Дефекты литья ежегодно обходятся литейным заводам в миллионы долларов из-за брака, переделок и возвратов от клиентов. Однако многие дефекты имеют схожий внешний вид — пористость может имитировать усадку, а включения можно спутать с газовыми раковинами. Эффективное устранение неисправностей требует системного подхода: визуально определить дефект, проследить его до первопричины, затем принять целенаправленное корректирующее действие.
Это практическое руководство посвящено трем наиболее распространенным семействам дефектов — пористость, усадка и включения — с описанием визуальных характеристик, анализа первопричин и проверенных корректирующих мер для чугунных и стальных отливок.
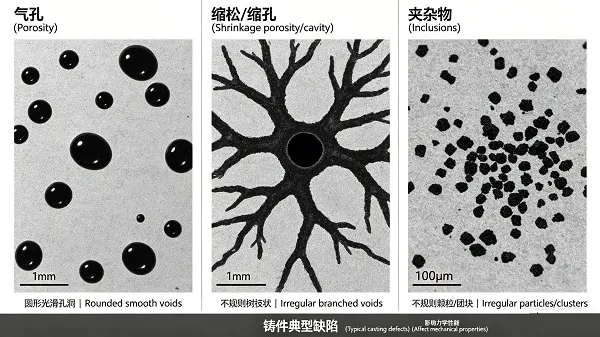
Семейство дефектов №1: Пористость (связанная с газом)
Пористость относится к пустотам, вызванным выделением газа во время затвердевания. Газы (водород, азот, угарный газ, водяной пар) становятся менее растворимыми по мере затвердевания металла и образуют пузырьки, которые оказываются захваченными.
Визуальная идентификация
- Внешний вид: Гладкостенные, округлые или сферические полости
- Поверхность: Часто блестящие или слегка окисленные внутренние поверхности
- Распределение: Обычно рассеяны по всей отливке или сконцентрированы в горячих точках
- Размер: Могут варьироваться от микроскопических точечных раковин до крупных видимых полостей

Распространенные первопричины
| Тип газа | Источник | Типичный внешний вид | Основное корректирующее действие |
|---|---|---|---|
| Водород (H₂) | Влажные шихтовые материалы, влага в футеровке, загрязненный маслом лом, влажная среда | Мелкие точечные раковины по всему сечению | Тщательно просушивать шихтовые материалы, предварительно нагревать печь, контролировать влажность |
| Азот (N₂) | Избыток азотированных ферросплавов, подсос воздуха, высокое содержание азота в коксе | Мелкие круглые точечные раковины, часто скоплениями | Уменьшить количество азотсодержащих сплавов, улучшить покрытие расплава, использовать низкоазотистые науглероживатели |
| Угарный газ (CO) | Неполное раскисление (сталь), высокое содержание кислорода, реакция между углеродом и кислородом | Подповерхностные газовые раковины, часто вытянутые | Улучшить практику раскисления, добавить сильные раскислители (Al, SiCa), контролировать активность кислорода |
Сводка корректирующих действий
- При водородной пористости: Просушивать все шихтовые материалы, предварительно нагревать ковши и инструменты, избегать органических загрязнителей, использовать продувку инертным газом (Ar или N₂) для стали.
- При азотной пористости (серый/высокопрочный чугун): Уменьшить количество азотсодержащих науглероживателей, перейти на низкоазотистый карбюризатор, избегать высокоазотистых ферросплавов.
- При CO-пористости (сталь): Обеспечить тщательное раскисление — достаточное количество алюминия или SiMn, проверить кислородным датчиком, рассмотреть обработку кальцием.
- Общая газовая пористость: Улучшить покрытие расплава для предотвращения контакта с воздухом, контролировать температуру заливки (избегать чрезмерного перегрева), обеспечить правильную конструкцию литниковой системы для плавного течения металла.
