
Инокуляция, пожалуй, является самым мощным, но недооцененным инструментом в литейном производстве чугуна. Правильно инокулированный расплав превращает хрупкий, склонный к образованию карбидов чугун в обрабатываемую, прочную и надежную отливку с контролируемой морфологией графита. Некачественная инокуляция — или ее полное отсутствие — приводит к охлаждению, усадке, непостоянной твердости и трудностям при механической обработке, что увеличивает затраты и процент брака.
В этом всеобъемлющем руководстве рассматриваются научные основы и практика современной инокуляции чугуна. Вы узнаете, как работает инокуляция, какие инокулянты лучше всего подходят для конкретных применений и как внедрять методы, которые исключают охлаждение, уменьшают усадку и обеспечивают получение однородного графита типа А в каждой отливке.
Основы: Что такое инокуляция и почему она важна?
Инокуляция — это добавление небольших количеств материалов (обычно ферросплавов на основе кремния, содержащих активные элементы, такие как кальций, барий, стронций или редкоземельные элементы) в расплавленный чугун непосредственно перед отливкой. Основные цели:
- Увеличьте количество центров зарождения графита. — создание большего количества более мелких частиц графита для улучшения механических свойств
- Предотвратить образование карбидов (охлаждение). — удаление твердых, хрупких карбидов железа из тонких сечений
- Контроль морфологии графита — способствует образованию графита типа А (однородной чешуйчатой формы) в сером чугуне или высокой степени сфероидизации в высокопрочном чугуне.
- Снизьте чувствительность секции. — минимизация различий в свойствах между толстыми и тонкими отливками.
- Уменьшение усадочной пористости — посредством осаждения вспученного графита в процессе затвердевания
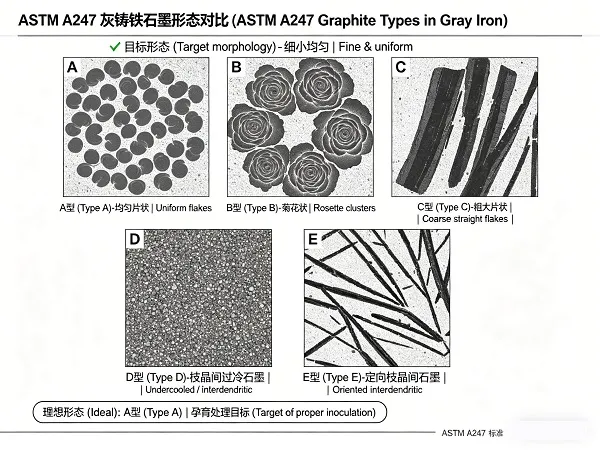
Понимание морфологии графита: типы от A до E.
Морфология графита в чугуне напрямую определяет механические свойства, обрабатываемость и эксплуатационные характеристики. Стандарт ASTM A247 классифицирует типы чешуйчатого графита:
| Тип графита | Описание | Типичная причина | Влияние на свойства |
|---|---|---|---|
| Тип А | Равномерное распределение, случайная ориентация чешуек | Правильная инокуляция, контролируемое охлаждение | Отличная обрабатываемость, стабильная прочность, желаемая структура. |
| Тип B | Розеточные скопления с мелким графитом в центре | Умеренная недостаточная инокуляция | Сниженная прочность на растяжение, переменная твердость. |
| Тип С | Графит Киша (крупные, грубые хлопья) | Чрезмерно высокий углеродный эквивалент | Плохие механические свойства, непредсказуемость |
| Тип D | Переохлажденный, мелкозернистый направленный графит | Сильная недостаточная инокуляция, быстрое охлаждение | Твёрдый, трудно поддающийся механической обработке, хрупкий. |
| Тип Е | Междендритный направленный графит | Низкая инокуляция, умеренное переохлаждение | Снижение прочности, изменение направленности свойств. |
Графит типа А является целевым материалом для большинства применений серого чугуна. Для стабильного получения графита типа А требуется... правильный выбор инокулянта, корректные нормы внесения и эффективные методы поздней инокуляции..
