниковое добавление FeSiCa или FeSiBa (0,1–0,3%)
- Целевое количество включений: 150–300 включений/мм² для большинства применений, выше для тонкостенного высокопрочного чугуна
- Целевая шаровидность: >85% для стандартных марок, >90% для премиальных применений
Для высокопрочного чугуна с массивным сечением (> 100 мм толщины сечения) инокулянты, содержащие редкоземельные элементы, помогают поддерживать шаровидность при более медленном затвердевании.
Контроль качества: термический анализ и проверка микроструктуры
Стабильная инокуляция требует постоянной проверки. Ключевые инструменты контроля качества:
- Термический анализ: Измеряет рекалесценцию (повышение температуры во время выделения графита). Более низкая рекалесценция указывает на лучшую инокуляцию. Целевое переохлаждение (ΔT) < 5°C для серого чугуна.
- Тест на отбел (клиновидная проба): Стандартная клиновидная проба разрезается и проверяется на глубину отбела. Этот быстрый цеховой тест подтверждает эффективность инокуляции.
- Исследование микроструктуры: Регулярная проверка типа графита (ASTM A247) и шаровидности (ASTM E2567).
- Измерение твердости: Постоянная твердость по сечениям указывает на хорошую инокуляцию и контроль чувствительности к сечению.
Пример из практики: Тонкостенная деталь из серого чугуна
Производитель насосов, отливающий сложную деталь из серого чугуна с толщиной стенки 4 мм, столкнулся с 25% брака из-за отбела и твердых включений. Используя стандартную ковшевую инокуляцию FeSi (норма ввода 0,4%), они все еще наблюдали графит типа D/E в тонких сечениях. Решение: перейти на инокулянт FeSiSr со струйной инокуляцией с нормой ввода 0,15%. Результаты:
- Полное устранение отбела в тонких сечениях
- Однородный графит типа A по всей отливке
- Снижение расхода инокулянта на 40% (0,15% против 0,4%)
- Уровень брака снизился с 25% до 4%
- Стойкость режущего инструмента увеличилась в 3 раза
Этот пример иллюстрирует, что самый дорогой инокулянт часто является неправильным — правильный инокулянт в правильной точке ввода обеспечивает превосходное качество при более низкой стоимости.
Рекомендации по применению
Основываясь на обширном опыте литейных цехов, вот практические отправные точки:
| Применение | Рекомендуемый инокулянт | Метод добавления | Типичная норма ввода |
|---|---|---|---|
| Обычный серый чугун (массивные сечения) | FeSiBa (Ba 1-2%) | Ковшевой или струйный | 0.2–0.4% |
| Тонкостенный серый чугун (< 6 мм) | FeSiSr или FeSiBa (Ba 2-4%) | Струйный или литниковый | 0.1–0.2% |
| Высокопрочный чугун (стандартный) | FeSiCa + постинокуляция | Ковш + струя | 0,3–0,5% от общего объема |
| Высокопрочный чугун (толстостенные отливки) | Инокулянт FeSi + РЗМ | Ковш + форма | 0,4–0,6% от общего объема |
| Чугун с вермикулярным графитом (ЧВГ) | FeSi с Ti + Ba | Струя | 0.2–0.3% |
Освоение инокуляции превращает литейное производство чугуна из непредсказуемого в стабильное, от высокого брака к высокому выходу годного, от проблем с механической обработкой к довольным клиентам. Понимая морфологию графита, выбирая подходящий инокулянт (FeSi, FeSiBa, FeSiCa, FeSiSr или марки с РЗМ) и применяя методы позднего инокулирования, литейные заводы могут устранить отбел, уменьшить усадку и достичь структуры графита типа А, которая определяет превосходный чугун. Bright Alloys предлагает полный ассортимент ферросилициевых инокулянтов, включая стандартный FeSi, FeSiBa (1-6% Ba), FeSiCa, FeSiSr и марки с редкоземельными элементами, подкрепленный металлургической поддержкой для оптимизации вашей практики инокуляции.