การปรับแต่งเกรนเป็นหนึ่งในเครื่องมือทางโลหะวิทยาที่คุ้มค่าที่สุดสำหรับผู้ผลิตแท่งอลูมิเนียม การเติม Al-Ti-B master alloys (โดยทั่วไปคือ AlTi5B1 หรือ AlTi3B3) จะเปลี่ยนเกรนแบบเสาหยาบให้เป็นโครงสร้างแบบละเอียดสมมาตร ซึ่งช่วยปรับปรุงสมบัติเชิงกล ลดการแตกร้าวเนื่องจากความร้อน และเพิ่มประสิทธิภาพในกระบวนการผลิตขั้นปลาย อย่างไรก็ตาม โรงหลอมหลายแห่งไม่สามารถใช้ประโยชน์จากการปรับแต่งเกรนได้อย่างเต็มที่เนื่องจากการเติมที่ไม่เหมาะสม การกวนที่ไม่เพียงพอ หรือการละเลยผลกระทบจากการซีดจาง
บทความนี้ให้คำแนะนำเชิงปฏิบัติในการปรับแต่งเกรนด้วย Al-Ti-B master alloys ครอบคลุมการเลือกเกรด แนวทางปฏิบัติที่ดีที่สุดในการเติม การจัดการการซีดจาง และการปรับปรุงสมบัติที่เกิดขึ้น ซึ่งพิสูจน์ให้เห็นถึงคุณค่าของ master alloy ทุกกิโลกรัมที่เติม
ทำไมการปรับแต่งเกรนจึงสำคัญ
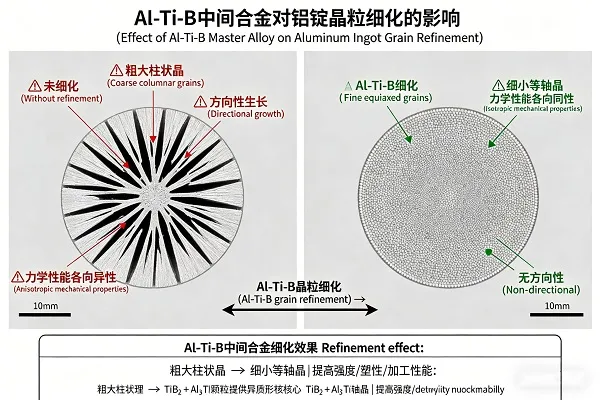
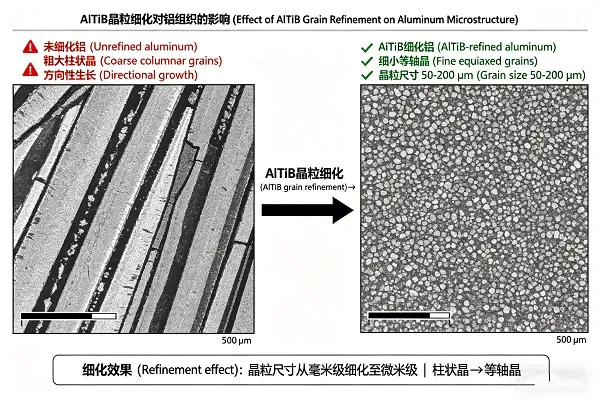
อลูมิเนียมที่ไม่ผ่านการปรับแต่งจะแข็งตัวเป็นเกรนเสาหยาบที่เติบโตตามทิศทางจากผนังแม่พิมพ์ โครงสร้างนี้มีข้อเสียหลายประการ:
- เกรนหยาบลดความแข็งแรงครากและการยืดตัว สมบัติเชิงกลต่ำ:
- เกรนเสาเชื่อมต่อกันไม่ดี ทำให้เกิดรอยแตกในระหว่างการแข็งตัว ความไวต่อการแตกร้าวเนื่องจากความร้อน:
- เกรนขนาดใหญ่ส่งเสริมการแยกตัวของธาตุผสมในระดับจุลภาค การแยกตัว:
- การแปรผันของทิศทางเกรนทำให้พื้นผิวมีลักษณะไม่สม่ำเสมอ การตอบสนองต่อการอโนไดซ์ที่ไม่สม่ำเสมอ:
- การป้อนระหว่างเกรนที่ไม่ดีเพิ่มความพรุนจากการหดตัว การป้อนลดลง:
เกรนละเอียดสมมาตร (โดยทั่วไปมีเส้นผ่านศูนย์กลาง 100–300 ไมครอน) สามารถแก้ไขปัญหาเหล่านี้ทั้งหมด ทำให้ได้แท่งอลูมิเนียมที่แข็งแรง เหนียว และสม่ำเสมอมากขึ้น
กลไก: Al-Ti-B ทำงานอย่างไร
Al-Ti-B master alloys ประกอบด้วยเฟสอินเตอร์เมทัลลิกที่สำคัญสองชนิดที่ทำหน้าที่เป็นจุดนิวเคลียสสำหรับเกรนอลูมิเนียม:
- สิ่งเหล่านี้เป็นนิวเคลียสหลัก TiB₂ มีโครงสร้างผลึกคล้ายกับอลูมิเนียมและมีความไม่ตรงกันของแลตทิซต่ำ ทำให้เป็นพื้นผิวการนิวเคลียสแบบเฮเทอโรจีเนียสที่ดีเยี่ยม ขนาดอนุภาค TiB₂ ทั่วไปคือ 0.5–3 ไมครอน อนุภาค TiB₂ (ไทเทเนียมไดบอไรด์):
