ซิลิคอนเป็นธาตุผสมที่สำคัญที่สุดในโลหะผสมอะลูมิเนียมหล่อ มากกว่า 85% ของชิ้นส่วนหล่ออะลูมิเนียมทั้งหมดผลิตจากโลหะผสม Al-Si ตั้งแต่ล้อรถยนต์ A356 ไปจนถึงบล็อกเครื่องยนต์ A380 ความโดดเด่นนี้ไม่ใช่เรื่องบังเอิญ: ซิลิคอนช่วยปรับปรุงประสิทธิภาพการหล่อได้อย่างมาก พร้อมทั้งให้ความแข็งแรง ความเหนียว และความต้านทานการกัดกร่อนที่ยอดเยี่ยม
บทความนี้อธิบายว่าปริมาณซิลิคอนส่งผลต่อพฤติกรรมของอะลูมิเนียมแท่งในระหว่างการหล่อและคุณสมบัติทางกายภาพของชิ้นส่วนสำเร็จรูปอย่างไร ไม่ว่าคุณจะระบุอะลูมิเนียมแท่งสำหรับการหล่อทราย แม่พิมพ์ถาวร หรือการหล่อตายแรงดันสูง การเข้าใจบทบาทของซิลิคอนเป็นสิ่งจำเป็นสำหรับการควบคุมคุณภาพและต้นทุน
ทำไมต้องซิลิคอน? เหตุผลทางโลหะวิทยา
ซิลิคอนถูกเติมลงในโลหะผสมอะลูมิเนียมหล่อด้วยเหตุผลพื้นฐานหลายประการ:
- ความสามารถในการหล่อที่ดีเยี่ยม: ซิลิคอนช่วยเพิ่มความสามารถในการไหลได้อย่างมาก ทำให้โลหะหลอมเหลวสามารถเติมเต็มส่วนที่บางและรูปทรงแม่พิมพ์ที่ซับซ้อน
- การหดตัวต่ำ: โลหะผสม Al-Si มีช่วงการแข็งตัวที่แคบ (โดยเฉพาะใกล้กับองค์ประกอบยูเทกติก) ลดการแตกร้าวเนื่องจากความร้อนและความพรุนจากการหดตัว
- น้ำหนักเบา: ซิลิคอน (ความหนาแน่น 2.33 g/cm³) เบากว่าอะลูมิเนียม (2.70 g/cm³) ดังนั้นปริมาณซิลิคอนที่สูงขึ้นจะช่วยลดน้ำหนักของชิ้นงานหล่อ
- สมบัติเชิงกลที่ดี: อนุภาคซิลิคอนช่วยเสริมความแข็งแรงให้กับโลหะผสมในขณะที่ยังคงความเหนียว (โดยเฉพาะเมื่อผ่านการปรับสภาพ)
- ความต้านทานการกัดกร่อนที่ดีเยี่ยม: ซิลิคอนช่วยปรับปรุงพฤติกรรมการเกิดฟิล์มป้องกัน
- การขยายตัวทางความร้อนต่ำ: โลหะผสมที่มีซิลิคอนสูงมีค่าสัมประสิทธิ์การขยายตัวทางความร้อนต่ำ เหมาะสำหรับชิ้นส่วนที่มีความเที่ยงตรงสูง
