Превращение пластинчатого графита серого чугуна в сфероидальные включения высокопрочного чугуна требует одного ключевого элемента: магний. Однако бурная реакция магния с расплавленным чугуном, его низкая растворимость и быстрое затухание делают обработку наиболее критичным и сложным этапом производства высокопрочного чугуна. Выбор правильного метода и оптимизация параметров процесса напрямую определяют сфероидизацию, механические свойства и качество отливки.
В этой статье сравниваются три основных метода магниевой обработки — желобчатый, сэндвич-метод и инжекция порошковой проволоки — с предоставлением практических рекомендаций для достижения стабильной сфероидизации >90% при оптимальном усвоении и минимальном затухании.
Проблема магния: высокая реакционная способность, низкая растворимость
Температура кипения магния составляет 1090°C, что значительно ниже типичных температур выпуска чугуна (1400–1500°C). При добавлении в расплавленный чугун магний мгновенно испаряется, вызывая интенсивную турбулентность и выделение дыма. Ключ к успешной обработке — контроль этой бурной реакции для достижения остаточного содержания магния 0,030–0,045%, достаточного для сфероидизации без образования избыточных карбидов или шлака.
Все промышленные методы используют магний-ферросилиций (MgFeSi) сплавы, обычно содержащие 3–10% Mg, а также редкоземельные металлы (Ce, La) и кальций для смягчения реакции и улучшения сфероидизации.
Метод 1: Сэндвич-метод (традиционный)
Сэндвич-метод остается наиболее широко используемой техникой обработки, особенно на небольших литейных заводах, благодаря низким капитальным затратам.
Описание процесса
Сплав MgFeSi помещается в углубление или карман на дне специально сконструированного ковша. Карман накрывается стальной обсечкой или стальной пластиной для задержки контакта с расплавленным чугуном. Чугун выпускается непосредственно на крышку, расплавляя ее и инициируя реакцию магния.
Типичные параметры
- Усвоение Mg: 25–45% (сильно варьируется)
- Добавка MgFeSi: 1,0–1,5% от веса расплава (в зависимости от целевого Mg)
- Стоимость оборудования: Низкие (только специальный ковш)
- Квалификация оператора: Средняя или высокая
- Выделение дыма: Значительное
- Типичная достигаемая сфероидизация: 80–90%
Преимущества
- Низкие капитальные вложения — не требуется специального оборудования, кроме обработочного ковша
- Подходит для малых и средних партий (100–1000 кг)
- Гибкость — возможность обработки широкого спектра химических составов чугуна
Ограничения
- Нестабильное усвоение — разброс от плавки к плавке ±10% является обычным
- Сильное дымо- и световыделение — проблемы безопасности и экологии
- Значительные потери температуры (30–50°C во время обработки)
- Плохо подходит для низкосернистых чугунов (требуется большее количество добавки)
- Не подходит для автоматизированного или крупносерийного производства
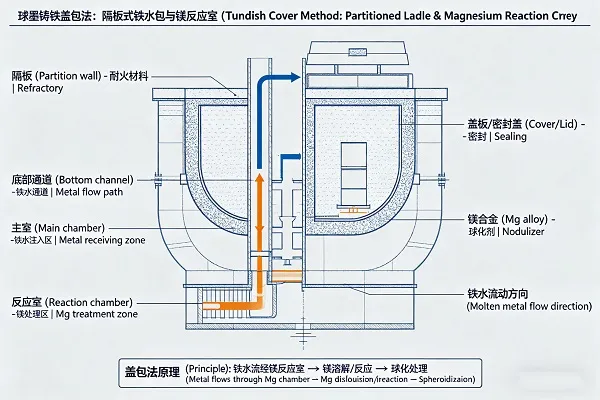
Метод 2: Желобчатый метод
Желобчатый метод является усовершенствованной версией сэндвич-техники, использующей разделенный ковш, который создает реакционную камеру, обеспечивая лучший контроль и более высокое усвоение.
Описание процесса
Желобчатый ковш имеет центральную перегородку, разделяющую его на два отделения. MgFeSi помещается в меньшее отделение, а расплавленный чугун заливается в большее отделение, перетекая через стенку в отделение с MgFeSi. Это создает контролируемую реакцию с меньшей турбулентностью по сравнению с сэндвич-методом.
