Ферросилиций 75 (FeSi75) является основным сплавом для раскисления и легирования стали, но относиться к нему как к простому товару — значит игнорировать значительное влияние его остаточных элементов и физического размера. Достижение максимального усвоения кремния — это не просто добавление правильного веса сплава; это подбор точных уровней алюминия, углерода, кальция, фосфора и серы, а также правильного гранулометрического состава под конкретный металлургический агрегат и марку стали. Неправильно выбранный размер частиц для электродуговой печи (ЭДП) может привести к преждевременному окислению, а неправильное содержание алюминия в ковше-печи (КП) может создать вредные включения глинозема в подшипниковых сталях. Для получения подробных спецификаций продукта, включая точный химический состав, варианты размеров частиц и упаковки, посетите страницу продукта FeSi75 компании Bright Alloys.
Для базового понимания различий между марками FeSi обратитесь к нашему подробному руководству по Раскисление ферросилицием: Выбор марки. Эта статья развивает эту тему, фокусируясь конкретно на спектре FeSi75, анализируя, как его химические допуски и размер частиц (10-50 мм, 10-100 мм и 3-8 мм) взаимодействуют с различным сталеплавильным оборудованием и процессами модифицирования в литейном производстве.
Критическая роль примесных элементов в FeSi75
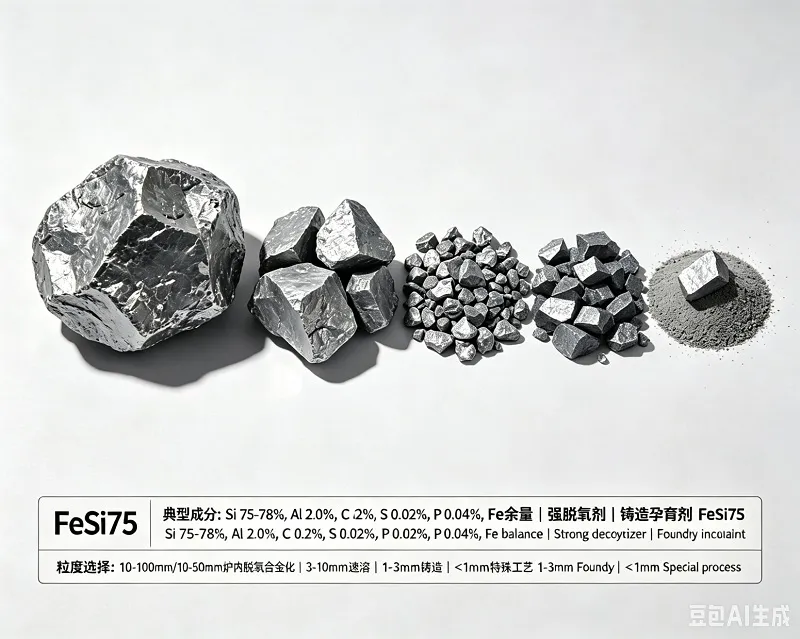
Хотя 75% кремния является основной спецификацией, остальные 25% приходятся на железо и критические микроэлементы. Каждая из этих «примесей» играет определенную металлургическую роль, которую сталеплавильщики могут использовать или должны минимизировать.
Содержание алюминия (Al): Мощность раскисления против контроля включений
Алюминий является гораздо более сильным раскислителем, чем кремний. В FeSi75 содержание алюминия обычно колеблется от 0,5% до 2,0%. Более высокое содержание Al может повысить начальную эффективность раскисления, уменьшая потребность в отдельных алюминиевых чушках при производстве конструкционной стали. Однако для сталей высокой чистоты, таких как кордная или рессорно-пружинная сталь, образование твердых кластеров Al₂O₃ неприемлемо. Для таких марок обязателен низкоалюминиевый FeSi75 (Al ≤ 0,5%) для предотвращения засорения разливочных стаканов и соблюдения строгих требований к рейтингу включений.
Содержание углерода (C): Балансирование при легировании
Уровень углерода в стандартном FeSi75 обычно низкий (как правило, 0,1-0,2%), что делает его пригодным для низкоуглеродистых марок стали без риска нежелательной науглероживания. Однако в литейных применениях слегка повышенное и контролируемое содержание углерода может быть полезным. При использовании FeSi75 в качестве инокулянта уровень углерода должен быть стабильным, чтобы избежать внесения изменчивости в углеродный эквивалент чугуна, что может повлиять на глубину отбела и морфологию графита.