แหล่งที่มา: ซิลิคอนโลหะความบริสุทธิ์สูงสำหรับการผสม
คุณภาพของโลหะผสมอะลูมิเนียม-ซิลิคอนสำหรับหล่อเริ่มต้นจากซิลิคอนโลหะที่ใช้เป็นธาตุผสม สำหรับชิ้นงานหล่ออะลูมิเนียมระดับพรีเมียม ซิลิคอนโลหะความบริสุทธิ์สูง เป็นสิ่งจำเป็นเพื่อหลีกเลี่ยงการนำสิ่งเจือปนที่ไม่ต้องการเข้ามาซึ่งอาจลดทอนสมบัติเชิงกลและความสามารถในการหล่อ Bright Alloys จัดหาซิลิคอนโลหะเกรดต่างๆ ครบวงจรที่เหมาะสมสำหรับการผลิตโลหะผสมอะลูมิเนียม:
- ซิลิคอนโลหะเกรด 97 (Si ขั้นต่ำ 97%) — ตัวเลือกที่ประหยัดสำหรับโลหะผสมอะลูมิเนียมหล่อทั่วไปที่ไม่ต้องการความบริสุทธิ์สูงสุด
- ซิลิคอนโลหะเกรด 331 (Si 99.3%) — เกรดมาตรฐานสำหรับโลหะผสมอะลูมิเนียม-ซิลิคอนหล่อส่วนใหญ่ สร้างสมดุลระหว่างความบริสุทธิ์และต้นทุน
- ซิลิคอนโลหะเกรด 441 (Si 99.1%, Fe, Al, Ca ต่ำ) — เหมาะสำหรับชิ้นงานหล่อระดับพรีเมียมที่ต้องการเคมีที่สม่ำเสมอและปริมาณเหล็กต่ำ
- ซิลิคอนโลหะเกรด 553 (Si 98.5%) — ใช้กันอย่างแพร่หลายสำหรับโลหะผสมโรงหล่อมาตรฐาน ให้ความคุ้มค่าสำหรับการผลิตปริมาณมาก
- ซิลิคอนโลหะเกรด 1101 (Si 99.7%, สิ่งเจือปนต่ำมาก) — สำหรับชิ้นงานหล่ออากาศยานและสมรรถนะสูงที่ต้องการความบริสุทธิ์และความสม่ำเสมอสูงสุด
การเลือกเกรดซิลิคอนโลหะส่งผลโดยตรงต่อระดับสิ่งเจือปนของโลหะผสมขั้นสุดท้าย โดยเฉพาะเหล็ก แคลเซียม และอะลูมิเนียม ซึ่งส่งผลต่อความสามารถในการไหลของงานหล่อ การตอบสนองต่อการอโนไดซ์ และสมบัติเชิงกล
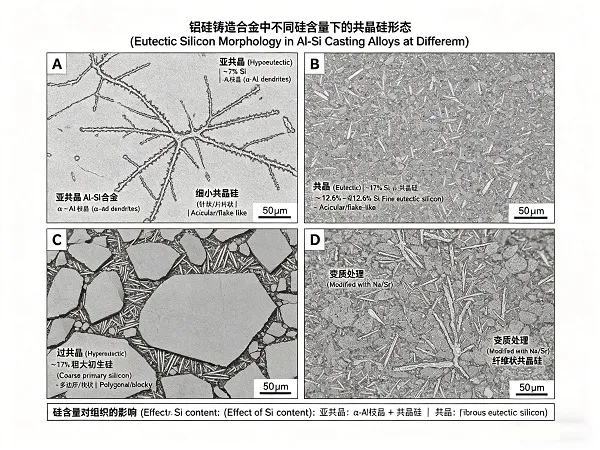
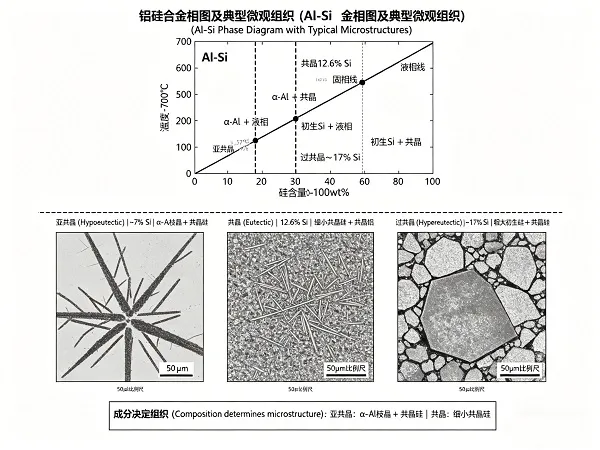
แผนภาพเฟส Al-Si: ไฮโปยูเทกติก ยูเทกติก และไฮเปอร์ยูเทกติก
แผนภาพเฟสอะลูมิเนียม-ซิลิคอนเป็นพื้นฐานสำหรับการทำความเข้าใจโลหะผสมเหล่านี้ จุดเด่นคือ จุดยูเทกติกที่ปริมาณซิลิคอน 12.6% และอุณหภูมิ 577°C.
