
การผลิตแท่งอลูมิเนียมเป็นธุรกิจที่มีปริมาณมากและมีความอ่อนไหวต่อกำไรสูง ทุกๆ เปอร์เซ็นต์ของผลผลิตจึงมีความสำคัญ แต่โรงหลอมหลายแห่งกลับสูญเสียโลหะไปถึง 5-15% เนื่องจากสิ่งเจือปน ปฏิเสธแท่งโลหะ 2-5% เนื่องจากรูพรุนจากไฮโดรเจนหรือตำหนิบนพื้นผิว และประสบปัญหาเรื่องความสม่ำเสมอขององค์ประกอบทางเคมีในแต่ละรอบการหลอม การสูญเสียเหล่านี้ไม่ใช่สิ่งที่หลีกเลี่ยงไม่ได้ สามารถแก้ไขได้ด้วยการควบคุมกระบวนการหลอมอย่างมีระเบียบวินัย การใช้สารช่วยหลอมและการไล่แก๊สอย่างเหมาะสม และการควบคุมส่วนผสมของโลหะอย่างแม่นยำ
บทความนี้เสนอแนวทางปฏิบัติที่ได้รับการพิสูจน์แล้วเพื่อเพิ่มผลผลิตและคุณภาพสูงสุดในการหล่อแท่งอลูมิเนียม โดยเน้นที่ปัจจัยสำคัญสามประการ: การลดสิ่งเจือปน การกำจัดรูพรุนจากไฮโดรเจน และความสม่ำเสมอขององค์ประกอบทางเคมี.
สามเสาหลักแห่งคุณภาพของแท่งอลูมิเนียม
การผลิตแท่งอลูมิเนียมที่ประสบความสำเร็จนั้นขึ้นอยู่กับเสาหลักด้านคุณภาพสามประการที่เชื่อมโยงกัน:
- การเกิดตะกอนน้อยมาก — การอนุรักษ์โลหะที่อาจกลายเป็นขยะได้หากไม่นำมาใช้ประโยชน์
- ปราศจากความพรุน — ขจัดช่องว่างที่เกิดจากไฮโดรเจนซึ่งเป็นสาเหตุของปัญหาในการหลอมใหม่และการถูกลูกค้าปฏิเสธสินค้า
- เคมีที่สม่ำเสมอ — ตรงตามข้อกำหนดด้านความร้อนอย่างต่อเนื่องโดยมีความผันแปรน้อยที่สุด
แต่ละเสาหลักต้องการแนวปฏิบัติเฉพาะ แต่เมื่อรวมกันแล้วจะก่อให้เกิดระบบคุณภาพแบบบูรณาการ
เสาหลักที่ 1: การลดการก่อตัวของตะกอน
กากตะกอน — ชั้นออกไซด์ที่เกิดขึ้นบนอะลูมิเนียมหลอมเหลว — เป็นสาเหตุหลักของการสูญเสียโลหะในโรงงานหลอมอะลูมิเนียม ปริมาณกากตะกอนที่เกิดขึ้นอาจแตกต่างกันไป ขึ้นอยู่กับชนิดของโลหะผสม ชนิดของเตาหลอม และวิธีการผลิต โดยมีตั้งแต่ 1% ถึงมากกว่า 10% ของน้ำหนักโลหะหลอมเหลว กากตะกอนประกอบด้วยอะลูมิเนียมออกไซด์ (Al₂O₃) และอะลูมิเนียมโลหะที่ติดอยู่ สิ่งสำคัญคือการลดปริมาณโลหะที่กู้คืนได้จากกากตะกอนให้น้อยที่สุด และป้องกันการเกิดกากตะกอนตั้งแต่แรก
กลไกการก่อตัวของตะกอน
- การเกิดออกซิเดชันบนพื้นผิว: อะลูมิเนียมหลอมเหลวทำปฏิกิริยากับบรรยากาศในเตาหลอมจนเกิดเป็นชั้นผิว Al₂O₃
