
การผลิตอลูมิเนียมแท่งเป็นธุรกิจที่มีปริมาณสูงและอ่อนไหวต่ออัตรากำไร ซึ่งทุกเปอร์เซ็นต์ของผลผลิตมีความสำคัญ อย่างไรก็ตาม โรงหลอมหลายแห่งสูญเสียโลหะ 5–15% ไปกับคราบออกไซด์ ปฏิเสธแท่ง 2–5% เนื่องจากรูพรุนจากไฮโดรเจนหรือข้อบกพร่องที่ผิว และประสบปัญหาเรื่องความสม่ำเสมอของส่วนผสมในแต่ละรอบการหลอม การสูญเสียเหล่านี้ไม่ใช่สิ่งที่หลีกเลี่ยงไม่ได้ — สามารถแก้ไขได้ด้วยการปฏิบัติในการหลอมที่มีวินัย การใช้ฟลักซ์และการไล่แก๊สที่เหมาะสม และการควบคุมโลหะผสมที่แม่นยำ
บทความนี้นำเสนอกลยุทธ์ที่พิสูจน์แล้วและใช้ได้จริงเพื่อเพิ่มผลผลิตและคุณภาพสูงสุดในการหล่ออลูมิเนียมแท่ง โดยเน้นที่ปัจจัยสำคัญสามประการ: การลดคราบออกไซด์ การกำจัดรูพรุนจากไฮโดรเจน และความสม่ำเสมอของส่วนผสมทางเคมี.
สามเสาหลักของคุณภาพอลูมิเนียมแท่ง
การผลิตอลูมิเนียมแท่งที่ประสบความสำเร็จขึ้นอยู่กับเสาหลักด้านคุณภาพสามประการที่เชื่อมโยงกัน:
- การเกิดคราบออกไซด์น้อยที่สุด — การรักษาโลหะที่มิฉะนั้นจะกลายเป็นของเสีย
- ปราศจากรูพรุน — การกำจัดช่องว่างที่เกิดจากไฮโดรเจนซึ่งทำให้เกิดปัญหาการหลอมซ้ำและการปฏิเสธจากลูกค้า
- ส่วนผสมทางเคมีที่สม่ำเสมอ — การเป็นไปตามข้อกำหนดจำเพาะในแต่ละรอบการหลอมโดยมีความแปรปรวนน้อยที่สุด
แต่ละเสาหลักต้องใช้แนวทางปฏิบัติเฉพาะ แต่เมื่อรวมกันแล้วจะก่อให้เกิดระบบคุณภาพแบบบูรณาการ
เสาหลัก #1: การลดการเกิดคราบออกไซด์
คราบออกไซด์ — ชั้นที่อุดมด้วยออกไซด์ซึ่งก่อตัวบนอลูมิเนียมหลอมเหลว — เป็นแหล่งที่ใหญ่ที่สุดของการสูญเสียโลหะในโรงหลอมอลูมิเนียม ขึ้นอยู่กับโลหะผสม ชนิดของเตา และแนวทางปฏิบัติ การเกิดคราบออกไซด์มีตั้งแต่ 1% ถึงมากกว่า 10% ของน้ำหนักหลอม คราบออกไซด์ประกอบด้วยอะลูมิเนียมออกไซด์ (Al₂O₃) และอลูมิเนียมโลหะที่ถูกกักไว้ กุญแจสำคัญคือการลดส่วนของโลหะที่กู้คืนจากคราบออกไซด์และป้องกันการก่อตัวของมันโดยสิ้นเชิง
กลไกการเกิดคราบออกไซด์
- ออกซิเดชันที่ผิว: อลูมิเนียมหลอมเหลวทำปฏิกิริยากับบรรยากาศเตาเพื่อสร้างผิว Al₂O₃
- ความปั่นป่วน: การกระเด็นและการกวนระหว่างการเติม การกวน และการเทจะกักอากาศและเพิ่มออกซิเดชัน
- อุณหภูมิ: อุณหภูมิที่สูงขึ้นจะเร่งออกซิเดชันแบบทวีคูณ — ทุกๆ 50°C ที่สูงกว่าขั้นต่ำจะเพิ่มคราบออกไซด์ 30–50%
- สิ่งเจือปน: แมกนีเซียมและธาตุที่ทำปฏิกิริยาอื่นๆ จะเพิ่มแนวโน้มการเกิดคราบออกไซด์