Кальций (Ca), фосфор (P) и сера (S)
Кальций (обычно 0,5-1,5%) в целом полезен в ковшевой металлургии, так как модифицирует включения глинозема в жидкие алюминаты кальция, улучшая разливаемость. Однако избыток Ca в сочетании с серой может привести к образованию осадков CaS, которые вредны для коррозионной стойкости некоторых марок. Фосфор и Сера в целом нежелательны и строго контролируются. Высококачественный FeSi75 поддерживает P ≤ 0,04% и S ≤ 0,02% для предотвращения хрупкости или красноломкости в конечном стальном продукте. Такие поставщики, как Bright Alloys, сертифицируют эти уровни для обеспечения стабильности.
Стратегия выбора размера частиц: Соответствие размера металлургическому агрегату
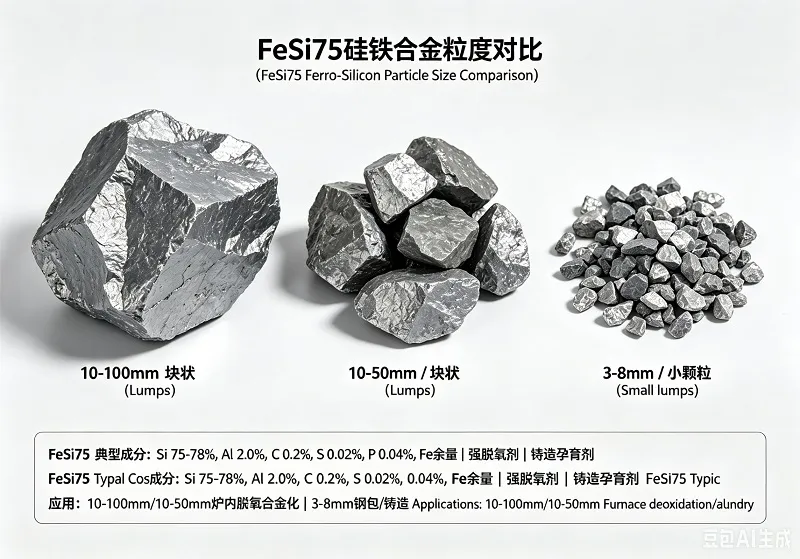
Один и тот же химический состав FeSi75 может работать кардинально по-разному, если размер частиц выбран неправильно. Размер влияет на скорость растворения, потери на всплытие и однородность. Три наиболее распространенных промышленных размера частиц: 10-50 мм, 10-100 мм и 3-8 мм.
10-50 мм: Стандарт для ковша-печи и конвертера
Диапазон размеров 10-50 мм является рабочей лошадкой для ковшей-печей (КП) и выпуска из конвертера (КК). При добавлении в ковш во время выпуска или аргоновой продувки этот диапазон размеров обеспечивает оптимальный баланс. Куски достаточно велики, чтобы проникнуть через слой жидкого шлака, не всплывая и не окисляясь преждевременно, но в то же время достаточно малы, чтобы расплавиться в течение 3-5 минут при мягком перемешивании. Это минимизирует потери усвоения, обычно связанные с уносом мелочи системой отходящих газов. Для обычных конструкционных сталей (S235, S355), требующих FeSi75, размер 10-50 мм является золотым стандартом для достижения 90-95% усвоения кремния.
10-100 мм: Электродуговая печь (ЭДП) и крупные конвертеры
Для электродуговых печей и крупнотоннажных конвертеров, где добавление производится в глубокую ванну с массивным подводом энергии, предпочтительным является размер 10-100 мм . Большая масса гарантирует, что ферросплав погружается глубоко в расплав до растворения, предотвращая окисление атмосферой печи или окислительным шлаком сверху. Это критически важно в операциях ЭДП, где изменчивость лома приводит к колебаниям уровня FeO в шлаке. Использование более крупного, массивного FeSi75 минимизирует площадь поверхности, подверженную воздействию агрессивных шлаков с высоким содержанием FeO во время плавления, защищая степень усвоения кремния, которая в противном случае может упасть ниже 85% при использовании мелочи.
