Для превращения чешуйчатого графита серого чугуна в сферические включения высокопрочного чугуна необходим один существенный элемент: магнийОднако бурная реакция магния с расплавленным железом, низкая растворимость и быстрое обесцвечивание делают обработку наиболее важным — и сложным — этапом в производстве высокопрочного чугуна. Выбор правильного метода и оптимизация параметров процесса напрямую определяют шаровидность, механические свойства и прочность отливки.
В этой статье сравниваются три основных метода лечения с использованием магния. крышка разливочного ковша, сэндвич-конструкция и инжекция проволоки с сердечником — Предоставление практических рекомендаций для достижения стабильной узловатости более 90% с оптимальным восстановлением и минимальным выцветанием.
Проблема магния: высокая реакционная способность, низкая растворимость.
Температура кипения магния составляет 1090 °C — значительно ниже типичной температуры выпуска расплавленного железа (1400–1500 °C). При добавлении к расплавленному железу магний мгновенно испаряется, создавая сильную турбулентность и дым. Ключ к успешной обработке заключается в контроль над этой бурной реакцией для достижения остаточного содержания магния в диапазоне 0,030–0,045%, достаточного для сфероидизации без образования избыточного количества карбидов или шлака.
Все коммерческие методы используют ферросилиций магния (MgFeSi) Сплавы, обычно содержащие 3–10% Mg, а также редкоземельные элементы (Ce, La) и кальций для замедления реакции и повышения шаровидности.
Метод 1: Метод «сэндвича» (традиционный)
Метод «сэндвича» остается наиболее широко используемой технологией обработки, особенно на небольших литейных предприятиях, благодаря низким капитальным затратам.
Описание процесса
Сплав MgFeSi помещается в углубление или отсек на дне специально разработанного ковша. Углубление закрывается стальными пробойниками или стальной пластиной, чтобы замедлить контакт с расплавленным железом. Железо ударяется непосредственно о крышку, проплавляя ее и инициируя реакцию магния.
Типичные параметры
- Восстановление магния: 25–45% (значительно варьируется)
- Добавление MgFeSi: 1,0–1,5% от массы расплава (в зависимости от требуемого содержания магния).
- Стоимость оборудования: Низкий уровень (только для специального половника)
- Квалификация оператора: от умеренного до высокого
- Образование паров: Значительный
- Достигнутый типичный уровень узловатости: 80–90%
Преимущества
- Низкие капиталовложения — не требуется никакого специального оборудования, кроме ковша для обработки.
- Подходит для небольших и средних партий (100–1000 кг).
- Гибкий — подходит для обработки широкого спектра соединений железа.
Ограничения
- Нестабильный выход продукта — от партии к партии наблюдаются колебания в пределах ±10%.
- Высокие выбросы дыма и факелы — проблемы безопасности и охраны окружающей среды.
- Значительная потеря температуры (30–50 °C во время обработки)
- Плохо подходит для низкосернистого железа (требует более высокой дозировки).
- Не подходит для автоматизированного или крупносерийного производства.
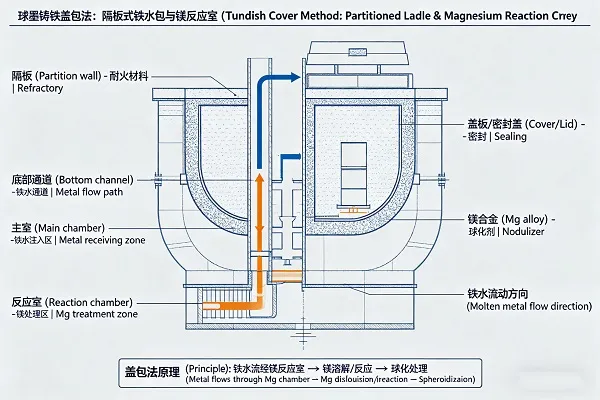
Метод 2: Метод с крышкой разливочного ковша
Метод с использованием разливочного ковша представляет собой усовершенствованную версию метода «сэндвича», в котором используется разделенный перегородками ковш, создающий реакционную камеру, что обеспечивает лучший контроль и более высокую степень извлечения продукта.
Описание процесса
Разливочный ковш имеет центральную стенку, которая разделяет ковш на два отсека. В меньший отсек помещается MgFeSi, а расплавленное железо выливается в больший отсек, переливаясь через стенку в отсек с MgFeSi. Это создает контролируемую реакцию с меньшей турбулентностью, чем метод «сэндвича».