- ความปั่นป่วน: การกระเด็นและการกวนในระหว่างการบรรจุ การคน และการเคาะ จะดักจับอากาศและเพิ่มการเกิดออกซิเดชัน
- อุณหภูมิ: อุณหภูมิที่สูงขึ้นจะเร่งปฏิกิริยาออกซิเดชันอย่างรวดเร็ว — ทุกๆ 50°C ที่สูงกว่าอุณหภูมิต่ำสุด จะทำให้ปริมาณตะกอนเพิ่มขึ้น 30–50%
- สิ่งเจือปน: แมกนีเซียมและธาตุที่ทำปฏิกิริยาอื่นๆ เพิ่มแนวโน้มการเกิดตะกอน
กลยุทธ์ลดปริมาณเศษโลหะหนักที่ได้รับการพิสูจน์แล้ว
- ใช้สารช่วยการละลาย (สารช่วยการละลายเกลือ): การใช้เกลือฟลักซ์ (ส่วนผสมของ NaCl-KCl ที่เติมฟลูออไรด์) เคลือบเป็นชั้นบางๆ บนผิวหน้าของโลหะหลอมเหลว จะช่วยแยกอะลูมิเนียมออกจากอากาศ ลดการเกิดออกซิเดชัน ควรใช้ในปริมาณ 3–8 กิโลกรัมต่อโลหะหลอมเหลว 1 ตัน
- ลดอุณหภูมิเตาให้ต่ำที่สุด: ควรใช้งานที่อุณหภูมิต่ำที่สุดเท่าที่จะเป็นไปได้สำหรับโลหะผสมนั้น สำหรับโลหะผสมหล่อส่วนใหญ่ ควรคงอุณหภูมิไว้ที่ 700–730°C แทนที่จะเป็น 750–780°C
- หลีกเลี่ยงการคนโดยไม่จำเป็น: การกวนแต่ละครั้งจะทำลายชั้นออกไซด์ที่ปกป้องพื้นผิว และสร้างพื้นผิวใหม่สำหรับการออกซิเดชัน ควรกวนเฉพาะเมื่อจำเป็นเพื่อปรับส่วนผสมหรือควบคุมอุณหภูมิให้สม่ำเสมอเท่านั้น
- ใช้การคลุมด้วยก๊าซเฉื่อย: สำหรับโลหะผสมที่มีมูลค่าสูง ให้คลุมเตาหลอมด้วยไนโตรเจนหรืออาร์กอนเพื่อไล่ออกซิเจนออกไป ซึ่งสามารถลดปริมาณตะกรันได้ 40–60%
- การแปรรูปหยาบ: ใช้เครื่องอัดกากหรือเตาหลอมเกลือแบบหมุนเพื่อกู้คืนอะลูมิเนียมโลหะได้ 60–80% จากกากที่เกิดขึ้น

เสาหลักที่ 2: การควบคุมความพรุนของไฮโดรเจน
รูพรุนจากไฮโดรเจนเป็นข้อบกพร่องภายในที่พบได้บ่อยที่สุดในชิ้นงานหล่ออะลูมิเนียม ไฮโดรเจนละลายได้ง่ายในอะลูมิเนียมหลอมเหลว (ความสามารถในการละลายประมาณ 0.65 cm³/100g ที่ 700°C) แต่แทบจะไม่ละลายในอะลูมิเนียมแข็ง (ความสามารถในการละลายประมาณ 0.036 cm³/100g ที่ 660°C) เมื่ออะลูมิเนียมแข็งตัว ไฮโดรเจนส่วนเกินจะก่อตัวเป็นฟองก๊าซซึ่งติดอยู่ภายในกลายเป็นรูพรุน ช่องว่างเหล่านี้ลดคุณสมบัติทางกล ทำให้เกิดการรั่วไหลในชิ้นงานหล่อที่ทนแรงดัน และทำให้เกิดฟองอากาศบนพื้นผิวระหว่างการอบชุบความร้อน
แหล่งกำเนิดไฮโดรเจน