- สิ่งเหล่านี้ละลายระหว่างการกักเก็บ ปล่อยไทเทเนียมเข้าสู่สารละลาย ไทเทเนียมที่ละลายจะลดอัตราการเติบโตของเกรนอลูมิเนียม ทำให้อนุภาค TiB₂ มีโอกาสมากขึ้นในการนิวเคลียสเกรนใหม่ อนุภาค TiAl₃ (ไทเทเนียมไตรอะลูมิไนด์):
ประสิทธิภาพของการปรับแต่งเกรนขึ้นอยู่กับ จำนวนอนุภาค TiB₂ ที่ทำงานอยู่ และ ระดับไทเทเนียมที่ละลายแนวทางการเติมที่ไม่ดีสามารถทำให้อนุภาค TiB₂ หมดสภาพ (ผ่านการรวมตัวหรือการตกตะกอน) หรือทำให้ไทเทเนียมสูญเสียไปกับครอกออกไซด์
การเลือกเกรด Al-Ti-B ที่เหมาะสม
เกรดเชิงพาณิชย์สองชนิดครองตลาดการปรับแต่งเกรนอลูมิเนียม:
| เกรด | องค์ประกอบ | อัตราส่วน Ti:B | อัตราการเติมทั่วไป | การใช้งานที่ดีที่สุด |
|---|---|---|---|---|
| AlTi5B1 (ทั่วไปที่สุด) | 5% Ti, 1% B | 5:1 | 1–3 กก./ตัน | โลหะผสมอลูมิเนียมทั่วไป, โลหะผสมโรงหล่อ, บิลเล็ตอัดรีด, แท่งรีด |
| AlTi3B3 (โบรอนสูง) | 3% Ti, 3% B | 1:1 | 0.5–1.5 กก./ตัน | โลหะผสมซิลิคอนสูง (>7% Si), โลหะผสมที่มีความท้าทายในการปรับแต่งเกรน, ชิ้นส่วนหล่อบาง |
| AlTi5B0.6 (โบรอนต่ำ) | 5% Ti, 0.6% B | 8.3:1 | 1–3 กก./ตัน | โลหะผสมพิเศษ, เกรดสำหรับการอัดรีดบางประเภท |
แนวทางการเลือก: เริ่มต้นด้วย AlTi5B1 สำหรับการใช้งานส่วนใหญ่ หากพบปัญหาการซีดจางหรือการปรับแต่งที่ไม่เพียงพอในโลหะผสมที่มีซิลิคอนสูง (>7% Si) ให้เปลี่ยนไปใช้ AlTi3B3 ปริมาณโบรอนที่สูงขึ้นจะให้อนุภาค TiB₂ สำหรับการเกิดนิวเคลียสมากขึ้น
เทคนิคการเติมที่เหมาะสม: กุญแจสู่ความสำเร็จ
การเติมโลหะผสมแม่ Al-Ti-B ไม่ใช่แค่การโยนแท่งหรือเวเฟิลลงในเตาหลอม ปฏิบัติตามวิธีการที่พิสูจน์แล้วเหล่านี้:
อุณหภูมิในการเติม
- ช่วงที่เหมาะสม: 710–740°C
- ต่ำเกินไป (<690°C): การละลายของโลหะผสมแม่ไม่สมบูรณ์; อนุภาค TiB₂ อาจไม่กระจายตัว
- สูงเกินไป (>760°C): การหยาบของอนุภาคเร่งขึ้น (Ostwald ripening), ประสิทธิภาพลดลง, ออกซิเดชันเพิ่มขึ้น
รูปแบบและตำแหน่งการเติม
- รูปแบบแท่ง (เส้นผ่านศูนย์กลาง 19–25 มม.): ป้อนเข้าสู่กระแสโลหะหลอมเหลวระหว่างการถ่ายเทหรือจุ่มลงในเตาหลอม หลีกเลี่ยงการโยนลงบนผิวโลหะหลอมเหลวซึ่งจะไปเกาะบนชั้นครอก