Типичные параметры
- Усвоение Mg: 40–60% (более стабильно, чем при сэндвич-методе)
- Добавка MgFeSi: 0,8–1,2% от веса расплава
- Стоимость оборудования: Средние (требуется специальный желобчатый ковш)
- Квалификация оператора: Умеренная
- Выделение дыма: Умеренная
- Типичная достигаемая сфероидизация: 85–95%
Преимущества
- Более высокое и стабильное усвоение Mg по сравнению с сэндвич-методом
- Сниженное дымо- и световыделение
- Меньшие потери температуры (15–30°C)
- Лучше подходит для низкосернистых исходных чугунов
- Широко используется в средних литейных цехах (партии 500–2000 кг)
Ограничения
- Более высокие капитальные затраты на ковши-миксеры
- Требует специальной конструкции ковша и обслуживания
- Не подходит для очень малых партий (< 200 кг)
- Все еще имеет значительные колебания от партии к партии по сравнению с порошковой проволокой
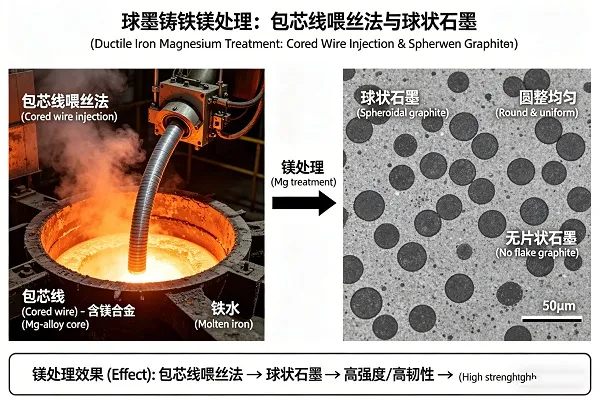
Метод 3: Инжекция порошковой проволоки (современный метод)
Инжекция порошковой проволоки представляет собой наиболее технологически продвинутый метод, обеспечивающий точность, стабильность и автоматизацию для крупносерийного производства высокопрочного чугуна.
Описание процесса
Порошок MgFeSi заключен в стальную оболочку (порошковая проволока) и непрерывно подается в расплавленный чугун через фурму. Проволока плавится под поверхностью, высвобождая магний непосредственно в расплав с минимальным дымообразованием и максимальной эффективностью.
Типичные параметры
- Усвоение Mg: 50–75% (наиболее стабильная)
- Добавка проволоки MgFeSi: 0,5–0,9% от массы расплава
- Стоимость оборудования: Высокие (проволочный питатель + фурма)
- Квалификация оператора: Низкие (автоматизированные)
- Выделение дыма: Минимальное
- Типичная достигаемая сфероидизация: 90–98%
Преимущества
- Наивысшее и наиболее стабильное усвоение — колебания < ±3%
- Точный контроль Mg — целевой остаточный Mg в пределах 0,005%
- Минимальное дымообразование и выбросы — более безопасная и чистая работа
- Наименьшая потеря температуры (5–15°C)
- Полностью автоматизируемый — интегрируется с системами управления процессом
- Работает с любым размером партии — от 100 кг до 50 тонн
- Лучше всего подходит для низкосернистых исходных чугунов
Ограничения
- Более высокие капитальные вложения в систему подачи проволоки и фурмы
- Требует стабильного качества проволоки и калибровки системы подачи
- Текущие расходы на расходные материалы (проволоку), компенсируемые меньшим расходом
- Может потребоваться обучение оператора для оптимальной глубины погружения фурмы и скорости подачи

Сравнительная сводная таблица
| Параметр | Сэндвич-метод | Метод миксера | Инжекция порошковой проволоки |
|---|---|---|---|
| Усвоение Mg (%) | 25–45% | 40–60% | 50–75% |
| Стабильность усвоения | Плохая (±10%) | Умеренная (±5%) | Отличная (±3%) |
| Расход MgFeSi | 1.0–1.5% | 0.8–1.2% | 0.5–0.9% |
| Потери температуры (°C) | 30–50°C | 15–30°C | 5–15°C |
| Дымообразование | Высокое | Умеренная | Минимальное |
| Капитальные затраты | Низкие | Средние | Высокое |
| Пригодность по размеру партии | 100–1000 кг | 500–2000 кг | Любой (100–50 000 кг) |
| Типичная сфероидизация | 80–90% | 85–95% | 90–98% |
| Потенциал автоматизации | Отсутствует | Ограниченный | Полный |
Понимание затухания: гонка со временем
Затухание магния — прогрессирующая потеря остаточного магния из-за реакции с серой, кислородом и шлаком — начинается сразу после обработки. Затухание следует предсказуемому экспоненциальному закону:
- Первые 5 минут: потеря 10–15% Mg
- 5–10 минут: дополнительная потеря 5–10%
- 10–15 минут: дополнительная потеря 3–5%
Критическое следствие: Для поддержания сфероидизации >90% заливка должна быть завершена в течение 10–12 минут после обработки. Через 15 минут сфероидизация может упасть ниже 80% независимо от начального уровня Mg.