Семейство дефектов №2: Усадка (контракция при затвердевании)
Усадочные дефекты возникают, когда жидкий металл сжимается во время затвердевания и недостаточно питающего металла для компенсации. В отличие от пористости, усадочные раковины имеют неправильные, зазубренные поверхности с обнаженными дендритами.
Визуальная идентификация
- Внешний вид: Неправильные, угловатые или разветвленные полости
- Поверхность: Шероховатый, дендритный, кристаллический вид (не гладкий)
- Распределение: Сконцентрированы в последних затвердевающих областях — толстых сечениях, под прибылями, в тепловых центрах
- Типы: Открытая усадка (видна на поверхности отливки) и микроусадка (внутренняя, обнаруживается радиографией или механической обработкой)

Распространенные первопричины
- Недостаточная прибыль: Прибыли слишком малы, неправильно расположены или застывают до завершения питания
- Плохая направленная кристаллизация: Изолированные от путей питания горячие точки, отсутствие температурного градиента к прибылям
- Низкое модифицирование (чугун): Слабое графитовое расширение снижает способность к самопитанию
- Чрезмерный перегрев: Более высокие температуры заливки увеличивают общий объем усадки
- Неправильный химический состав сплава: Слишком низкий углеродный эквивалент (серый чугун) или избыток карбидообразующих элементов
Сводка корректирующих действий
- Конструкция прибыли: Увеличьте размер прибыли, добавьте изолирующие втулки или экзотермические материалы, переместите прибыли для питания массивных сечений.
- Модификация литниковой системы: Используйте холодильники для стимулирования направленной кристаллизации, добавьте средства для питания, измените конструкцию для устранения изолированных горячих точек.
- Модифицирование (серый/высокопрочный чугун): Увеличьте степень модифицирования или перейдите на барийсодержащий инокулянт (FeSiBa) для усиления питания за счет графитового расширения. Уровни Ba 2-4% особенно эффективны для уменьшения усадки.
- Температура заливки: Снизьте перегрев до минимально возможного уровня для данной отливки.
- Корректировка состава: Для серого чугуна увеличьте углеродный эквивалент до 3,9–4,1%; для высокопрочного чугуна обеспечьте правильный уровень магния и углеродный эквивалент.
Семейство дефектов №3: Включения (песок, шлак, дросс)
Включения — это инородные материалы, захваченные в отливке: песок от эрозии формы, шлак от обработки расплава или дросс (оксиды) от поверхностных реакций.
Визуальная идентификация
- Песчаные включения: Зернистые светлые частицы (коричневого, серого или белого цвета), часто сгруппированные вблизи поверхностей или в углах
- Шлаковые включения: Стекловидные, неправильной формы, темные или светлые массы, часто с округлыми краями, обычно в верхней части отливки
- Дроссовые/оксидные включения: Тонкие, пленочные, морщинистые поверхностные слои (часто темные или металлические) или внутренние складчатые пленки

Распространенные первопричины
| Тип включения | Источник | Основное корректирующее действие |
|---|---|---|
| Песчаные включения | Эрозия формы/стержня из-за турбулентного потока металла, низкая прочность формы, неправильная набивка, высокая температура заливки | Уменьшите турбулентность (конструкция литниковой системы), повысьте твердость формы, используйте более низкую температуру заливки, наносите покрытия на форму |
| Шлаковые включения | Плохое удаление шлака, недостаточное шлаковое покрытие в ковше, повторное окисление, остатки шлака в ковше, недостаточное улавливание шлака в литниковой системе | Улучшите практику удаления шлака, используйте шлакозащитные крышки ковшей, установите шлакоуловители в литниковой системе, используйте керамические пенополиуретановые фильтры |
| Дроссовые/оксидные включения | Контакт расплава с воздухом, недостаточное раскисление (сталь), низкое модифицирование (чугун), турбулентное заполнение, разрушающее поверхностные пленки | Улучшите защиту расплава, добавьте сильные раскислители (Al, CaSi для стали; FeSi для чугуна), используйте струйное модифицирование, уменьшите турбулентность заливки |
Сводка корректирующих действий
- Песчаные включения: Оптимизируйте литниковую систему для нетурбулентного заполнения (избегайте свободного падения, используйте конические литниковые ходы), повысьте твердость формы, нанесите обмазку или покрытие, по возможности снизьте температуру заливки.