- รูปแบบเวเฟิลหรือแผ่น: เติมลงในเตาหลอมระหว่างการผสมโลหะผสม ตรวจสอบให้แน่ใจว่าโลหะผสมแม่จมลงอย่างรวดเร็ว; ใช้ระฆังจุ่มหากจำเป็น
- รูปแบบขดลวด (สำหรับการเติมในสายการผลิต): ป้อนอย่างต่อเนื่องลงในรางเทระหว่างการหล่อ สิ่งนี้ให้อนุภาค TiB₂ ใหม่โดยตรงก่อนการแข็งตัว — การซีดจางน้อยที่สุด
ข้อกำหนดในการกวน
การกวนเป็นสิ่งที่หลีกเลี่ยงไม่ได้ หลังจากเติมแล้ว ให้กวนโลหะหลอมเหลวอย่างทั่วถึงเป็นเวลา 5–10 นาที โดยใช้การกวนเชิงกลหรือแม่เหล็กไฟฟ้า การกวนที่ไม่เพียงพอจะนำไปสู่:
- การรวมตัวและการตกตะกอนของอนุภาค TiB₂
- ขนาดเกรนที่ไม่สม่ำเสมอทั่วทั้งแท่ง
- การปรับแต่งที่ไม่สม่ำเสมอในแต่ละครั้ง
การทำความเข้าใจและการจัดการการซีดจาง
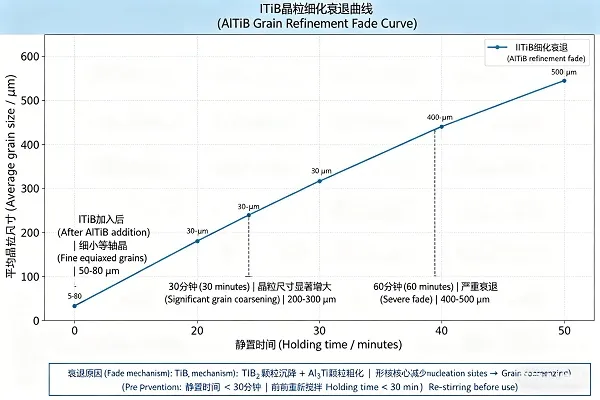
การซีดจาง คือการสูญเสียประสิทธิภาพการปรับแต่งเกรนที่เพิ่มขึ้นตามเวลาหลังจากการเติมโลหะผสมแม่ การซีดจางเกิดขึ้นเนื่องจาก:
- การตกตะกอนของอนุภาค: อนุภาค TiB₂ (ความหนาแน่น 4.5 g/cm³) หนักกว่าอะลูมิเนียม (2.7 g/cm³) และจะจมลงสู่ก้นเตาหลอมเมื่อเวลาผ่านไป
- การรวมตัวของอนุภาค: อนุภาค TiB₂ ชนกันและก่อตัวเป็นกลุ่มก้อน ลดจำนวนตำแหน่งนิวเคลียสที่ทำงานอยู่
- การเป็นพิษ: ธาตุบางชนิด (Zr, Cr, Mn, Si ในระดับสูง) สามารถทำให้พื้นผิวอนุภาค TiB₂ หมดสภาพ
- การสูญเสียไทเทเนียมที่ละลาย: ไทเทเนียมออกซิไดซ์เข้าสู่ชั้นครอก
ระยะเวลาการซีดจางและกลยุทธ์การจัดการ
| เวลาหลังการเติม | ขนาดเกรนที่คาดหวัง | การดำเนินการที่แนะนำ |
|---|---|---|
| 0–15 นาที (การปรับแต่งสูงสุด) | 100–200 μm (ดีเยี่ยม) | หล่อทันทีเพื่อผลลัพธ์ที่ดีที่สุด |
| 15–30 นาที | 200–300 μm (ดี) | ยอมรับได้สำหรับการใช้งานส่วนใหญ่ |
| 30–60 นาที | 300–500 μm (ปานกลาง) | กวนซ้ำก่อนหล่อ; พิจารณาเติมโลหะผสมแม่เพิ่มเติม |
| >60 นาที | 500–1000+ μm (แย่) | เติมโลหะผสมแม่ใหม่; ปรับเปลี่ยนแนวปฏิบัติเพื่อลดระยะเวลาในการเก็บรักษา |
แนวทางปฏิบัติที่ดีที่สุดในการจัดการการซีดจาง:
- หล่อภายใน 15 นาที ของการเติม Al-Ti-B ทุกครั้งที่ทำได้
- สำหรับระยะเวลาในการเก็บรักษาที่ยาวนานขึ้น: ใช้การเติมในสายการผลิต (เครื่องป้อนลวด) โดยตรงเข้าสู่รางเท เพื่อขจัดการซีดจางโดยสิ้นเชิง