Стратегии снижения затухания:
- Используйте низкосернистый исходный чугун (<0,02% S), чтобы минимизировать потери Mg на образование MgS
- Поддерживайте толстое и основное шлаковое покрытие (CaO/SiO₂ > 2,0)
- Добавляйте повторное модифицирование (FeSiCa или FeSiBa) в количестве 0,1–0,3% после обработки Mg для восстановления центров кристаллизации (магний разрушает центры графитизации)
- Минимизируйте время выдержки между обработкой и заливкой
- Инжекция порошковой проволоки позволяет проводить более позднее добавление Mg, сокращая общее время выдержки
Целевые значения остаточного магния и сфероидизация
Зависимость между остаточным Mg и сфероидизацией зависит от толщины сечения, содержания серы в исходном чугуне и содержания редкоземельных элементов. Общие рекомендации:
| Остаточный Mg (%) | Ожидаемая сфероидизация | Пригодность для применения |
|---|---|---|
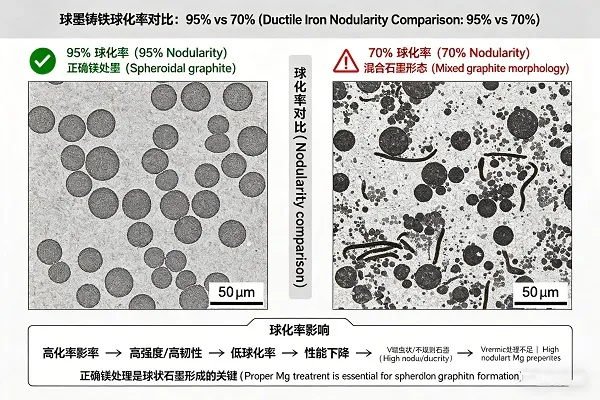
| 0.020–0.025% | 50–70% (смешанный/вермикулярный) | ЧШГ (чугун с вермикулярным графитом), не для высокопрочного |
| 0.030–0.035% | 80–90% | Минимум для высокопрочного чугуна, подходит для толстых сечений |
| 0.035–0.045% | 90–95% | Стандартный диапазон для высокопрочного чугуна — цель для большинства применений |
| 0.045–0.055% | 95–98% | Премиальный высокопрочный чугун, тонкие сечения, высокие требования к сфероидизации |
| >0.060% | 95–98% + карбиды | Переобработка — риск отбела, снижения пластичности, увеличения шлаковых включений |
Оптимальный диапазон: 0,035–0,045% остаточного Mg обеспечивает баланс между сфероидизацией (>90%) и риском образования карбидов и стоимостью.
Требования к исходному чугуну для успешной обработки
Независимо от метода обработки, качество исходного чугуна определяет успех:
- Сера: Должно быть <0,02% перед обработкой Mg. Высокое содержание S расходует Mg на образование MgS, снижая сфероидизацию. Используйте десульфурацию (CaC₂, CaO или кальцинированная сода), если содержание S в исходном чугуне превышает 0,025%.
- Углеродный эквивалент: 4,2–4,4% оптимально. Более низкий углеродный эквивалент увеличивает склонность к карбидам; более высокий вызывает всплывание графита.
- Фосфор: <0,05% — высокое содержание P вызывает хрупкость.
- Титан и хром: Минимизируйте — эти элементы являются промоторами карбидов, которые противодействуют магнию.
