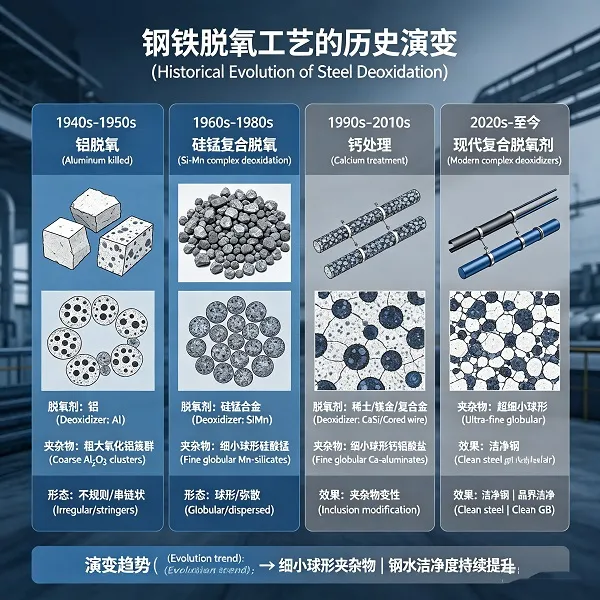
История раскисления стали — это история непрерывного совершенствования: от простого добавления алюминия для раскисления плавки до современных многокомпонентных обработок, которые управляют включениями, а не просто удаляют их. За последние восемь десятилетий сталеплавильщики поняли, что как вы раскисляете так же важно, как и насколько сильно вы раскисляете. Эволюция от алюминиевого раскисления стали до комплексных раскислителей — силикомарганца, силикокальция и сплавов с редкоземельными элементами — представляет собой фундаментальный сдвиг в металлургическом мышлении.
Эта статья прослеживает историческую последовательность развития методов раскисления стали, объясняя, почему возникло каждое усовершенствование и как современные комплексные раскислители обеспечивают превосходную чистоту, механические свойства и экономическую эффективность.
Эра 1: Революция алюминиевого раскисления (1940-е – 1960-е годы)
До широкого внедрения алюминиевого раскисления сталеплавильщики полагались только на кремний и марганец, производя «полуспокойную» или «кипящую» сталь, которая содержала значительное количество кислорода и имела нестабильные свойства. Внедрение алюминиевого раскисления в 1940-х годах было революционным. Мощная раскислительная способность алюминия позволяла снизить содержание растворенного кислорода ниже 10 ppm — уровней, ранее недостижимых, — производя полностью раскисленную сталь с превосходной однородностью и отсутствием газовой пористости.
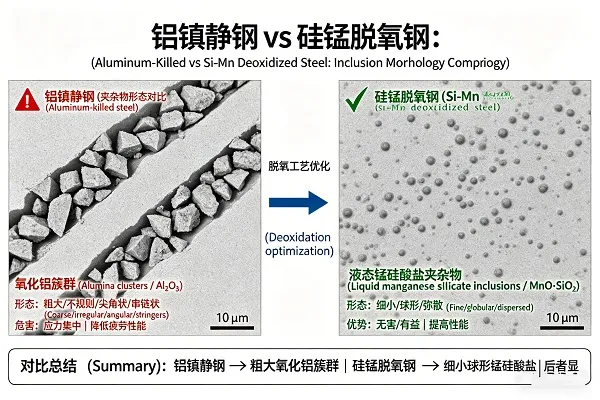
Однако алюминиевое раскисление стали имело скрытую цену: образование твердых, угловатых включений глинозема (Al₂O₃). Эти включения твердые, хрупкие и часто образуют скопления, создавая концентраторы напряжений, которые снижают усталостную долговечность, ухудшают обрабатываемость резанием и вызывают забивание разливочных стаканов при непрерывной разливке. Для ответственных применений, таких как подшипниковые стали и автомобильные компоненты, включения глинозема стали ограничивающим фактором производительности.
Эра 2: Раскисление силикомарганцем (1970-е – 1980-е годы)
Металлурги признали, что, хотя алюминий не имел себе равных по удалению кислорода, результирующая морфология включений была неприемлема для высокопроизводительных сталей. Раскисление силикомарганцем предложило альтернативу: образование жидких силикатов марганца (MnO·SiO₂), которые коалесцируют и всплывают легче, чем твердый глинозем. Современные силикомарганец (Mn65Si17) и Mn65Si25 сплавы обеспечивают оптимальное соотношение Mn/Si для образования жидких включений, достигая общего уровня кислорода 15–25 ppm, оставляя при этом меньше и менее вредных включений.