กลยุทธ์การลดคราบออกไซด์ที่พิสูจน์แล้ว
- ใช้ฟลักซ์คลุม (ฟลักซ์เกลือ): ชั้นของฟลักซ์เกลือ (ส่วนผสม NaCl-KCl ที่มีการเติมฟลูออไรด์) บนผิวหลอมจะแยกอลูมิเนียมออกจากอากาศ ลดออกซิเดชัน ใช้ 3–8 กก. ต่อตันของหลอม
- ลดอุณหภูมิเตาให้ต่ำที่สุด: ทำงานที่อุณหภูมิต่ำที่สุดที่ใช้ได้จริงสำหรับโลหะผสม สำหรับโลหะผสมหล่อส่วนใหญ่ ให้คงไว้ที่ 700–730°C แทนที่จะเป็น 750–780°C
- หลีกเลี่ยงการกวนที่ไม่จำเป็น: แต่ละรอบการกวนจะทำลายผิวออกไซด์ที่ป้องกันและสร้างพื้นผิวใหม่สำหรับออกซิเดชัน กวนเมื่อจำเป็นสำหรับการปรับส่วนผสมหรือความสม่ำเสมอของอุณหภูมิเท่านั้น
- ใช้การคลุมด้วยแก๊สเฉื่อย: สำหรับโลหะผสมที่มีมูลค่าสูง ให้คลุมเตาด้วยไนโตรเจนหรืออาร์กอนเพื่อไล่ออกซิเจน ซึ่งสามารถลดคราบออกไซด์ได้ 40–60%
- การแปรรูปคราบออกไซด์: ใช้เครื่องอัดคราบออกไซด์หรือเตาเกลือหมุนเพื่อกู้คืนอลูมิเนียมโลหะ 60–80% จากคราบออกไซด์ที่เกิดขึ้น

เสาหลัก #2: การควบคุมรูพรุนจากไฮโดรเจน
รูพรุนจากไฮโดรเจนเป็นข้อบกพร่องภายในที่พบบ่อยที่สุดในชิ้นงานหล่ออลูมิเนียม ไฮโดรเจนละลายได้ดีในอลูมิเนียมหลอมเหลว (ความสามารถในการละลาย ~0.65 cm³/100g ที่ 700°C) แต่แทบไม่ละลายในอลูมิเนียมแข็ง (ความสามารถในการละลาย ~0.036 cm³/100g ที่ 660°C) เมื่ออลูมิเนียมแข็งตัว ไฮโดรเจนส่วนเกินจะก่อตัวเป็นฟองแก๊สที่ติดอยู่กลายเป็นรูพรุน ช่องว่างเหล่านี้ลดคุณสมบัติเชิงกล ทำให้เกิดการรั่วไหลในชิ้นงานหล่อที่ต้องกันความดัน และทำให้เกิดตุ่มพองที่ผิวระหว่างการอบชุบด้วยความร้อน
แหล่งที่มาของไฮโดรเจน
- ไอน้ำ: แหล่งหลัก — จากอากาศชื้น เศษโลหะเปียก ความชื้นในฟลักซ์ หรือวัสดุทนไฟที่ชื้น
- การปนเปื้อนไฮโดรคาร์บอน: น้ำมัน จารบี หรือสารอินทรีย์ตกค้างบนเศษโลหะที่ใช้เติม
- ออกไซด์ที่ให้ความชื้น: อะลูมิเนียมไฮดรอกไซด์บนผิวเศษโลหะจะปล่อยไอน้ำเมื่อถูกความร้อน
วิธีการไล่แก๊สที่มีประสิทธิภาพ
| วิธีการ | การลดไฮโดรเจนโดยทั่วไป | เหมาะที่สุดสำหรับ | ข้อจำกัด |
|---|---|---|---|
| การไล่แก๊สด้วยท่อกราไฟต์ (N₂ หรือ Ar) | ลดลง 40–60% | เตาหลอมขนาดเล็ก, การผลิตแบบเป็นชุด | ไม่สม่ำเสมอ, ขึ้นอยู่กับผู้ปฏิบัติงาน |
| การไล่แก๊สด้วยใบพัดหมุน | ลดลง 70–90% | เตาหลอมขนาดกลางถึงใหญ่, การหล่อแบบต่อเนื่อง | ต้นทุนอุปกรณ์สูง, ผลลัพธ์ดีเยี่ยม |