- ไอน้ำ: แหล่งที่มาหลัก ได้แก่ อากาศชื้น เศษวัสดุเปียก ความชื้นในสารช่วยหลอม หรือวัสดุทนไฟชื้น
- การปนเปื้อนของไฮโดรคาร์บอน: น้ำมัน จาระเบา หรือสารตกค้างอินทรีย์ในค่าเศษเหล็ก
- ออกไซด์ไฮเดรต: อะลูมิเนียมไฮดรอกไซด์บนพื้นผิวเศษวัสดุจะปล่อยไอน้ำออกมาเมื่อได้รับความร้อน
วิธีการกำจัดก๊าซที่มีประสิทธิภาพ
| วิธี | การลดไฮโดรเจนทั่วไป | เหมาะสำหรับ | ข้อจำกัด |
|---|---|---|---|
| การไล่แก๊ส (N₂ หรือ Ar) ออกจากหัวฉีดผ่านหัวฉีดกราไฟต์ | ลดลง 40–60% | เตาหลอมขนาดเล็ก การผลิตแบบเป็นชุด | ไม่สม่ำเสมอ ขึ้นอยู่กับผู้ใช้งาน |
| การไล่แก๊สของใบพัดหมุน | ลดลง 70–90% | เตาหลอมขนาดกลางถึงขนาดใหญ่ การหล่อแบบต่อเนื่อง | ต้นทุนอุปกรณ์สูงขึ้น แต่ผลลัพธ์ยอดเยี่ยม |
| การไล่แก๊สแบบอินไลน์ (แบบหมุนหรือแบบปลั๊กพรุน) | ลดลง 75–90% | การหล่อแบบต่อเนื่องปริมาณสูง | ต้องใช้เงินลงทุนสูงและต้องมีระบบฟอกเงิน |
แนวปฏิบัติที่ดีที่สุดสำหรับการไล่แก๊สแบบโรตารี่: ใช้ก๊าซอาร์กอน (แนะนำ) หรือไนโตรเจนที่อัตราการไหล 10–20 ลิตร/นาที เป็นเวลา 10–20 นาที ขึ้นอยู่กับขนาดของโลหะหลอมเหลว รักษาความเร็วรอบของใบพัดไว้ที่ 300–500 รอบต่อนาที หลังจากไล่ก๊าซแล้ว ให้รอ 5–10 นาทีเพื่อให้ฟองอากาศลอยขึ้นและก๊าซไฮโดรเจนระเหยออกไปก่อนทำการหล่อ
การวัดไฮโดรเจนแบบออนไลน์
คุณไม่สามารถควบคุมสิ่งที่คุณวัดไม่ได้ ลงทุนซื้อเครื่องวิเคราะห์ไฮโดรเจนแบบออนไลน์ (เช่น ALSCAN, ALSPEK หรือการทดสอบความดันต่ำ) เพื่อตรวจสอบระดับไฮโดรเจนก่อนการหล่อ ระดับเป้าหมาย:
- อุตสาหกรรมการบินและอวกาศ/ยานยนต์ระดับพรีเมียม: <0.10 มล./100 กรัม Al
- ชิ้นส่วนหล่อขึ้นรูปทางวิศวกรรมทั่วไป: <0.15 มล./100 กรัม Al
- แท่งโลหะสำหรับหลอมใหม่: <0.20 มล./100 กรัม Al
หลักการข้อที่ 3: องค์ประกอบทางเคมีที่สม่ำเสมอ
การควบคุมปริมาณธาตุผสม (Si, Fe, Cu, Mn, Mg, Zn, Ti ฯลฯ) ให้ได้ตามข้อกำหนดโดยมีความผันแปรน้อยที่สุดนั้นมีความสำคัญอย่างยิ่งต่อการยอมรับของลูกค้าและกระบวนการผลิตขั้นต่อไป ความสม่ำเสมอต้องอาศัยการเติมส่วนผสมของโลหะผสมหลักอย่างแม่นยำและการบำบัดโลหะหลอมเหลวอย่างมีประสิทธิภาพ
แนวปฏิบัติที่ดีที่สุดสำหรับการเติมโลหะผสมหลัก