Механизм: как работает инокуляция
Инокуляция осуществляется путем введения гетерогенных зародышеобразующих субстратов для осаждения графита. Наиболее эффективными зародышевыми агентами являются тугоплавкие соединения — как правило, оксиды, сульфиды, карбиды и нитриды содержит кальций, барий, стронций, алюминий и редкоземельные элементы. Когда эти частицы диспергируются в расплаве, они образуют низкоэнергетические границы раздела, на которых графит осаждается в процессе затвердевания.
Без инокуляции зарождение кристаллов графита происходит на меньшем количестве участков, что приводит к образованию крупных, неоднородных чешуек (типы B/D/E) или массивных карбидов (холодный процесс). эффект затухания — постепенная потеря центров зарождения со временем — означает, что инокуляцию необходимо проводить как можно ближе к моменту заливки, обычно в течение 5–10 минут после заполнения формы.
Виды инокулянтов: выбор подходящего инструмента для работы
Современные инокулянты гораздо сложнее, чем простой ферросилиций. Каждый тип предлагает свои специфические преимущества для различных применений:
Стандартный модификатор ферросилиция (FeSi)
Состав: 74–75% Si, остальное Fe, следы Al, Ca
Лучше всего подходит для: Серый чугун общего назначения, для менее требовательных применений, для литейных заводов с ограниченным бюджетом.
Ограничения: Быстрое затухание, ограниченный контроль температуры в тонких срезах.
Инокулянт на основе ферросилиция-бария (FeSiBa).
Состав: 70–75 % Si, 1–6 % Ba, 0,5–2 % Al, 0,5–2 % Ca
Лучше всего подходит для: Серый чугун с толстыми секциями, увеличенное время удержания, снижение усадки.
Преимущества: Превосходная стойкость к выцветанию (до 15–20 минут), эффективное устранение последствий охлаждения, снижение усадки и пористости. Барий способствует стабильному зарождению кристаллов и... вспученный графит осаждение который способствует усадке при затвердении. Доступен в следующих марках: Ba 1-2%, Ba 2-4%, и Ba 4-6% для повышения требований к производительности.
Инокулянт на основе ферросилиция-кальция (FeSiCa)
Состав: 70–75 % Si, 0,5–3 % Ca, 0,5–2 % Al
Лучше всего подходит для: Ковкий чугун после инокуляции, серый чугун с проблемами охлаждения
Преимущества: Эффективное удаление холода, сильное зарождение кристаллов, хорошо подходит для тонкостенных отливок. Кальций также действует как десульфуризатор.
Инокулянт на основе ферросилиция-стронция (FeSiSr)
Состав: 73–77% Si, 0,6–1,2% Sr, низкое содержание Al и Ca.
Лучше всего подходит для: Серый чугун, требующий минимального внесения добавок (низкие нормы добавления), тонкошлифованные отливки.
Преимущества: Очень низкая склонность к образованию точечных пор, превосходный контроль охлаждения при низких концентрациях добавки (0,05–0,15%). Стронций особенно эффективен для тонкостенного серого чугуна (сечением 3–6 мм).
Зародыши, содержащие редкоземельные элементы (РЗЭ).
Состав: Основание FeSi с 1–3% редкоземельных элементов (Ce, La)
Лучше всего подходит для: Улучшение шаровидности высокопрочного чугуна, высокопрочный чугун с большим диаметром сечения
Преимущества: Улучшает количество узелков, снижает образование карбидов в толстых срезах, повышает узловатость в случаях, когда эффективность лечения магнием находится на грани допустимого.
Методы инокуляции: половник, струя и плесень.