| การไล่แก๊สแบบอินไลน์ (ใบพัดหมุนหรือหัวฉีดพรุน) | ลดลง 75–90% | การหล่อแบบต่อเนื่องปริมาณมาก | ใช้เงินลงทุนสูง, ต้องใช้ระบบรางเท |
แนวทางปฏิบัติที่ดีที่สุดสำหรับการไล่แก๊สแบบหมุน: ใช้อาร์กอน (แนะนำ) หรือไนโตรเจนที่อัตรา 10–20 ลิตร/นาที เป็นเวลา 10–20 นาที ขึ้นอยู่กับขนาดของน้ำหลอม รักษาความเร็วใบพัดที่ 300–500 รอบต่อนาที หลังจากไล่แก๊สแล้ว ให้พัก 5–10 นาทีเพื่อให้ฟองอากาศลอยขึ้นและไฮโดรเจนระบายออกก่อนการหล่อ
การวัดปริมาณไฮโดรเจนออนไลน์
คุณไม่สามารถควบคุมสิ่งที่คุณไม่สามารถวัดได้ ลงทุนในเครื่องวิเคราะห์ไฮโดรเจนออนไลน์ (เช่น ALSCAN, ALSPEK หรือการทดสอบแรงดันลด) เพื่อตรวจสอบระดับไฮโดรเจนก่อนการหล่อ ระดับเป้าหมาย:
- งานอวกาศ/ยานยนต์ระดับพรีเมียม: <0.10 มล./100ก. อลูมิเนียม
- งานหล่อวิศวกรรมทั่วไป: <0.15 มล./100ก. อลูมิเนียม
- แท่งหล่อสำหรับหลอมซ้ำ: <0.20 มล./100ก. อลูมิเนียม
เสาหลักที่ #3: องค์ประกอบทางเคมีที่สม่ำเสมอ
การเป็นไปตามข้อกำหนดจำเพาะของธาตุผสม (Si, Fe, Cu, Mn, Mg, Zn, Ti ฯลฯ) โดยมีความแปรผันน้อยที่สุดเป็นสิ่งจำเป็นสำหรับการยอมรับของลูกค้าและการแปรรูปขั้นปลาย ความสม่ำเสมอต้องอาศัยการเติมโลหะผสมแม่ที่แม่นยำและการบำบัดน้ำหลอมที่มีประสิทธิภาพ
แนวทางปฏิบัติที่ดีที่สุดในการเติมโลหะผสมแม่
โลหะผสมแม่ (เช่น AlSi, AlCu, AlMn, AlTiB, AlSr) ให้การเติมธาตุผสมที่มีประสิทธิภาพและแม่นยำเมื่อเทียบกับโลหะบริสุทธิ์ แนวทางปฏิบัติที่ดีที่สุดรวมถึง:
- อุ่นโลหะผสมแม่ ถึง 200–300°C ก่อนเติมเพื่อหลีกเลี่ยงการช็อกจากความร้อนและความชื้น
- เติมที่อุณหภูมิที่ถูกต้อง: 720–750°C สำหรับโลหะผสมแม่ส่วนใหญ่; อุณหภูมิที่สูงขึ้นจะเพิ่มการเกิดออกซิเดชัน, อุณหภูมิที่ต่ำลงจะทำให้การละลายช้าลง
- กวนให้ทั่วถึง หลังการเติม — การกวนด้วยกลไกหรือแม่เหล็กไฟฟ้า 5–10 นาทีช่วยให้แน่ใจถึงความสม่ำเสมอ
- เก็บตัวอย่างและตรวจสอบ ก่อนการหล่อ; เก็บตัวอย่างจากตำแหน่งเตาหลอมอย่างน้อยสามตำแหน่ง
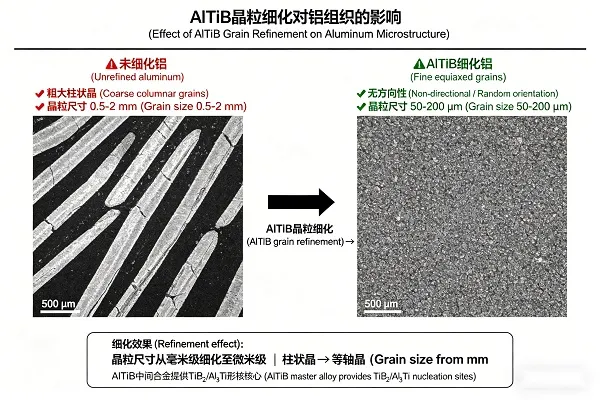
การปรับแต่งเกรนด้วย AlTiB
โลหะผสมแม่ AlTiB (อะลูมิเนียม-ไทเทเนียม-โบรอน) เป็นมาตรฐานอุตสาหกรรมสำหรับการปรับแต่งเกรนในโลหะผสมอลูมิเนียม เกรนที่ละเอียดและเท่ากันช่วยปรับปรุงการป้อน, ลดการแตกร้าวร้อน, และเพิ่มคุณสมบัติเชิงกล อัตราการเติมทั่วไป:
- AlTi5B1 (5% Ti, 1% B): 1–3 กก./ตัน สำหรับงานทั่วไป