โลหะผสมไฮโปยูเทกติก (< 12.6% Si)
ตัวอย่าง: A356 (7% Si), A357 (7% Si), A319 (6% Si), A356.2 (7% Si)
โครงสร้างจุลภาค: เดนไดรต์อะลูมิเนียมปฐมภูมิ + ยูเทกติก Al-Si ในบริเวณระหว่างเดนไดรต์
ลักษณะเฉพาะ: มีความเหนียวดี มีความแข็งแรงและการยืดตัวที่ยอดเยี่ยม ใช้กันอย่างแพร่หลายสำหรับชิ้นงานหล่อโครงสร้างที่ต้องการความทนทานต่อแรงดันและสมบัติความล้าที่ดี การปรับสภาพด้วยสตรอนเชียมหรือโซเดียมเป็นแนวทางปฏิบัติมาตรฐานเพื่อเปลี่ยนเกล็ดซิลิคอนรูปเข็มให้เป็นโครงสร้างเส้นใย ช่วยเพิ่มความเหนียวได้ 2-3 เท่า
โลหะผสมยูเทกติก (12.6% Si)
ตัวอย่าง: A413 (12% Si), LM6 (12% Si)
โครงสร้างจุลภาค: ยูเทกติกเต็มรูปแบบ — ส่วนผสมละเอียดของอะลูมิเนียมและซิลิคอน
ลักษณะเฉพาะ: ความสามารถในการไหลสูงสุด การหดตัวน้อยที่สุด ความทนทานต่อแรงดันที่ดีเยี่ยม ความต้านทานการกัดกร่อนที่ดี ความสามารถในการหล่อที่ดีที่สุดในบรรดาโลหะผสม Al-Si ทั้งหมด มีความแข็งแรงและความเหนียวปานกลาง (ปรับปรุงได้ด้วยการปรับสภาพ) เหมาะสำหรับชิ้นงานหล่อผนังบางที่ซับซ้อน ชิ้นส่วนไฮดรอลิก และชิ้นงานหล่อตายที่มีรายละเอียดซับซ้อน
โลหะผสมไฮเปอร์ยูเทกติก (> 12.6% Si)
ตัวอย่าง: A390 (17% Si), A390.1 (17-18% Si), A391 (19% Si)
โครงสร้างจุลภาค: ผลึกซิลิคอนปฐมภูมิ + ยูเทกติก Al-Si
ลักษณะเฉพาะ: การขยายตัวทางความร้อนต่ำมาก (17-19 ppm/°C) ความต้านทานการสึกหรอที่ดีเยี่ยม ความแข็งสูง ความแข็งแรงที่อุณหภูมิสูงดี อนุภาคซิลิคอนปฐมภูมิทำหน้าที่เป็นเฟสแข็งที่ทนทานต่อการสึกหรอ ต้องใช้กระบวนการพิเศษ (การกระตุ้นด้วยฟอสฟอรัส) เพื่อปรับแต่งผลึกซิลิคอนปฐมภูมิ ท้าทายในการตัดเฉือน (ต้องใช้เครื่องมือเพชร) ใช้สำหรับบล็อกเครื่องยนต์ ลูกสูบ ปลอกสูบ และชิ้นส่วนที่ทนทานต่อการสึกหรอ
ผลกระทบต่อประสิทธิภาพการหล่อ
ความสามารถในการไหล (การไหลของโลหะหลอมเหลว)