Типичные параметры
- Восстановление магния: 40–60% (более стабильно, чем у сэндвича)
- Добавление MgFeSi: 0,8–1,2% от массы расплава
- Стоимость оборудования: Средний размер (требуется специальный половник для разливки).
- Квалификация оператора: Умеренный
- Образование паров: Умеренный
- Достигнутый типичный уровень узловатости: 85–95%
Преимущества
- Более высокое и стабильное извлечение магния, чем при использовании сэндвич-метода.
- Снижение выбросов дыма и факелов.
- Потеря температуры ниже нуля (15–30°C)
- Лучше подходит для чугуна с низким содержанием серы.
- Широко используется на литейных заводах среднего размера (партии 500–2000 кг).
Ограничения
- Более высокие капитальные затраты на разливочные ковши
- Требуется особая конструкция ковша и техническое обслуживание.
- Не подходит для очень небольших партий (< 200 кг).
- По-прежнему наблюдается значительная вариативность от партии к партии по сравнению с проволокой с сердечником.
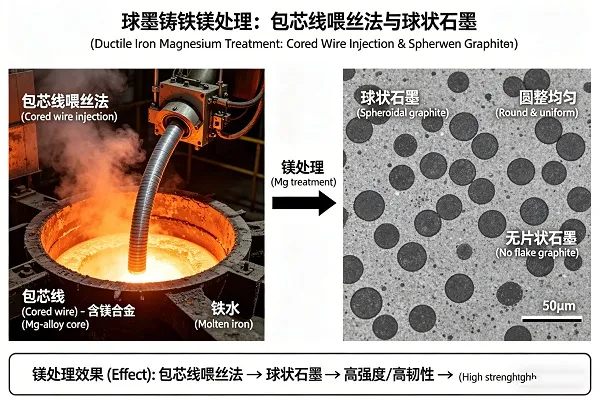
Метод 3: Инъекция проволоки с сердечником (современный метод)
Впрыск проволоки с сердечником представляет собой наиболее технологически продвинутый метод, обеспечивающий точность, стабильность и автоматизацию при крупномасштабном производстве высокопрочного чугуна.
Описание процесса
Порошок MgFeSi заключен в стальную оболочку (проволоку с сердечником) и непрерывно подается в расплавленное железо через фурму. Проволока плавится под поверхностью, высвобождая магний непосредственно в ванну с минимальным количеством дыма и максимальной эффективностью.
Типичные параметры
- Восстановление магния: 50–75% (наиболее стабильный показатель)
- Добавление проволоки MgFeSi: 0,5–0,9% от массы расплава в эквиваленте
- Стоимость оборудования: Высокий (податчик проволоки + копье)
- Квалификация оператора: Низкий (автоматизированный)
- Образование паров: Минимальный
- Достигнутый типичный уровень узловатости: 90–98%
Преимущества
- Наиболее эффективное и стабильное восстановление — вариация < ±3%
- Точный контроль содержания магния — Целевое остаточное содержание магния в пределах 0,005%
- Минимальное выделение дыма и факелов. — более безопасная и чистая работа
- Минимальные потери при низких температурах (5–15°C)
- Полностью автоматизируемый — интегрируется с системами управления технологическими процессами
- Работает с любым размером партии. — от 100 кг до 50 тонн
- Лучше всего подходит для чугуна с низким содержанием серы.
Ограничения
- Увеличение капитальных вложений в систему подачи проволоки и систему насадки
- Требуется стабильное качество проволоки и калибровка системы подачи.
- Постоянные затраты на расходные материалы для проводов (компенсируются более низкими темпами добавления)
- Для оптимальной глубины заточки может потребоваться обучение оператора.

Сравнительная сводная таблица
| Параметр | Метод сэндвича | Метод разливочного ковша | Впрыск проволоки с сердечником |
|---|---|---|---|
| Степень извлечения магния (%) | 25–45% | 40–60% | 50–75% |
| Последовательность восстановления | Плохое (±10%) | Умеренный (±5%) | Отлично (±3%) |
| Скорость добавления MgFeSi | 1,0–1,5% | 0,8–1,2% | 0,5–0,9% |
| Потеря температуры (°C) | 30–50°C | 15–30°C | 5–15°C |
| Образование дыма | Высокий | Умеренный | Минимальный |
| Капитальные затраты | Низкий | Середина | Высокий |
| Пригодность размера партии | 100–1000 кг | 500–2000 кг | Любой (100–50 000 кг) |
| Типичная узловатость | 80–90% | 85–95% | 90–98% |
| Потенциал автоматизации | Никто | Ограниченный | Полный |
Понимание затухания: гонка со временем
Постепенная потеря остаточного магния в результате реакции с серой, кислородом и шлаком начинается сразу после обработки. Процесс потери магния протекает по предсказуемому экспоненциальному закону:
- Первые 5 минут: потеря 10–15% магния.