- AlTi3B3 (3% Ti, 3% B): 0.5–1.5 กก./ตัน สำหรับความไวต่อโบรอนสูง
- เติมระหว่างการหล่อ (แบบอินไลน์) หรือ 5–10 นาทีก่อนการหล่อ (ในเตา)
- หลีกเลี่ยงการบำบัดมากเกินไป — Ti หรือ B ที่มากเกินไปสามารถก่อให้เกิดสารประกอบระหว่างโลหะที่หยาบได้
การปรับเปลี่ยนยูเทกติกซิลิคอน (โลหะผสม Al-Si)
สำหรับโลหะผสมหล่อ Al-Si (เช่น A356, A380), การปรับเปลี่ยนด้วยสตรอนเชียม (AlSr10) หรือโซเดียม เปลี่ยนเกล็ดซิลิคอนที่หยาบและเปราะให้เป็นยูเทกติกซิลิคอนเส้นใยละเอียด, ช่วยเพิ่มความสามารถในการยืดตัวได้อย่างมาก แนวทางปฏิบัติที่ดีที่สุด:
- การเติม AlSr10: 0.2–0.5 กก./ตัน (เป้าหมาย 100–300 ppm Sr)
- เติมหลังการไล่แก๊ส (สตรอนเชียมสามารถทำปฏิกิริยากับแก๊สที่ใช้ไล่แก๊สได้)
- การซีดจางเกิดขึ้นภายใน 30–60 นาที — หล่อทันทีหลังการปรับเปลี่ยน
ขั้นตอนการทำงานการหลอมแบบบูรณาการ
สำหรับคุณภาพแท่งหล่ออลูมิเนียมที่สม่ำเสมอ, ให้ทำตามลำดับที่พิสูจน์แล้วนี้:
- การเตรียมประจุ: เศษและอลูมิเนียมปฐมภูมิที่แห้งและสะอาด กำจัดน้ำมัน, สี, และสิ่งปนเปื้อนอินทรีย์
- การหลอม: ลดความร้อนยวดยิ่งให้เหลือน้อยที่สุด — หลอมที่ 720–740°C, หลีกเลี่ยงการเกิน 760°C
- การเติมฟลักซ์คลุม: เติมฟลักซ์คลุมเกลือ (3–5 กก./ตัน) ทันทีหลังการหลอมเพื่อป้องกันการเกิดออกซิเดชัน
- การผสมโลหะ: เติมโลหะผสมแม่ (AlSi, AlCu, AlMn ฯลฯ) ที่ 730–750°C พร้อมกวนให้ทั่วถึง
- การเก็บตัวอย่างและวิเคราะห์: ตรวจสอบองค์ประกอบ; ปรับเปลี่ยนหากจำเป็น
- การไล่แก๊ส: ไล่แก๊สแบบหมุนด้วยอาร์กอนเป็นเวลา 10–20 นาที วัดปริมาณไฮโดรเจนหลังจากนั้น
- การปรับแต่งเกรน: เติม AlTiB (1–2 กก./ตัน) ภายใน 10 นาทีก่อนการหล่อ
- การปรับเปลี่ยน (ถ้าเป็นโลหะผสม Al-Si): เติม AlSr10 (0.2–0.5 กก./ตัน) หลังการไล่แก๊ส, หล่อภายใน 30 นาที
- การตักครีบครั้งสุดท้าย: ตักครีบออกทันที ก่อนการหล่อ
- การหล่อ: รักษาอุณหภูมิและอัตราการเทให้สม่ำเสมอ
ข้อบกพร่องทั่วไปและแนวทางแก้ไข
| ข้อบกพร่อง | การบ่งชี้ด้วยสายตา/ประสาทสัมผัส | สาเหตุที่แท้จริง | แนวทางแก้ไข |
|---|---|---|---|
| ครีบออกไซด์ (มากเกินไป) | ชั้นครีบหนาและแห้ง; การคืนสภาพต่ำ | อุณหภูมิสูง, การสัมผัสอากาศ, ไม่มีฟลักซ์คลุม | ลดอุณหภูมิ, เติมฟลักซ์คลุม, ใช้ก๊าซปกคลุมเฉื่อย |