Содержание марганца в сплавах Si-Mn также служит десульфуратором, образуя включения MnS, которые более пластичны, чем FeS. Для применений, требующих хорошей обрабатываемости резанием, контролируемое образование MnS полезно. Высокомарганцовистые марки, такие как ферромарганец (Mn80C0.7) и Mn75C2.0 часто используются в сочетании с Si-Mn для точной настройки уровня марганца при сохранении контроля над углеродом. Для применений, где допустимо более высокое содержание углерода, стандартный ферромарганец (Mn65C7.0) предлагает экономичный источник марганца.
Эра 3: Силикокальций для управления включениями (1980-е – 1990-е годы)
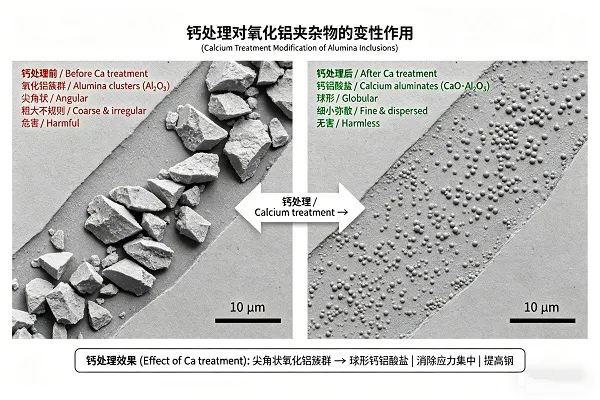
В то время как раскисление Si-Mn давало более чистую сталь, чем один алюминий, оно не могло достичь сверхнизких уровней кислорода, необходимых для премиальных применений. Прорыв произошел с обработкой силикокальцием (CaSi). Кальций обладает исключительно высоким сродством к кислороду и сере, и при добавлении в сталь с алюминиевым раскислением он превращает твердые включения глинозема в легкоплавкие алюминаты кальция (например, 12CaO·7Al₂O₃). Эти глобулярные включения гораздо менее вредны и значительно уменьшают забивание разливочных стаканов.
Современная практика использует сплав силикокальция (Si60Ca30) для добавления в ковш, в то время как порошок SiCa используется в системах вдувания порошковой проволоки для точного добавления вглубь ковша. Комбинация предварительного раскисления Si-Mn с последующей обработкой CaSi позволяет достичь общего уровня кислорода 8–12 ppm — на 50% меньше по сравнению с одним алюминием — при этом образуются глобулярные включения, которые улучшают усталостную долговечность в 2–5 раз.
Эра 4: Микролегирование редкоземельными элементами (1990-е – настоящее время)
Последний рубеж в раскислении включает редкоземельные элементы — церий (Ce) и лантан (La) — добавляемые в следовых количествах (0,001–0,01%). Редкоземельные элементы являются мощными раскислителями и десульфураторами, образуя стабильные оксиды и сульфиды, которые дополнительно улучшают морфологию включений. Они также обеспечивают вторичные преимущества:
- Измельчение зерна: Включения редкоземельных элементов служат центрами зарождения феррита, уменьшая размер зерна и повышая прочность и вязкость
- Контроль формы сульфидов: РЗЭ модифицируют включения MnS из вытянутых строчек в мелкие глобулярные частицы
- Захват водорода: Включения редкоземельных элементов могут захватывать водород, снижая восприимчивость к водородному растрескиванию (HIC)
- Коррозионная стойкость: Редкоземельные элементы улучшают пассивационное поведение в определенных средах
Хотя редкоземельные элементы дороже обычных раскислителей, их включение в премиальные марки (подшипниковые стали, трубопроводные стали для сероводородсодержащих сред, компоненты морских ветроустановок) становится все более распространенным.