- กวนซ้ำก่อนหล่อ หากเก็บรักษาเกิน 30 นาที — ซึ่งจะทำให้อนุภาค TiB₂ ที่ตกตะกอนแล้วกลับมาลอยตัวอีกครั้ง
- สำหรับโลหะผสมที่มีซิลิคอนสูง (>7% Si): ใช้ AlTi3B3 ซึ่งมีความต้านทานการซีดจางที่ดีกว่าเนื่องจากมีความหนาแน่นของอนุภาคสูงกว่า
ผลกระทบต่อคุณสมบัติเชิงกล
ความสัมพันธ์ Hall-Petch (σ_y = σ_0 + k·d^{-1/2}) ระบุปริมาณผลของขนาดเกรนต่อความแข็งแรงคราก เกรนที่ละเอียดกว่าจะให้วัสดุที่แข็งแรงกว่า สำหรับโลหะผสมอะลูมิเนียม การปรับแต่งเกรนที่เหมาะสมโดยทั่วไปจะให้ผลลัพธ์:
- ความแข็งแรงครากเพิ่มขึ้น: 15–25% เมื่อเทียบกับวัสดุที่ไม่ผ่านการปรับแต่ง
- การปรับปรุงการยืดตัว: ความยืดตัวเพิ่มขึ้น 20–40%
- การลดการแตกร้าวเนื่องจากความร้อน: รอยแตกร้าวลดลง 50–80%
- การยืดอายุความล้า: อายุความล้ายาวนานขึ้น 2–5 เท่าภายใต้การรับน้ำหนักแบบวน
สำหรับโลหะผสมอะลูมิเนียมหล่อ (เช่น A356) การปรับแต่งเกรนยังช่วยปรับปรุงการป้อนระหว่างการแข็งตัว ลดความพรุนแบบไมโครชริงค์
การเป็นพิษ: คืออะไรและจะหลีกเลี่ยงได้อย่างไร
การเป็นพิษของการปรับแต่งเกรน เกิดขึ้นเมื่อธาตุบางชนิดในโลหะผสมทำให้ตำแหน่งนิวเคลียส TiB₂ หมดสภาพ สารพิษที่รู้จัก ได้แก่:
- เซอร์โคเนียม (Zr): ก่อตัวเป็นอนุภาค (Ti,Zr)B₂ ที่มีการจัดเรียงตัวกับอะลูมิเนียมไม่ดี
- โครเมียม (Cr): กลไกการเป็นพิษคล้ายกับ Zr
- แมงกานีส (Mn): เป็นพิษเล็กน้อยในระดับสูง (>0.5%)
- ซิลิคอน (Si) ในระดับที่สูงมาก (>10%): สามารถลดการเปียกของ TiB₂
แนวทางแก้ไขสำหรับโลหะผสมที่ถูกพิษ:
- เพิ่มอัตราการเติม 50–100% เพื่อเอาชนะการเป็นพิษ
- เปลี่ยนไปใช้ AlTi3B3 (อนุภาค TiB₂ มากขึ้นต่อกิโลกรัม)
- ใช้การเติมในสายการผลิต (เครื่องป้อนลวด) เพื่อลดเวลาระหว่างการเติมและการแข็งตัว
- พิจารณาสารปรับแต่งทางเลือก (เช่น Al-Ti-C) สำหรับระบบที่ถูกพิษรุนแรง
การปรับแต่งเกรนสำหรับตระกูลโลหะผสมอะลูมิเนียมต่างๆ
| ตระกูลโลหะผสม | ขนาดเกรนเป้าหมายทั่วไป | เกรด Al-Ti-B ที่แนะนำ | อัตราการเติม (กก./ตัน) | ข้อควรพิจารณาพิเศษ |
|---|---|---|---|---|
| 1xxx (Al บริสุทธิ์) | 100–200 μm | AlTi5B1 | 1–2 | ปรับแต่งได้ง่าย; การเติมต่ำก็เพียงพอ |