| รูพรุนจากไฮโดรเจน | รูเข็มบนพื้นผิวรอยแตกหรือภาพถ่ายรังสี | เศษชื้น, บรรยากาศชื้น, การไล่แก๊สไม่เพียงพอ | อุ่นเศษ, อบฟลักซ์ให้แห้ง, ไล่แก๊สแบบหมุนด้วยอาร์กอน, วัด H₂ ออนไลน์ |
| โครงสร้างเกรนหยาบ | เกรนแนวเสาขนาดใหญ่บนพื้นผิวที่กัดกรด | ไม่มีการปรับแต่งเกรน, อัตราการเย็นตัวต่ำ | เติมโลหะผสมแม่ AlTiB (1–2 กก./ตัน) |
| การเกิดตุ่มพองบนพื้นผิว | ตุ่มพองหลังการอบชุบด้วยความร้อน | ไฮโดรเจนที่ละลายอยู่ขยายตัวระหว่างการอบละลาย | ลดไฮโดรเจนก่อนการหล่อ, ตรวจสอบด้วยการทดสอบแรงดันลด |
| องค์ประกอบไม่อยู่ในข้อกำหนด | องค์ประกอบทางเคมีอยู่นอกขีดจำกัดของลูกค้า | การผสมไม่ดี, การเติมโลหะผสมแม่ไม่ถูกต้อง, การแยกตัว | ปรับปรุงการกวน, โลหะผสมแม่ที่อุ่นแล้ว, ตรวจสอบด้วยสเปกโตรมิเตอร์ |
กรณีตัวอย่าง: การเปลี่ยนแปลงผลผลิตจาก 88% เป็น 95%
โรงหลอมอลูมิเนียมทุติยภูมิที่ผลิตแท่งหล่อโลหะผสม A356 จำนวน 40,000 ตัน/ปี ดำเนินการด้วยผลผลิตการหลอม 88% — สูญเสีย 12% ไปกับครีบและปัจจัยอื่นๆ หลังจากดำเนินโครงการปรับปรุงที่ครอบคลุมรวมถึง:
- การเติมฟลักซ์คลุมเกลือเพิ่มขึ้นจาก 2 เป็น 6 กก./ตัน
- อุณหภูมิเตาหลอมลดลงจาก 760°C เป็น 720°C อุณหภูมิคงค้าง
- การไล่แก๊สแบบหมุนแทนที่การไล่แก๊สด้วยท่อ
- การปรับแต่งเกรนด้วย AlTiB เป็นมาตรฐาน
- การอัดครีบเพื่อกู้คืนโลหะจากครีบ
ผลลัพธ์หลังจากหกเดือน:
- ผลผลิตการหลอมเพิ่มขึ้นจาก 88% เป็น 94.5% (ปรับปรุง 6.5%)
- ปริมาณโลหะที่ขายได้เพิ่มเติมต่อปี: 2,600 ตัน
- การปฏิเสธสินค้าของลูกค้าเนื่องจากรูพรุนลดลงจาก 4.2% เป็น 0.7%
- ประหยัดต่อปี: 4.5 ล้านเหรียญสหรัฐ ณ ราคาอลูมิเนียมในขณะนั้น
- ระยะเวลาคืนทุนสำหรับเครื่องไล่แก๊สและเครื่องอัดครีบ: 8 เดือน
การเพิ่มผลผลิตและคุณภาพสูงสุดในการผลิตแท่งหล่ออลูมิเนียมต้องอาศัยความเอาใจใส่อย่างเป็นระบบในการลดครีบ, การควบคุมไฮโดรเจน, และความสม่ำเสมอขององค์ประกอบ โดยการนำแนวทางปฏิบัติที่ดีที่สุดที่ระบุไว้ที่นี่มาใช้ — ฟลักซ์คลุม, อุณหภูมิที่ลดลง, การไล่แก๊สที่มีประสิทธิภาพ, ความแม่นยำของโลหะผสมแม่, และการปรับแต่งเกรน — โรงหลอมอลูมิเนียมสามารถลดการสูญเสียโลหะ, กำจัดข้อบกพร่องของรูพรุน, และส่งมอบแท่งหล่อที่ตรงตามข้อกำหนดที่เข้มงวดที่สุด Bright Alloys จัดหา โลหะผสมแม่อลูมิเนียม (AlSi, AlCu, AlMn, AlTiB, AlSr10, AlB), สารปรับแต่งเกรน, และฟลักซ์ไล่แก๊ส เพื่อสนับสนุนทุกด้านของการผลิตแท่งหล่ออลูมิเนียมคุณภาพสูง