- 5–10 минут: дополнительная потеря 5–10%
- 10–15 минут: дополнительная потеря 3–5%
Важное следствие: Для поддержания степени шаровидности >90% заливку следует завершить в течение 10–12 минут в процессе лечения. По истечении 15 минут степень образования узелков может снизиться ниже 80% независимо от исходного уровня магния.
Стратегии смягчения последствий затухания:
- Используйте железо с низким содержанием серы (<0,02% S), чтобы минимизировать потери магния из-за образования MgS.
- Шлаковый покров должен быть толстым и щелочным (CaO/SiO₂ > 2,0).
- После обработки магнием следует добавить постоинокуляцию (FeSiCa или FeSiBa) в концентрации 0,1–0,3% для восстановления центров нуклеации (магний разрушает зародыши графита).
- Сведите к минимуму время выдержки между обработкой и заливкой.
- Впрыскивание проволоки с сердечником позволяет добавлять магний позже, сокращая общее время выдержки.
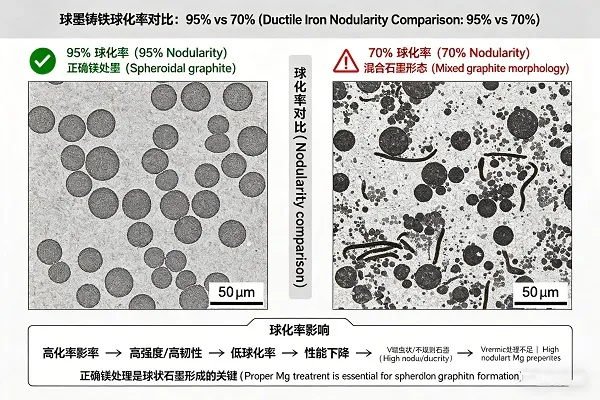
Остаточные магниевые мишени и узловатость
Взаимосвязь между остаточным содержанием магния и шаровидностью зависит от толщины среза, содержания серы в основном материале и редкоземельных элементов. Общие рекомендации:
| Остаточное содержание магния (%) | Ожидаемая узловатость | Пригодность для применения |
|---|---|---|
| 0,020–0,025% | 50–70% (смешанные/червеобразные) | Уплотненный графитовый чугун (CGI), не ковкий. |
| 0,030–0,035% | 80–90% | Минимальные требования для высокопрочного чугуна, достаточные для тяжелых профилей. |
| 0,035–0,045% | 90–95% | Стандартный диапазон высокопрочного чугуна — подходит для большинства применений. |
| 0,045–0,055% | 95–98% | Высококачественный высокопрочный чугун, тонкие профили, высокие требования к шаровидному кристаллу. |
| >0,060% | 95–98% + карбиды | Чрезмерное лечение — риск переохлаждения, снижение пластичности, увеличение образования шлака. |
Оптимальный диапазон: Остаточное содержание магния в диапазоне 0,035–0,045% компенсирует риск образования сфероидов (>90%) и затраты.
Требования к содержанию железа в крови для успешного лечения
Независимо от метода лечения, успех зависит от качества основного железа:
- Сера: Содержание серы должно быть <0,02% перед обработкой магнием. Высокое содержание серы приводит к потреблению магния в виде MgS, снижая шаровидность. При превышении содержания серы в щелочи 0,025% следует использовать десульфуризацию (CaC₂, CaO или кальцинированную соду).
- Углеродный эквивалент: Оптимальный показатель — 4,2–4,4%. Более низкий коэффициент CE увеличивает склонность к образованию карбидов; более высокий коэффициент CE вызывает флотацию графита.
- Фосфор: <0,05% — высокое содержание фосфора вызывает охрупчивание.
- Титан и хром: Сведите к минимуму — это карбидные активаторы, которые нейтрализуют действие магния.
Устранение распространенных дефектов высокопрочного чугуна
Низкая узловатость (<80%)
- Возможные причины: Низкое содержание остаточного магния, высокое содержание серы в щелочи (>0,02%), чрезмерное обесцвечивание, недостаточное содержание редкоземельных элементов.