Сравнительная эффективность по эрам
| Практика раскисления | Эпоха | Общий кислород (ppm) | Морфология включений | Усталостная долговечность (относительная) | Относительная стоимость |
|---|---|---|---|---|---|
| Только алюминий (Al-раскисление) | 1940-е – 1960-е | 10–20 ppm | Угловатые кластеры Al₂O₃ | 1.0x (базовый уровень) | Низкая |
| Только Si-Mn | 1970-е – 1980-е | 15–25 ppm | Жидкие MnO·SiO₂ | 1.5–2.0x | Низкая-Средняя |
| Обработка Al + CaSi | 1980-е – 1990-е | 8–12 ppm | Глобулярные алюминаты кальция | 3–5x | Средняя |
| Si-Mn + CaSi + РЗМ | 1990-е – настоящее время | 5–10 ppm | Глобулярные + измельчение зерна | 5–10x | Средняя-Высокая |
Синергия современных комплексных раскислителей
Сегодняшняя передовая практика редко использует один раскислитель, а скорее последовательность добавок предназначенную для поэтапного удаления кислорода с одновременным управлением химическим составом включений:
- Предварительное раскисление Si-Mn: Силикомарганец (Mn65Si17) или Mn65Si25 снижает содержание кислорода с ~600 ppm до ~50–100 ppm, образуя жидкие силикатные включения марганца, которые легко всплывают
- Корректировка марганца: Добавить низкоуглеродистый ферромарганец (Mn80C0.7) или Mn75C2.0 для достижения целевого содержания Mn без превышения спецификаций по углероду; для менее ответственных марок стандартный Mn65C7.0 предлагает экономичный вариант
- Окончательное раскисление Al (при необходимости): Небольшая добавка алюминия для достижения сверхнизкого содержания кислорода (<10 ppm)
- Модификация включений с помощью CaSi: Силикокальций добавленный в виде порошковой проволоки или кусков превращает остатки глинозема в безвредные алюминаты кальция
- Микролегирование редкоземельными элементами (премиальные марки): Микролегирование Ce/La для измельчения зерна и дополнительного контроля включений
Пример: Трансформация подшипниковой стали
Эволюция практики раскисления лучше всего иллюстрируется на примере подшипниковой стали (SAE 52100). В 1960-х годах подшипниковая сталь, раскисленная алюминием, содержала 15–20 ppm общего кислорода, но демонстрировала крупные кластеры глинозема, которые инициировали выкрашивание. К 1980-м годам предварительное раскисление Si-Mn с последующей обработкой CaSi снизило общее содержание кислорода до 8–12 ppm, устранив кластеры глинозема. В 2000-х годах добавление редкоземельных элементов дополнительно снизило содержание кислорода до 5–8 ppm и измельчило размер зерна с ASTM 8 до ASTM 10–11. Результат: усталостная долговечность подшипников (L10) увеличилась с примерно 50 часов в стали 1960-х годов до более 500 часов в современной премиальной подшипниковой стали — десятикратное улучшение, обусловленное почти исключительно эволюцией практики раскисления.
Будущее: Комплексное раскисление с оптимизацией ИИ
Следующей эволюцией будет не новый сплав, а интеллектуальное управление процессом. Модели ИИ, обученные на данных об активности кислорода в реальном времени, температуре и химическом составе стали, могут прогнозировать оптимальную последовательность и количество комплексных раскислителей — Si-Mn, CaSi, Al и РЗМ — для каждой плавки. Первые пользователи сообщают о 10–15% снижении расхода сплавов при достижении более жестких целевых показателей по кислороду и более стабильных рейтингах включений. По мере улучшения сбора данных и моделирования, оптимизированное ИИ раскисление станет новым стандартом для производства чистой стали.
Эволюция раскисления стали — от алюминиевого до комплексных раскислителей — отражает более глубокое понимание управления включениями. Каждая эпоха приносила новые возможности: алюминий для сверхнизкого содержания кислорода, Si-Mn для образования жидких включений, силикокальций для модификации включений и редкоземельные элементы для измельчения зерна. Сегодняшние сталеплавильщики имеют беспрецедентный набор инструментов для производства чистой, надежной стали для самых требовательных применений. Bright Alloys поставляет полный спектр современных раскислителей — силикомарганец (Mn65Si17), Mn65Si25, низкоуглеродистый ферромарганец (Mn80C0.7), Mn75C2.0, стандартный Mn65C7.0, силикокальций (Si60Ca30), Порошок SiCa для порошковой проволоки, и лигатур редкоземельных металлов — подкрепленный металлургической экспертизой, чтобы помочь вам внедрить оптимальную стратегию раскисления для вашей марки стали.