มาสเตอร์อัลลอยส์ (เช่น AlSi, AlCu, AlMn, AlTiB, AlSr) ให้การเติมธาตุผสมที่มีประสิทธิภาพและแม่นยำกว่าโลหะบริสุทธิ์ แนวทางปฏิบัติที่ดีที่สุด ได้แก่:
- อุ่นโลหะผสมหลักก่อนใช้งาน อุ่นให้ร้อนถึง 200–300°C ก่อนเติมสาร เพื่อหลีกเลี่ยงการเปลี่ยนแปลงอุณหภูมิอย่างฉับพลันและความชื้น
- เติมเมื่ออุณหภูมิเหมาะสม: อุณหภูมิที่เหมาะสมสำหรับโลหะผสมหลักส่วนใหญ่คือ 720–750°C อุณหภูมิที่สูงขึ้นจะเพิ่มการเกิดออกซิเดชัน ในขณะที่อุณหภูมิที่ต่ำลงจะช่วยชะลอการละลาย
- คนให้เข้ากันอย่างทั่วถึง หลังจากเติมสารแล้ว ให้ใช้เครื่องกวนเชิงกลหรือเครื่องกวนแม่เหล็กไฟฟ้ากวนต่ออีก 5-10 นาทีเพื่อให้ส่วนผสมเข้ากันอย่างทั่วถึง
- สุ่มตัวอย่างและตรวจสอบ ก่อนทำการหล่อ ให้เก็บตัวอย่างจากเตาหลอมอย่างน้อยสามจุด
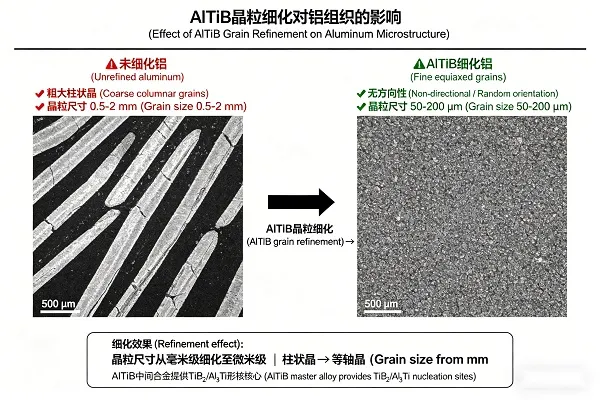
การปรับปรุงโครงสร้างผลึกด้วย AlTiB
โลหะผสมหลัก AlTiB (อะลูมิเนียม-ไทเทเนียม-โบรอน) เป็นมาตรฐานอุตสาหกรรมสำหรับการปรับปรุงโครงสร้างผลึกในโลหะผสมอะลูมิเนียม ผลึกละเอียดที่มีรูปร่างสมมาตรช่วยปรับปรุงการป้อนวัสดุ ลดการแตกร้าวขณะร้อน และเพิ่มคุณสมบัติทางกล อัตราการเติมโดยทั่วไป:
- AlTi5B1 (5% Ti, 1% B): 1–3 กก./ตัน สำหรับการใช้งานทั่วไป
- AlTi3B3 (3% Ti, 3% B): 0.5–1.5 กก./ตัน สำหรับความไวต่อโบรอนที่สูงขึ้น
- เติมระหว่างการหล่อ (ในสายการผลิต) หรือ 5-10 นาทีก่อนการหล่อ (ในเตาเผา)
- หลีกเลี่ยงการให้ความร้อนมากเกินไป — ไทเทเนียมหรือโบรอนที่มากเกินไปอาจทำให้เกิดสารประกอบโลหะระหว่างกันที่หยาบกร้านได้
การปรับปรุงโครงสร้างของซิลิคอนยูเทคติก (โลหะผสมอลูมิเนียม-ซิลิคอน)
สำหรับโลหะผสมหล่ออลูมิเนียม-ซิลิคอน (เช่น A356, A380) สตรอนเทียม (AlSr10) หรือการดัดแปลงโซเดียม กระบวนการนี้เปลี่ยนเกล็ดซิลิคอนหยาบและเปราะให้กลายเป็นซิลิคอนยูเทคติกเส้นใยละเอียด ช่วยเพิ่มความยืดหยุ่นได้อย่างมาก แนวทางปฏิบัติที่ดีที่สุด:
- การเติม AlSr10: 0.2–0.5 กก./ตัน (เป้าหมาย Sr 100–300 ppm)
- เติมหลังจากไล่แก๊สออกแล้ว (สตรอนเทียมสามารถทำปฏิกิริยากับแก๊สที่เกิดจากการไล่แก๊สได้)
- การไล่ระดับสีจะเกิดขึ้นภายใน 30-60 นาที — ควรเปลี่ยนผ้าหล่อทันทีหลังจากปรับแต่งเสร็จ