3-8 мм: Точное модифицирование в литейном производстве и ввод порошковой проволоки
Диапазон размеров 3-8 мм Мелкий размер литейных цехах обычно не используется для массового добавления в ковш из-за высоких потерь пыли и мгновенного окисления. Однако он незаменим в инжекции порошковой проволоки и для
Матрица применения: FeSi75 для различных марок стали и процессов
Приведенная ниже матрица представляет собой технический справочник для выбора правильной комбинации химического состава и размера в зависимости от сценария применения.
| Применение / Марка стали | Агрегат | Рекомендуемый размер | Ключевой фокус химического состава (FeSi75) | Целевое усвоение |
|---|---|---|---|---|
| Строительная / Арматурная | ЭДП / КК Ковш | 10-100 мм или 10-50 мм | Стандартный Al (1,0-1,5%), низкое содержание P/S | 88-92% |
| Конструкционная сталь (S355, A572) | Выпуск из ПК / КК | 10-50 мм | Умеренный Al (0,5-1,0%), Ca 0,5-1,0% | 90-95% |
| HSLA / Автомобильный лист | ПК с аргоновой продувкой | 10-50 мм | Низкий Al (≤0,5%), Контролируемый Ca | 92-95% |
| Рессорно-пружинная сталь (60Si2Mn, 55Cr3) | ПК / Вакуумная дегазация | 10-50 мм или порошковая проволока (3-8 мм) | Строго низкий Al (≤0,5%), Низкий P (≤0,035%) | 93-96% |
| Подшипниковая сталь (100Cr6, SAE 52100) | ПК / RH-дегазатор | 10-50 мм | Ультра-низкий Al (≤0,3%), Низкие следы Ti/Ca | 92-94% |
| Модифицирование в литейном производстве (серый/высокопрочный чугун) | Заливочный желоб / Ковш | 3-8 мм | Стабильный C (~0,1%), определенные уровни Ca и Ba | 95-100% |
| Прецизионная подача проволоки | ПК / Промежуточный ковш | 3-8 мм (дробленый и просеянный) | Индивидуальный химический состав в соответствии с требованиями марки | 98-100% |
Оптимизация усвоения: интеграция процесса с FeSi75
Помимо химического состава и гранулометрии, метод введения имеет решающее значение. Для 100-тонной плавки на типичном заводе конструкционной стали, переход от стандартной насыпной подачи к точно подобранному FeSi75 10-50 мм , добавляемому на поздней стадии аргоновой продувки в ковше, может увеличить степень усвоения на 4-6 процентных пунктов. Это связано с тем, что правильный размер гарантирует, что сплав не всплывет в шлаковый слой и не осядет на дно ковша до растворения. Для предприятия с годовым объемом производства 500 000 тонн улучшение усвоения кремния на 5% означает экономию десятков тысяч долларов на сырье, одновременно стабилизируя конечный химический состав кремния в более узком диапазоне.
Пример: Переход в литейном цехе высокопрочного чугуна
Литейный цех, производящий трубы из высокопрочного чугуна, перешел с использования стандартного FeSi75 10-50 мм на специализированный Инокулянт FeSi75 фракции 3-8 мм с контролируемым содержанием алюминия (1,2%) и кальция (0,8%). Более мелкое и узкое гранулометрическое распределение обеспечило более равномерное растворение в потоке чугуна, обработанного магнием. Результатом стало увеличение количества стабильных глобулей на 15% и значительное снижение дефектов в виде карбидов, что доказывает, что литейные применения требуют физической точности, которую обеспечивает материал фракции 3-8 мм.
Вывод для специалистов по сталеплавильному и литейному производству очевиден: для максимизации ценности FeSi75 необходимо отказаться от универсального подхода. Тщательно задавая содержание алюминия, углерода и кальция, а также подбирая размер частиц под конкретный процесс в печи или ковше, предприятия могут добиться значительной экономии средств, повышения производительности и превосходного качества продукции. Как подробно описано в нашем всеобъемлющем Раскисление ферросилицием: Выбор марки руководстве, стратегический выбор сплава приносит дивиденды по всей цепочке производства стали. Чтобы ознакомиться с нашей полной линейкой продукции FeSi75 с сертифицированными химическими спецификациями и доступными размерами частиц для вашего конкретного применения, посетите страницу продукта FeSi75 компании Bright Alloys.