| 3xxx (Al-Mn) | 150–250 μm | AlTi5B1 | 1.5–2.5 | แมงกานีสอาจทำให้เกิดพิษเล็กน้อย |
| 5xxx (Al-Mg) | 150–250 μm | AlTi5B1 | 1.5–2.5 | ไม่มีปัญหาพิเศษ |
| 6xxx (Al-Mg-Si) | 100–200 μm | AlTi5B1 | 1–2 | ตอบสนองดีเยี่ยม; ใช้สำหรับแท่งอัดรีด |
| 7xxx (Al-Zn-Mg) | 120–220 μm | AlTi5B1 | 1.5–3 | ระดับ Zr ที่สูงขึ้นอาจต้องเพิ่มการเติม |
| โลหะผสมหล่อ Al-Si (A356, A380) | 100–250 μm | AlTi5B1 หรือ AlTi3B3 | 1–2 (AlTi5B1) หรือ 0.5–1 (AlTi3B3) | AlTi3B3 เหมาะสำหรับ >7% Si |
การควบคุมคุณภาพ: การตรวจสอบประสิทธิภาพการปรับแต่งเกรน
เพื่อให้แน่ใจว่าการปรับแต่งเกรนสม่ำเสมอ ให้ดำเนินการตามขั้นตอนการตรวจสอบเหล่านี้:
- การทดสอบมาโครเอทช์: ตัดแท่งและกัดด้วย NaOH 10–20% เพื่อเผยให้เห็นโครงสร้างเกรน เปรียบเทียบกับมาตรฐานอ้างอิง
- วิธี Linear Intercept: วัดขนาดเกรนเฉลี่ยตามมาตรฐาน ASTM E112 ขนาดเกรนเป้าหมายขึ้นอยู่กับโลหะผสมและการใช้งาน แต่โดยทั่วไป <300 μm ถือว่ายอมรับได้สำหรับผลิตภัณฑ์อินกอตส่วนใหญ่
- การวิเคราะห์ทางความร้อน: ตรวจสอบอุณหภูมิคงที่ระหว่างการแข็งตัว อะลูมิเนียมที่ผ่านการปรับแต่งจะแสดงช่วงคงที่ที่ยาวและราบเรียบกว่าเนื่องจากมีจุดนิวเคลียสมากขึ้น
- การตรวจสอบรอยแตกร้าวร้อน: การลดรอยแตกร้าวร้อนในการทดสอบการหล่อยืนยันการปรับแต่งที่มีประสิทธิภาพ
กรณีศึกษา: การเปลี่ยนแปลงของ Billet สำหรับการอัดรีด
ผู้ผลิตที่ผลิตอะลูมิเนียม Billet 6063 สำหรับงานสถาปัตยกรรมประสบปัญหาความเร็วในการอัดรีดที่ไม่สม่ำเสมอและผิวสำเร็จที่ไม่ดีเนื่องจากขนาดเกรนที่แปรผัน (300–800 μm) ระหว่างการหลอมแต่ละครั้ง การปฏิบัติเดิมใช้ AlTi5B1 ในอัตรา 1.5 กก./ตัน โดยไม่มีการกวนหรือการจัดการ Fade อย่างเป็นมาตรฐาน
หลังจากใช้โปรโตคอลการปรับแต่งเกรนที่เหมาะสม:
- การเติม AlTi5B1 คงที่ที่ 1.5 กก./ตัน
- การกวนเชิงกลเพิ่มจาก 2 นาทีเป็น 8 นาทีหลังการเติม
- จำกัดเวลาในการเก็บไว้สูงสุด 20 นาทีก่อนการหล่อ
- ติดตั้งเครื่องป้อนลวดในสายการผลิตสำหรับคำสั่งซื้อที่สำคัญ
ผลลัพธ์หลังจากสามเดือน:
- ขนาดเกรนคงที่ที่ 120–180 μm (ค่าสัมประสิทธิ์ความแปรปรวนลดลง 70%)