ขั้นตอนการทำงานแบบบูรณาการสำหรับการหลอมโลหะ
เพื่อให้ได้คุณภาพแท่งอลูมิเนียมที่สม่ำเสมอ ให้ปฏิบัติตามลำดับขั้นตอนที่ได้รับการพิสูจน์แล้วดังนี้:
- การเตรียมการแจ้งข้อกล่าวหา: เศษอลูมิเนียมและอลูมิเนียมบริสุทธิ์ที่แห้งและสะอาด กำจัดคราบน้ำมัน สี และสิ่งปนเปื้อนอินทรีย์ออกให้หมด
- การหลอมละลาย: ลดความร้อนสูงเกินไปให้น้อยที่สุด — จุดหลอมเหลวที่อุณหภูมิ 720–740°C หลีกเลี่ยงอุณหภูมิที่เกิน 760°C
- การเติมฟลักซ์คลุม: เติมสารช่วยหลอมเหลวประเภทเกลือ (3–5 กก./ตัน) ทันทีหลังจากหลอมเสร็จ เพื่อป้องกันการเกิดออกซิเดชัน
- การผสมโลหะ: เติมโลหะผสมหลัก (AlSi, AlCu, AlMn เป็นต้น) ที่อุณหภูมิ 730–750°C พร้อมคนให้เข้ากันอย่างทั่วถึง
- การสุ่มตัวอย่างและการวิเคราะห์: ตรวจสอบส่วนประกอบ ปรับเปลี่ยนหากจำเป็น
- การไล่แก๊ส: ไล่แก๊สด้วยเครื่องหมุนเหวี่ยงโดยใช้ก๊าซอาร์กอนเป็นเวลา 10-20 นาที จากนั้นวัดปริมาณไฮโดรเจน
- การขัดเกลาเมล็ดธัญพืช: เติม AlTiB (1–2 กก./ตัน) ภายใน 10 นาทีหลังจากหล่อเสร็จ
- การดัดแปลง (หากเป็นโลหะผสม Al-Si): เติม AlSr10 (0.2–0.5 กก./ตัน) หลังจากไล่แก๊สออกแล้ว และหล่อภายใน 30 นาที
- การตรวจสอบครั้งสุดท้าย: กำจัดสิ่งเจือปนออกทันทีก่อนทำการหล่อ
- การคัดเลือกนักแสดง: รักษาอุณหภูมิและอัตราการเทให้คงที่
ข้อบกพร่องทั่วไปและวิธีแก้ไข
| ข้อบกพร่อง | การบ่งชี้ทางสายตา/ประสาทสัมผัส | สาเหตุหลัก | การดำเนินการแก้ไข |
|---|---|---|---|
| กากออกไซด์ (มากเกินไป) | ชั้นตะกอนแห้งหนา อัตราการฟื้นตัวต่ำ | อุณหภูมิสูง สัมผัสกับอากาศ ไม่มีฟลักซ์ปกคลุม | ลดอุณหภูมิ เพิ่มฟลักซ์คลุม และใช้ก๊าซเฉื่อยคลุม |
| ความพรุนของไฮโดรเจน | รูเล็กๆ บนพื้นผิวรอยแตกหรือภาพถ่ายรังสี | เศษโลหะเปียก บรรยากาศชื้น การระบายก๊าซไม่เพียงพอ | อุ่นเศษโลหะก่อนใช้งาน ใช้ฟลักซ์แห้ง ไล่แก๊สด้วยอาร์กอนแบบหมุน และวัดปริมาณไฮโดรเจนแบบออนไลน์ |
| โครงสร้างเม็ดหยาบ | เม็ดผลึกทรงเสาขนาดใหญ่บนพื้นผิวที่ถูกกัดกร่อน | ไม่มีการปรับปรุงโครงสร้างผลึก อัตราการเย็นตัวต่ำ | เติมโลหะผสมหลัก AlTiB (1–2 กก./ตัน) |