ความสามารถในการไหลจะเพิ่มขึ้นตามปริมาณซิลิคอนจนถึงจุดยูเทกติก จากนั้นจะลดลง ที่ 0% Si อะลูมิเนียมมีความสามารถในการไหลต่ำ ที่ 7% Si (A356) ความสามารถในการไหลดีขึ้นประมาณ 50% เมื่อเทียบกับอะลูมิเนียมบริสุทธิ์ ที่ 12% Si (A413) ความสามารถในการไหลถึงจุดสูงสุด — ดีกว่าอะลูมิเนียมบริสุทธิ์ประมาณ 100% นี่คือสาเหตุที่การหล่อแบบตายตัวแบบผนังบาง (ส่วนหนา 1-2 มม.) มักใช้โลหะผสมใกล้ยูเทกติก
ความไวต่อการแตกร้าวร้อน (การแตกร้าว)
การแตกร้าวร้อนเกิดขึ้นเมื่อโลหะที่แข็งตัวไม่สามารถรองรับความเค้นจากการหดตัวได้ ช่วงการแข็งตัวที่แคบของโลหะผสมยูเทกติก (เพียง ~5°C) ช่วยลดการแตกร้าวร้อนได้น้อยที่สุด โลหะผสมไฮโปยูเทกติกที่มี Si 5-9% มีความไวต่อการแตกร้าวร้อนปานกลาง โลหะผสมที่มี Si ต่ำกว่า 3% (เช่น ซีรีส์ 2xxx) มีความไวสูงและไม่ค่อยถูกหล่อด้วยทรายหรือแม่พิมพ์ถาวร
การหดตัวและการป้อน
การหดตัวทั้งหมดจากการแข็งตัวจะลดลงเมื่อปริมาณซิลิคอนเพิ่มขึ้น: อะลูมิเนียมบริสุทธิ์: ~6.6% การหดตัวเชิงปริมาตร A356 (7% Si): ~4.5% การหดตัว A413 (12% Si): ~3.8% การหดตัว A390 (17% Si): ~3.0% การหดตัว การหดตัวที่น้อยลงหมายถึงรางป้อนที่เล็กลง ผลผลิตที่สูงขึ้น และความพรุนน้อยลง
ผลกระทบต่อคุณสมบัติทางกายภาพและทางกล
| คุณสมบัติ | Si ต่ำ (<5%) | Si ปานกลาง (5-9%) | Si สูง (12-18%) | นัยเชิงปฏิบัติ |
|---|---|---|---|---|
| ความต้านทานแรงดึง (สภาพหล่อ) | ต่ำ (~120-150 MPa) | ดี (~180-240 MPa) | ปานกลาง (~150-200 MPa) | ไฮโปยูเทกติกให้ความแข็งแรงดีที่สุดหลังการอบชุบ (A356-T6: UTS 310 MPa) |
| การยืดตัว (ความเหนียว) | สูง (~10-15%) | ดี (~5-12%) | ต่ำ (~1-3%) | Si ที่สูงขึ้นจะลดความเหนียว การปรับสภาพช่วยฟื้นฟูความเหนียวบางส่วนในโลหะผสมไฮโปยูเทกติก |
| ความแข็ง (บริเนลล์) | ต่ำ (~30-40 HB) | ปานกลาง (~60-90 HB) | สูง (~100-150 HB) | โลหะผสมไฮเปอร์ยูเทกติกดีเยี่ยมสำหรับงานที่ต้องการความทนทานต่อการสึกหรอ |
| ความหนาแน่น (g/cm³) | 2.70-2.71 | 2.67-2.69 | 2.62-2.66 | การประหยัดน้ำหนัก 1-3% จากโลหะผสมยูเทกติก (การใช้ เกรด 441 หรือ ซิลิคอนโลหะ 553 ที่มีความบริสุทธิ์สูงขึ้นช่วยรักษาระดับสิ่งเจือปนให้ต่ำในขณะที่ได้รับประโยชน์ด้านความหนาแน่นเหล่านี้) |