Способ добавления инокулянта так же важен, как и сам инокулянт. Существует три основных метода, каждый из которых имеет свои преимущества:
Инокуляция половником (традиционный метод)
Инокулянт добавляется в ковш для обработки до или во время подсочки. Преимущества: Просто, не требует специального оборудования. Недостатки: Значительное обесцвечивание перед литьем; обычно требуется более высокая дозировка (0,3–0,6% от массы расплава). Лучше всего подходит для крупных отливок с коротким временем заливки.
Поздняя инокуляция в ручей
Инокулянт добавляется в поток расплавленного металла во время переливания из ковша в форму. Преимущества: Сводит к минимуму выцветание, позволяет использовать более низкие дозы добавки (0,1–0,3%), обеспечивает более однородную микроструктуру. Необходимое оборудование: Объемный дозатор или ручное дозирование. Это предпочтительный метод подходит для большинства применений серого и высокопрочного чугуна.
Введение плесени (в плесень)
Инокулянт (часто в виде готового блока или порошка) помещается непосредственно в систему ворот. Преимущества: Отсутствие выцветания, минимальные дозы добавления (0,05–0,15%), точное нанесение. Недостатки: Требуется модификация пресс-формы, существует риск неполного растворения. Идеально подходит для автоматизированных литейных цехов с высокой производительностью.

Как избавиться от холода: практические стратегии
Охлаждение — образование твердых карбидов железа (цементита) вместо графита — является наиболее распространенным дефектом, связанным с инокуляцией. Охлаждение происходит, когда скорость охлаждения превышает способность расплава к зарождению графита, как правило, в тонких участках или углах. Стратегии устранения охлаждения:
- Повысить уровень вакцинации: Для серого железа рекомендуется добавлять 0,2–0,4% инокулянта при инокуляции ковшом и 0,1–0,2% при инокуляции ручьем. Для тонких срезов (< 5 мм) может потребоваться до 0,5%.
- Перейдите на более мощный инокулянт: Если стандартный FeSi не справляется с охлаждением, перейдите на FeSiBa (2-4% Ba) или FeSiSr.
- Используйте позднюю инокуляцию: Введение закваски в форму или методом струйной обработки значительно снижает охлаждение по сравнению с использованием только половника.
- Контроль углеродного эквивалента: Для серого чугуна необходимо поддерживать коэффициент теплопроводности (CE) на уровне 3,9–4,1%. Более низкий коэффициент теплопроводности увеличивает склонность к охлаждению.
- Снижение содержания титана и хрома: Содержание элементов, способствующих образованию карбидов, в загрузочных материалах следует свести к минимуму.
Снижение усадки путем инокуляции
Усадочная пористость является основным дефектом как серого, так и высокопрочного чугуна. Инокуляция способствует ее образованию. вспученный графит осаждение В процессе эвтектической кристаллизации. Расширение объема за счет образования графита (приблизительно 2–3% линейного расширения) может способствовать усадке при кристаллизации, уменьшая или устраняя необходимость в больших стояках. Барийсодержащие инокулянты особенно эффективны для контроля усадки, поскольку они:
- Отложите осаждение графита до более поздней стадии затвердевания.
- Увеличьте объем вспененного графита, который способствует усадке.
- Снизить температурный диапазон эвтектической кристаллизации.
Литейные заводы, переходящие с FeSi на FeSiBa (2-4% Ba), обычно сообщают о Сокращение требований к диаметру стояка на 30–50%. и значительно более низкий процент брака из-за усадки.
Характеристики высокопрочного чугуна: шаровидность и количество шаровидных включений.
Для восстановления центров зарождения графита в высокопрочном чугуне после обработки магнием необходимо провести инокуляцию (магний снижает потенциал зарождения). Типичная практика:
- Перед инокуляцией: Перед обработкой магнием добавьте в ковш FeSi или FeSiCa (0,2–0,4%).
- После инокуляции: Добавление FeSiCa или FeSiBa (0,1–0,3%) в струю или плесень
- Целевое количество узлов: 150–300 узелков/мм² для большинства применений, выше для тонкостенного высокопрочного чугуна.