| การเกิดตุ่มพองที่ผิว | ตุ่มพองหลังการอบด้วยความร้อน | ไฮโดรเจนที่ละลายจะขยายตัวระหว่างการบำบัดด้วยสารละลาย | ลดปริมาณไฮโดรเจนก่อนการหล่อ ตรวจสอบด้วยการทดสอบภายใต้ความดันต่ำ |
| ส่วนประกอบไม่ได้มาตรฐาน | เคมีภัณฑ์นอกเหนือขอบเขตของลูกค้า | การผสมที่ไม่ดี การเติมโลหะผสมหลักที่ไม่ถูกต้อง การแยกตัว | ปรับปรุงการกวนให้ดีขึ้น ใช้โลหะผสมหลักที่อุ่นไว้ก่อน ตรวจสอบด้วยเครื่องสเปกโทรเมตร |
ตัวอย่างกรณีศึกษา: การเพิ่มผลผลิตจาก 88% เป็น 95%
โรงถลุงอะลูมิเนียมรองที่ผลิตแท่งโลหะผสม A356 จำนวน 40,000 ตันต่อปี มีอัตราผลผลิตจากการหลอม 88% โดยสูญเสียไป 12% จากกากและปัจจัยอื่นๆ หลังจากดำเนินการตามโครงการปรับปรุงอย่างครอบคลุม ซึ่งรวมถึง:
- ปริมาณการใช้สารช่วยการปกคลุมดินด้วยเกลือเพิ่มขึ้นจาก 2 กิโลกรัมต่อตัน เป็น 6 กิโลกรัมต่อตัน
- ลดอุณหภูมิเตาจาก 760°C เหลือ 720°C (อุณหภูมิคงที่)
- การไล่แก๊สแบบหมุนได้เข้ามาแทนที่การไล่แก๊สแบบใช้หัวฉีด
- การปรับขนาดเกรนของ AlTiB ได้มาตรฐาน
- การอัดตะกอนถูกนำมาใช้เพื่อกู้คืนโลหะจากตะกอน
ผลลัพธ์หลังจากหกเดือน:
- ผลผลิตจากการหลอมเพิ่มขึ้นจาก 88% เป็น 94.5% (เพิ่มขึ้น 6.5%)
- ปริมาณโลหะที่สามารถจำหน่ายได้เพิ่มเติมต่อปี: 2,600 ตัน
- อัตราการปฏิเสธสินค้าเนื่องจากความพรุนลดลงจาก 4.2% เหลือ 0.7%
- ประหยัดได้ปีละ 4.5 ล้านดอลลาร์สหรัฐฯ ตามราคาอะลูมิเนียมในปัจจุบัน
- ระยะเวลาคืนทุนสำหรับเครื่องกำจัดก๊าซและเครื่องอัดกาก: 8 เดือน
การเพิ่มผลผลิตและคุณภาพสูงสุดในการผลิตแท่งอลูมิเนียมจำเป็นต้องให้ความสำคัญอย่างเป็นระบบกับการลดสิ่งเจือปน การควบคุมไฮโดรเจน และความสม่ำเสมอขององค์ประกอบ โดยการนำแนวทางปฏิบัติที่ดีที่สุดที่ระบุไว้ในที่นี้ไปใช้ — การใช้ฟลักซ์คลุม การลดอุณหภูมิ การกำจัดก๊าซอย่างมีประสิทธิภาพ ความแม่นยำของโลหะผสมหลัก และการปรับขนาดเกรน — โรงงานหลอมอลูมิเนียมสามารถลดการสูญเสียโลหะ กำจัดข้อบกพร่องที่เป็นรูพรุน และส่งมอบแท่งโลหะที่ตรงตามข้อกำหนดที่เข้มงวดที่สุดได้ Bright Alloys เป็นผู้จัดจำหน่าย โลหะผสมหลักของอะลูมิเนียม (AlSi, AlCu, AlMn, AlTiB, AlSr10, AlB), สารปรับขนาดเกรน และสารช่วยไล่แก๊ส เพื่อสนับสนุนทุกแง่มุมของการผลิตแท่งอลูมิเนียมคุณภาพสูง