| สัมประสิทธิ์การขยายตัวทางความร้อน (10⁻⁶/°C) | 23-24 | 21-22 | 17-19 | Si สูงช่วยลดการขยายตัวทางความร้อน — สำคัญสำหรับลูกสูบและชิ้นส่วนที่มีความเที่ยงตรงสูง |
| การนำความร้อน (W/m·K) | ~200 | ~150-170 | ~120-140 | การนำความร้อนต่ำลงเมื่อ Si สูงขึ้น — ยอมรับได้สำหรับการหล่อส่วนใหญ่ แต่ควรพิจารณาสำหรับเครื่องแลกเปลี่ยนความร้อน |
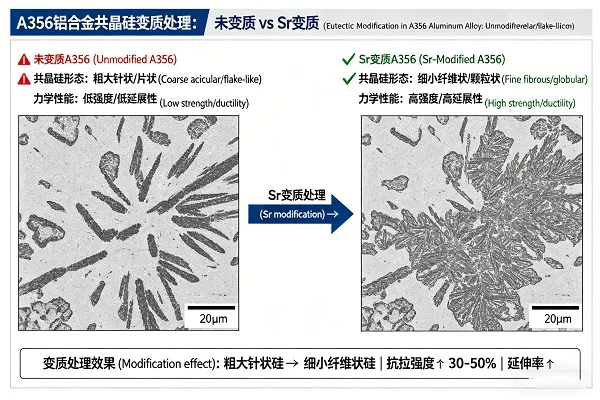
สัณฐานวิทยาของซิลิคอน: สภาพหล่อเทียบกับแบบปรับสภาพ
รูปร่างของอนุภาคซิลิคอนส่งผลกระทบอย่างมากต่อคุณสมบัติทางกล ในโลหะผสมไฮโปยูเทกติกที่ไม่ผ่านการปรับสภาพ ซิลิคอนจะก่อตัวเป็นแผ่นหยาบคล้ายเข็มซึ่งทำหน้าที่เป็นจุดรวมความเค้น จำกัดความเหนียวให้ยืดตัวได้เพียง 2-4%
การปรับสภาพ (การเติม Sr หรือ Na 0.005-0.03%) จะเปลี่ยนซิลิคอนรูปเข็มให้เป็นเส้นใยละเอียด ผลลัพธ์: การยืดตัวเพิ่มขึ้นจาก 3% เป็น 10-12% (A356) ความต้านทานแรงดึงเพิ่มขึ้น 15-25% อายุความล้าเพิ่มขึ้น 2-5 เท่า ความทนทานต่อการแตกหักเพิ่มขึ้นเป็นสองเท่า ด้วยเหตุนี้ โลหะผสมหล่อ Al-Si แบบไฮโปยูเทกติกเกือบทั้งหมดจึงถูกปรับสภาพในโรงหล่อสมัยใหม่ ประสิทธิผลของการปรับสภาพขึ้นอยู่กับความบริสุทธิ์ของแหล่งซิลิคอนบางส่วน — ซิลิคอนโลหะเกรด 1101 (99.7% Si) ช่วยลดสิ่งเจือปนที่รบกวนซึ่งอาจเป็นพิษต่อปฏิกิริยาการปรับสภาพ
โลหะผสมหล่ออะลูมิเนียม-ซิลิคอนทั่วไป
| โลหะผสม | Si (%) | ประเภท | การใช้งานทั่วไป | คุณสมบัติหลัก |
|---|---|---|---|---|
| A356 / A356.2 | 6.5-7.5% | ไฮโปยูเทกติก | ล้อรถยนต์, ชิ้นส่วนระบบกันสะเทือน, ชิ้นส่วนโครงสร้าง, อุปกรณ์การบินและอวกาศ | อัตราส่วนความแข็งแรงต่อน้ำหนักที่ดีเยี่ยมหลังการอบชุบ T6 (UTS 310 MPa, การยืดตัว 10%) โลหะผสมหล่ออเนกประสงค์ที่ดีที่สุด ต้องปรับสภาพด้วย Sr ผลลัพธ์ที่ดีที่สุดด้วย เกรด 441 หรือ ซิลิคอนโลหะ 331. |
| A357 | 6.5-7.5% | ไฮโปยูเทกติก | ชิ้นส่วนหล่อการบินและอวกาศ, ยานยนต์สมรรถนะสูง, ชิ้นส่วนทางทหาร | A356 ที่มี Mg สูงกว่า (0.5-0.7%) เพื่อความแข็งแรงสูงขึ้นหลังการอบชุบ (UTS 345 MPa) โลหะผสมระดับพรีเมียม ต้องใช้ ซิลิคอนโลหะเกรด 1101 ที่มีความบริสุทธิ์สูงเพื่อการรับรองด้านการบินและอวกาศ |