- ความเร็วในการอัดรีดเพิ่มขึ้น 18% (เครื่องอัดรีดเดียวกัน, ดายเดียวกัน)
- ผิวสำเร็จดีขึ้นถึงคุณภาพ Class A สำหรับการอโนไดซ์
- ของเสียจากข้อบกพร่องผิวลดลงจาก 5.2% เหลือ 1.1%
- ประหยัดต่อปีจากการลดเศษเหล็กและเพิ่มผลผลิต: $320,000
บทเรียน: เทคนิคที่เหมาะสมช่วยเพิ่มมูลค่าของการลงทุนใน Master Alloy
การแก้ไขปัญหาทั่วไปในการปรับแต่งเกรน
| ปัญหา | สาเหตุที่เป็นไปได้ | แนวทางแก้ไข |
|---|---|---|
| เกรนหยาบ (>500 μm) | การเติมไม่เพียงพอ, ไม่มีการกวน, Fade มากเกินไป, การเป็นพิษ | เพิ่มอัตราการเติม, ตรวจสอบการกวน 5-10 นาที, หล่อภายใน 15 นาที, ตรวจสอบ Zr/Cr |
| ขนาดเกรนไม่สม่ำเสมอ (การกระจายแบบสองโหมด) | การผสมไม่ดี, การจับตัวเป็นก้อนของอนุภาค, การกวนเฉพาะจุดไม่เพียงพอ | ปรับปรุงรูปแบบการกวน, เติม Master Alloy ในหลายตำแหน่ง, ใช้การกวนด้วยแม่เหล็กไฟฟ้า |
| ไม่มีการปรับแต่งแม้จะเติมแล้ว | โลหะผสมเป็นพิษ (Zr, Cr), การตกตะกอนของอนุภาค TiB₂, อุณหภูมิต่ำเกินไป | ตรวจสอบองค์ประกอบทางเคมีของโลหะผสม, กวนอีกครั้งก่อนหล่อ, ตรวจสอบอุณหภูมิหลอมเหลว >710°C |
| Fade เกิดขึ้นเร็วเกินไป (<15 นาที) | การกระจายตัวของอนุภาคไม่ดี, ปริมาณซิลิคอนสูง, ระดับโบรอนต่ำ | เปลี่ยนเป็น AlTi3B3, ใช้การเติมในสายการผลิต, กวนอีกครั้งก่อนเทแต่ละครั้ง |
Master Alloy Al-Ti-B เป็นเครื่องมือที่ทรงพลังและคุ้มค่าที่สุดสำหรับการปรับแต่งเกรนในการผลิตอินกอตอะลูมิเนียม แต่ประสิทธิภาพขึ้นอยู่กับการปฏิบัติที่ถูกต้องทั้งหมด โดยการเลือกเกรดที่เหมาะสม (AlTi5B1 สำหรับโลหะผสมส่วนใหญ่, AlTi3B3 สำหรับงานที่มีซิลิคอนสูงหรือท้าทาย), เติมที่อุณหภูมิที่ถูกต้อง (710–740°C), กวนอย่างทั่วถึง (5–10 นาที), จัดการ Fade (หล่อภายใน 15 นาทีหรือกวนอีกครั้ง), และตรวจสอบผลลัพธ์ผ่านการทดสอบมาโครเอทช์ โรงหลอมสามารถบรรลุโครงสร้างเกรนที่ละเอียดและเท่ากันทุกทิศทาง ซึ่งให้คุณสมบัติเชิงกลที่เหนือกว่า, ลดรอยแตกร้าวร้อน, และคุณภาพที่สม่ำเสมอในการหลอมแต่ละครั้ง Bright Alloys จัดหา Master Alloy AlTi5B1, AlTi3B3, และ AlTi5B0.6 ในรูปแบบแท่ง, เวเฟิล, และขดลวด พร้อมการสนับสนุนทางโลหะวิทยาเพื่อปรับแต่งการปฏิบัติการปรับแต่งเกรนของคุณ