Устранение распространенных дефектов высокопрочного чугуна
Низкая сфероидизация (<80%)
- Возможные причины: Низкий остаточный Mg, высокое содержание серы в исходном чугуне (>0,02%), чрезмерное затухание, недостаточное количество редкоземельных элементов
- Решения: Увеличьте добавку MgFeSi, проведите предварительную десульфурацию исходного чугуна, сократите время выдержки, используйте MgFeSi с РЗМ
Образование карбидов (отбел)
- Возможные причины: Переобработка (Mg >0,055%), недостаточное модифицирование, низкий углеродный эквивалент, быстрое охлаждение в тонких сечениях
- Решения: Уменьшите добавку Mg, увеличьте повторное модифицирование (FeSiCa), откорректируйте углеродный эквивалент в сторону увеличения (4,3-4,4%), используйте модификатор FeSiSr для тонких сечений
Усадочная пористость
- Возможные причины: Недостаточное графитовое расширение из-за низкого количества включений, плохое питание, избыток Mg
- Решения: Увеличьте повторное модифицирование (особенно FeSiBa), оптимизируйте прибыли, снизьте остаточный Mg до 0,035-0,040%
Пример из практики: Переход от сэндвич-метода к порошковой проволоке
Средний литейный цех, производящий 15 000 тонн/год деталей из высокопрочного чугуна (автомобильные кронштейны и корпуса дифференциалов), столкнулся с нестабильной сфероидизацией (78–92%) и 8% брака из-за низкой сфероидизации и карбидов. При использовании сэндвич-метода с добавкой 1,2% MgFeSi остаточный Mg колебался от 0,028% до 0,052%.
После перехода на инжекция порошковой проволоки с проволокой MgFeSi (6% Mg) при эквивалентной добавке 0,7% результаты были впечатляющими:
- Остаточный Mg стабилизирован на уровне 0,038–0,042% (отклонение <±0,003%)
- Шаровидность стабильно >92% (в среднем 95%)
- Доля брака снизилась с 8% до 1,5%
- Расход MgFeSi снижен на 35% (с 1,2% до 0,78% эквивалента)
- Годовая экономия: $210 000 на сплаве + $180 000 за счет снижения брака
- Срок окупаемости проволочного питателя: 4 месяца
Рекомендации по применению
| Масштаб производства | Рекомендуемый метод | Ключевое обоснование |
|---|---|---|
| Мелкий литейный цех (<1000 тонн/год) | Сэндвич-метод или метод с перегородкой | Низкие капитальные вложения, достаточны для умеренных требований к качеству |
| Средний литейный цех (1000–5000 тонн/год) | Метод с перегородкой или порошковая проволока | Метод с перегородкой обеспечивает улучшение по сравнению с сэндвич-методом; порошковая проволока обеспечивает стабильность и снижение расхода сплава |
| Крупный литейный цех (>5000 тонн/год) | Порошковая проволока | Превосходная стабильность, минимальная стоимость сплава, автоматизация, минимальное дымообразование, максимальная шаровидность |
| Тонкостенные отливки (<6 мм) | Порошковая проволока + инокуляция FeSiSr | Точный контроль Mg предотвращает образование карбидов; инокулянт Sr повышает стойкость к отбелу |
| Толстостенные отливки (>100 мм) | Порошковая проволока + MgFeSi с РЗМ | Требуется более высокое удержание Mg для длительного затвердевания; РЗМ замедляют затухание |
Стабильная шаровидность в высокопрочном чугуне требует системного подхода: выберите правильный метод обработки магнием в соответствии с вашим масштабом и требованиями к качеству, поддерживайте строгий контроль основного чугуна (особенно серы), внедряйте надежную позднюю инокуляцию и контролируйте остаточный Mg и время затухания. Для большинства средних и крупных литейных цехов инжекция порошковой проволоки обеспечивает наилучшее сочетание усвоения, стабильности, шаровидности и общей стоимости — хотя метод с перегородкой остается жизнеспособным вариантом модернизации для тех, кто не может инвестировать в оборудование для подачи проволоки. Bright Alloys поставляет сплавы MgFeSi (3-10% Mg, с редкоземельными металлами), порошковую проволоку и ферросилициевые инокулянты для последующей обработки, подкрепленные металлургической поддержкой для оптимизации вашего производства высокопрочного чугуна.