| A319 | 5.5-6.5% | ไฮโปยูเทกติก | ฝาสูบเครื่องยนต์, ท่อร่วมไอดี, เกียร์อัตโนมัติ, ปั๊ม | ความแข็งแรงที่ดีที่อุณหภูมิสูง, ความทนทานต่อแรงดันที่ดีเยี่ยม, ความสามารถในการตัดเฉือนที่ดี มี Cu (3-4%) เพื่อความแข็งแรง |
| A380 | 7.5-9.5% | ไฮโปยูเทกติก (ใกล้ยูเทกติก) | การหล่อแบบตายตัว — ตัวเรือนอิเล็กทรอนิกส์, ตัวเครื่องมือไฟฟ้า, ขายึดยานยนต์, ชิ้นส่วนเครื่องใช้ไฟฟ้า | โลหะผสมหล่อตายตัวที่ดีที่สุด: ความสามารถในการไหลที่ดีเยี่ยม, ความแข็งแรงดี, ความต้านทานการกัดกร่อนดี 80% ของการหล่ออะลูมิเนียมแบบตายตัวคือ A380 |
| A413 | 11-13% | ยูเทกติก / ใกล้ยูเทกติก | การหล่อแบบตายตัวผนังบาง, ชิ้นส่วนไฮดรอลิก, รูปทรงที่ซับซ้อน, ชิ้นส่วนที่ต้องการความทนทานต่อแรงดัน | ความสามารถในการไหลสูงสุด, ความทนทานต่อแรงดันที่ดีเยี่ยม, การหดตัวน้อยที่สุด ความแข็งแรงต่ำกว่า A356 แต่ความสามารถในการหล่อเหนือกว่า |
| A390 | 16-18% | ไฮเปอร์ยูเทกติก | บล็อกเครื่องยนต์ (บางรุ่น), ลูกสูบ, ปลอกสูบ, ชิ้นส่วนคอมเพรสเซอร์, แหวนรองรับการสึกหรอ | ความต้านทานการสึกหรอสูงมาก, การขยายตัวทางความร้อนต่ำ, ความแข็งสูง ต้องมีการจัดการพิเศษ (การเติม P, เครื่องมือเพชร) เกรด 97 หรือ ซิลิคอนโลหะ 553 มักใช้สำหรับโลหะผสมซิลิคอนสูงเหล่านี้ |
ผลกระทบของซิลิคอนต่อกระบวนการแปรรูปขั้นที่สอง
ความสามารถในการอบชุบด้วยความร้อน
โลหะผสมไฮโปยูเทกติก (A356, A357) ตอบสนองต่อการอบชุบ T5, T6 และ T7 ได้ดีเยี่ยม การอบละลายจะละลายตะกอน Mg₂Si ตามด้วยการบ่มเพื่อสร้างตะกอนเสริมความแข็งแรงละเอียด โลหะผสมยูเทกติก (A413) แสดงการตอบสนองต่อการอบชุบด้วยความร้อนน้อยที่สุด (ไม่มี Mg) โดยทั่วไปแล้วโลหะผสมไฮเปอร์ยูเทกติกจะใช้ในสภาพหล่อ (T1) หรือมีการบ่มอย่างจำกัด
ความสามารถในการตัดเฉือน