- Целевая узловатость: >85% для стандартных классов, >90% для премиум-класса
Для высокопрочного чугуна с толстым профилем (толщина сечения > 100 мм) инокулянты, содержащие редкоземельные элементы, помогают поддерживать шаровидность за счет замедления процесса затвердевания.
Контроль качества: термический анализ и проверка микроструктуры.
Для обеспечения стабильного результата инокуляции необходима непрерывная проверка. Ключевые инструменты контроля качества:
- Термический анализ: Измеряет рекалесценцию (повышение температуры во время осаждения графита). Более низкая рекалесценция указывает на лучшую инокуляцию. Целевое переохлаждение (ΔT) < 5°C для серого чугуна.
- Испытание на охлаждение (клиновое испытание): Стандартная клиновидная отливка разрезается и проверяется на глубину закалки. Этот экспресс-тест, проводимый в цеху, подтверждает эффективность инокуляции.
- Исследование микроструктуры: Регулярная проверка типа графита (ASTM A247) и шаровидного кристаллического графита (ASTM E2567).
- Испытание на твердость: Равномерная твердость по всем участкам свидетельствует о хорошем результатах инокуляции и контроле чувствительности участков к антибиотикам.
Пример из практики: тонкостенный компонент из серого чугуна.
Производитель насосов, выпускающий сложные детали из серого чугуна с толщиной стенки 4 мм, столкнулся с 25% брака из-за охлаждения и образования твердых зон. При использовании стандартной инокуляции ковша FeSi (добавка 0,4%) они все еще наблюдали графит типа D/E в тонких срезах. Решение: перейти на Инокулянт FeSiSr с инокуляцией из ручья при добавлении 0,15%. Результаты:
- Полное устранение эффекта охлаждения в тонких срезах.
- По всей отливке равномерно распределен графит типа А.
- Снижение потребления инокулянта на 40% (0,15% против 0,4%).
- Процент отказов снизился с 25% до 4%.
- Срок службы обрабатывающего инструмента увеличился в 3 раза.
Этот случай иллюстрирует, что самый дорогой инокулянт часто оказывается неподходящим — правильный инокулянт в правильной точке добавления Обеспечивает превосходное качество по более низкой цене.
Рекомендации по применению
Основываясь на обширном опыте литейного производства, предлагаем следующие практические отправные точки:
| Приложение | Рекомендуемый инокулянт | Метод сложения | Типичная ставка добавления |
|---|---|---|---|
| Серый чугун общего назначения (тяжелые секции) | FeSiBa (Ba 1-2%) | Половник или струя | 0,2–0,4% |
| Тонкостенный серый чугун (< 6 мм) | FeSiSr или FeSiBa (Ba 2-4%) | Жидкая струя или плесень | 0,1–0,2% |
| Ковкий чугун (стандартный) | FeSiCa + после инокуляции | Половник + струя | 0,3–0,5% от общей суммы |
| Ковкий чугун (толстый профиль) | Инокулянт FeSi + RE | Половник + форма | 0,4–0,6% от общей суммы |
| Спрессованный графитовый чугун (CGI) | FeSi с Ti + Ba | Транслировать | 0,2–0,3% |
Освоение методов инокуляции преобразует работу литейных заводов по производству чугуна из непредсказуемой в стабильную, из высокого уровня брака в высокую производительность, из проблем с механической обработкой в довольных клиентов. Понимание морфологии графита, выбор подходящего инокулянта (FeSi, FeSiBa, FeSiCa, FeSiSr или марки редкоземельных элементов) и внедрение методов поздней инокуляции позволяют литейным заводам устранить охлаждение, уменьшить усадку и получить структуру графита типа А, которая определяет высококачественный чугун. Компания Bright Alloys предлагает полный спектр продукции. инокулянты на основе ферросилиция, включая стандартный FeSi, FeSiBa (1-6% Ba)FeSiCa, FeSiSr и редкоземельные металлы, а также металлургическая поддержка для оптимизации вашей практики инокуляции.