- Решения: Увеличьте добавление MgFeSi, проведите предварительное обессеривание основного железа, сократите время выдержки, добавьте MgFeSi, содержащий редкоземельные элементы.
Образование карбидов (охлаждение)
- Возможные причины: Избыточная обработка (Mg >0,055%), низкая инокуляция, низкий углеродный эквивалент, быстрое охлаждение в тонких срезах.
- Решения: Уменьшить добавление магния, увеличить количество инокулянта (FeSiCa), повысить концентрацию CE (4,3-4,4%), использовать инокулянт FeSiSr для тонких срезов.
Усадочная пористость
- Возможные причины: Недостаточное расширение графита из-за низкого количества узелков, плохого питания и избытка магния.
- Решения: Увеличьте количество инокулята после внесения удобрений (особенно FeSiBa), оптимизируйте процесс подъема, снизьте остаточное содержание магния до 0,035-0,040%.
Пример из практики: Переход от сэндвич-образной проволоки к проволоке с сердечником.
На литейном заводе среднего размера, производящем 15 000 тонн в год компонентов из высокопрочного чугуна (автомобильные кронштейны и корпуса дифференциалов), возникли проблемы с непостоянной степенью сфероидизации (78–92%) и 8% брака из-за низкой степени сфероидизации и наличия карбидов. При использовании сэндвич-метода с добавлением 1,2% MgFeSi остаточное содержание Mg варьировалось от 0,028% до 0,052%.
После преобразования в инъекция проволоки с сердечником При использовании проволоки MgFeSi (6% Mg) с добавлением 0,7% эквивалента были получены впечатляющие результаты:
- Остаточное содержание магния стабилизировалось на уровне 0,038–0,042% (вариация <±0,003%).
- Узелковость стабильно превышает 92% (в среднем 95%).
- Процент отказов снизился с 8% до 1,5%.
- Потребление MgFeSi снизилось на 35% (с 1,2% до 0,78% в эквиваленте).
- Ежегодная экономия: 210 000 долларов США на сплаве + 180 000 долларов США на сокращении отходов.
- Срок окупаемости устройства подачи проволоки: 4 месяца.
Рекомендации по применению
| Масштабы производства | Рекомендуемый метод | Ключевое обоснование |
|---|---|---|
| Небольшой литейный завод (<1000 тонн в год) | Сэндвич или тундиш | Низкие капиталовложения, подходят для умеренных требований к качеству. |
| Литейный цех среднего размера (1000–5000 тонн/год) | Разливочный ковш или проволока с сердечником | Разливочный ковш обеспечивает значительное улучшение по сравнению с многослойной конструкцией; проволока с сердечником обеспечивает стабильность характеристик и меньший расход легирующих элементов. |
| Крупный литейный завод (>5000 тонн в год) | Провод с жилами | Превосходная однородность, минимальная стоимость сплава, автоматизация, минимальное выделение дымовых газов, высочайшая сфероидальная плотность. |
| Тонкостенные отливки (<6 мм) | Проволока с сердечником + инокуляция FeSiSr | Точный контроль содержания магния предотвращает образование карбидов; инокулянт стронция повышает морозостойкость. |
| Толстостенные отливки (>100 мм) | Проволока с сердечником + подшипник из MgFeSi | Для длительного затвердевания требуется более высокое содержание магния; редкоземельные элементы замедляют обесцвечивание. |
Для обеспечения стабильной сфероидизации высокопрочного чугуна необходим систематический подход: выбор правильного метода обработки магнием в зависимости от масштаба производства и требований к качеству, строгий контроль содержания основного железа (особенно серы), внедрение эффективных методов постобработки и мониторинг остаточного содержания магния и времени его выцветания. Для большинства средних и крупных литейных предприятий... инъекция проволоки с сердечником Предлагает наилучшее сочетание выхода, стабильности, шаровидного кристалличности и общей стоимости — хотя метод с использованием промежуточного ковша остается жизнеспособным усовершенствованием для тех, кто не может инвестировать в оборудование для подачи проволоки. Компания Bright Alloys поставляет Сплавы MgFeSi (3-10% Mg, с редкоземельными элементами), проволока с сердечником и ферросилициевые инокулянты для послеоперационного ухода, с металлургической поддержкой для оптимизации вашей практики работы с высокопрочным чугуном.