Si ต่ำ (<5%): เหนียว, การเกิดเศษโลหะไม่ดี, ขอบคมสะสม Si ปานกลาง (5-9%): ความสามารถในการตัดเฉือนที่ดีด้วยเครื่องมือที่เหมาะสม Si สูง (12-18%): มีฤทธิ์กัดกร่อน, ต้องใช้เครื่องมือคาร์ไบด์หรือเพชร แต่ให้ผิวสำเร็จที่ดีเยี่ยม โลหะผสมไฮเปอร์ยูเทกติก (A390) เป็นหนึ่งในโลหะผสมอะลูมิเนียมที่มีฤทธิ์กัดกร่อนมากที่สุด แต่สามารถขัดเงาให้มีผิวเหมือนกระจกได้ ปริมาณเหล็กในซิลิคอนโลหะ (ต่ำกว่าใน เกรด 441 และ 331) ส่งผลกระทบอย่างมีนัยสำคัญต่ออายุการใช้งานของเครื่องมือระหว่างการตัดเฉือน
ความสามารถในการเชื่อม
ลดลงเมื่อปริมาณซิลิคอนเพิ่มขึ้น A356/A357 มีความสามารถในการเชื่อมที่ดี (GTAW, GMAW) A380/A413 มีความสามารถในการเชื่อมไม่ดีเนื่องจากมีปริมาณซิลิคอนและทองแดงสูง — ไม่แนะนำสำหรับการเชื่อมโครงสร้าง
คู่มือการเลือกโลหะผสมเชิงปฏิบัติ
ใช้กรอบการตัดสินใจนี้เพื่อเลือกโลหะผสมหล่อ Al-Si ที่เหมาะสมที่สุดสำหรับการใช้งานของคุณ:
- ต้องการความเหนียวและความแข็งแรงสูงสุดหลังการอบชุบด้วยความร้อนหรือไม่? → A356 หรือ A357 (6.5-7.5% Si) พร้อมการอบชุบ T6 ระบุ เกรด 441 หรือ ซิลิคอนโลหะ 331 เพื่อผลลัพธ์ที่ดีที่สุด
- ต้องการการหล่อแบบตายตัวผนังบางที่ซับซ้อนพร้อมคุณสมบัติสภาพหล่อที่ดีหรือไม่? → A380 (8-9% Si) สำหรับการหล่อแบบตายตัวทั่วไป; A413 (11-13% Si) สำหรับผนังบางมาก ซิลิคอนโลหะเกรด 553 เป็นตัวเลือกมาตรฐาน
- ต้องการความต้านทานการสึกหรอและการขยายตัวทางความร้อนต่ำหรือไม่? → A390 (16-18% Si) แบบไฮเปอร์ยูเทกติก ซิลิคอนโลหะเกรด 97 นำเสนอแหล่งซิลิคอนที่ประหยัดสำหรับโลหะผสมซิลิคอนสูงเหล่านี้
- ต้องการความแข็งแรงที่อุณหภูมิสูง (งานเครื่องยนต์) หรือไม่? → A319 (5.5-6.5% Si) พร้อมการเติม Cu
- ต้องการความทนทานต่อแรงดันสำหรับชิ้นส่วนไฮดรอลิกหรือไม่? → A413 (ยูเทกติก) หรือ A356 (พร้อมการป้อนอย่างระมัดระวัง)
- ต้องการการรับรองระดับการบินและอวกาศที่มีความบริสุทธิ์สูงสุดหรือไม่? → A357 พร้อม ซิลิคอนโลหะเกรด 1101 (99.7% Si, สิ่งเจือปนต่ำพิเศษ)
ตัวอย่างกรณีศึกษา: การเลือกโลหะผสมล้อรถยนต์