- Шлаковые включения: Используйте керамические пенополиуретановые фильтры в литниковой системе (10–30 ppi), спроектируйте шлакоуловители (удлинение литникового хода, вихревые ловушки), улучшите удаление шлака из ковша, используйте шлакообразующие коагулянты.
- Дросс (чугунные отливки): Увеличьте модифицирование (особенно с FeSiCa или FeSiBa), улучшите защиту расплава, снизьте температуру заливки, используйте струйное модифицирование для предотвращения повторного окисления.
- Дросс (стальные отливки): Обеспечьте полное раскисление (Al или SiMn + Ca-обработка), заливайте под защитой инертного газа, используйте экзотермические/обогревающие смеси.
Быстрая справочная таблица визуального контроля
Используйте эту таблицу быстрого поиска для различения типов дефектов на производственном участке:
| Характеристика | Газовая пористость | Усадка | Включение (песок/шлак) |
|---|---|---|---|
| Форма полости | Округлая, сферическая, гладкая | Неправильная, угловатая, разветвленная | Различная — зернистые или стекловидные массы |
| Поверхность полости | Гладкая, блестящая, окисленная | Шероховатая, дендритная, кристаллическая | Не применимо (твердые частицы) |
| Распределение | Рассеянное, равномерное | Сосредоточено в горячих точках | Вблизи поверхностей или в зонах литниковой системы |
| Металлография | Округлые пустоты без дендритов | Зубчатые пустоты с обнаженными дендритами | Частицы с другим составом |
| Обычное решение | Сушка материалов, раскисление | Прибыли, холодильники, модифицирование | Фильтры, удаление шлака, качество формы |
Систематический рабочий процесс устранения неисправностей
При обнаружении дефекта следуйте этой последовательности:
- Осмотрите дефект визуально — Гладкая и округлая? → Газ. Зубчатая и дендритная? → Усадка. Внедренные частицы? → Включение.
- Определите местоположение дефекта — Верх отливки? → Шлак или усадка. Дно или тонкие сечения? → Газовая пористость. Массивные сечения? → Усадка.
- Проверьте параметры процесса — Температура заливки, химический состав расплава, практика модифицирования/раскисления, конструкция литниковой системы.
- Проведите подтверждающие испытания — Термический анализ (переохлаждение), клиновые пробы, радиография или SEM/EDS для идентификации включений.
- Внедрите корректирующие действия — Изменяйте по одному параметру за раз, проверяйте результаты пробной заливкой.
Пример из практики: Неправильная диагностика пористости и усадки
Литейный завод, производящий корпуса клапанов, столкнулся с 15% брака из-за внутренних полостей, видимых после механической обработки. Первоначальный диагноз предполагал газовую пористость; операторы усилили раскисление и сушку материалов без улучшения. Повторное изучение рентгенограмм показало, что полости были неправильной формы с дендритными поверхностями — классическая усадка, а не газ. Корректирующие действия: добавлены холодильники в массивные сечения и увеличен размер прибыли на 30%. Уровень брака снизился до 3%. Урок: правильная идентификация — первый и самый важный шаг в устранении неисправностей.
Эффективное устранение дефектов превращает реактивное управление браком в проактивный контроль качества. Систематически определяя, является ли дефект пористостью, усадкой или включением, и прослеживая его до первопричины, литейные заводы могут внедрять целенаправленные корректирующие действия, которые снижают брак, повышают целостность отливок и уменьшают затраты. Bright Alloys поддерживает литейные заводы высококачественными ферросилициевыми инокулянтами, раскислительными сплавами (Al, SiMn, CaSi) и фильтрационными решениями для устранения этих распространенных дефектов литья.