ผู้ผลิตล้ออะลูมิเนียมหล่อสำหรับรถยนต์รายหนึ่งประเมินโลหะผสมสามชนิดที่ผ่านการคัดเลือก: A380 (9% Si), A356 (7% Si) และ A413 (12% Si) ข้อกำหนด: ความแข็งแรงสูงเพื่อความปลอดภัย, ความเหนียวที่ดีเพื่อความต้านทานแรงกระแทก, ผิวสำเร็จที่ดีเยี่ยมเพื่อความสวยงาม, และความสามารถในการหล่อซี่ล้อบาง (ส่วนหนา 5 มม.) ผลลัพธ์: A380 ให้ความสามารถในการหล่อที่ดีแต่ความเหนียวจำกัด (การยืดตัว 3-5%) และการตอบสนองต่อการอบชุบด้วยความร้อนไม่ดี A413 ให้ความสามารถในการหล่อที่ดีเยี่ยมแต่ความแข็งแรงต่ำกว่า (UTS 200 MPa) A356 ที่มีการปรับสภาพด้วย Sr และการอบชุบ T6 ให้ UTS 310 MPa, การยืดตัว 10%, และความสามารถในการหล่อที่ยอมรับได้ด้วยระบบป้อนที่เหมาะสม โรงหล่อระบุ ซิลิคอนโลหะเกรด 441 สำหรับปริมาณเหล็กต่ำที่สม่ำเสมอ ซึ่งช่วยเพิ่มความเหนียวและความสม่ำเสมอในการอโนไดซ์ เลือก A356 — แสดงให้เห็นว่าความสามารถในการหล่อที่ดีที่สุดไม่ได้ชนะเสมอไป ข้อกำหนดด้านคุณสมบัติเป็นตัวขับเคลื่อนการเลือก และคุณภาพของซิลิคอนโลหะช่วยให้คุณสมบัติเหล่านั้นเกิดขึ้นได้โดยตรง
ปริมาณซิลิคอนเป็นตัวแปรที่สำคัญที่สุดในการออกแบบโลหะผสมหล่ออะลูมิเนียม ตั้งแต่ A356 แบบไฮโปยูเทกติกสำหรับชิ้นส่วนโครงสร้าง ไปจนถึง A413 แบบยูเทกติกสำหรับการหล่อแบบตายตัวผนังบาง ไปจนถึง A390 แบบไฮเปอร์ยูเทกติกสำหรับชิ้นส่วนที่ทนต่อการสึกหรอ ซิลิคอนควบคุมความสามารถในการไหล ความต้านทานการแตกร้าวร้อน การหดตัว คุณสมบัติทางกล และพฤติกรรมการแปรรูปขั้นที่สอง ด้วยการทำความเข้าใจแผนภาพเฟส Al-Si และการแลกเปลี่ยนที่เกี่ยวข้องกับระดับซิลิคอนที่แตกต่างกัน โรงหล่อและผู้ซื้อชิ้นงานหล่อสามารถเลือกโลหะผสมที่เหมาะสมที่สุดสำหรับแต่ละการใช้งาน — สร้างสมดุลระหว่างความสามารถในการหล่อ ต้นทุน และประสิทธิภาพของชิ้นส่วนสุดท้าย รากฐานของชิ้นงานหล่ออะลูมิเนียม-ซิลิคอนคุณภาพทุกชิ้นคือซิลิคอนโลหะที่มีความบริสุทธิ์สูง Bright Alloys จัดหา เกรดซิลิคอนโลหะ — เกรด 97, 331, 441, 553, และ 1101 ครบวงจร — พร้อมองค์ประกอบทางเคมีที่ผ่านการรับรองเพื่อตอบสนองข้อกำหนดที่เข้มงวดของโรงหล่ออะลูมิเนียมทั่วโลก