ข้อบกพร่องในการหล่อทำให้โรงหล่อสูญเสียเงินหลายล้านดอลลาร์ต่อปีจากเศษเหล็ก งานซ่อม และการคืนสินค้าของลูกค้า อย่างไรก็ตาม ข้อบกพร่องหลายอย่างมีลักษณะคล้ายกัน—รูพรุนอาจเลียนแบบการหดตัว และสิ่งเจือปนอาจถูกเข้าใจผิดว่าเป็นรูแก๊ส การแก้ไขปัญหาที่มีประสิทธิภาพต้องใช้แนวทางที่เป็นระบบ: ระบุข้อบกพร่องด้วยสายตา ติดตามไปยังสาเหตุที่แท้จริง จากนั้นดำเนินการแก้ไขตามเป้าหมาย.
คู่มือปฏิบัติเล่มนี้เน้นที่ข้อบกพร่องสามกลุ่มที่พบบ่อยที่สุด — รูพรุน การหดตัว และสิ่งเจือปน — โดยให้ลักษณะทางสายตา การวิเคราะห์สาเหตุที่แท้จริง และมาตรการแก้ไขที่พิสูจน์แล้วสำหรับงานหล่อเหล็กและเหล็กกล้า
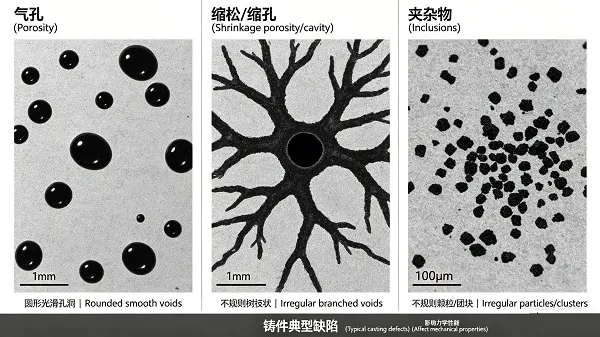
กลุ่มข้อบกพร่อง #1: รูพรุน (ที่เกี่ยวข้องกับแก๊ส)
รูพรุนหมายถึงโพรงที่เกิดจากการวิวัฒนาการของแก๊สระหว่างการแข็งตัว แก๊ส (ไฮโดรเจน ไนโตรเจน คาร์บอนมอนอกไซด์ ไอน้ำ) จะละลายได้น้อยลงเมื่อโลหะแข็งตัวและก่อตัวเป็นฟองอากาศที่ติดอยู่
การระบุด้วยสายตา
- ลักษณะ: โพรงกลมหรือทรงกลมที่มีผนังเรียบ
- พื้นผิว: พื้นผิวด้านในมักมันวาวหรือออกซิไดซ์เล็กน้อย
- การกระจาย: มักกระจายทั่วชิ้นงานหล่อหรือกระจุกตัวในจุดร้อน
- ขนาด: มีตั้งแต่รูเข็มขนาดเล็กมากไปจนถึงโพรงขนาดใหญ่ที่มองเห็นได้

สาเหตุที่แท้จริงทั่วไป
| ประเภทแก๊ส | แหล่งที่มา | ลักษณะทั่วไป | การแก้ไขหลัก |
|---|---|---|---|
| ไฮโดรเจน (H₂) | วัตถุดิบชื้น ความชื้นในวัสดุทนไฟ เศษเหล็กปนเปื้อนน้ำมัน สภาพแวดล้อมชื้น | รูเข็มละเอียดทั่วหน้าตัด | ทำให้วัตถุดิบแห้งสนิท อุ่นเตาหลอมล่วงหน้า ควบคุมความชื้น |
| ไนโตรเจน (N₂) | เฟอร์โรอัลลอยไนไตรด์มากเกินไป การดึงอากาศเข้า ปริมาณไนโตรเจนสูงในโค้ก | รูเข็มกลมเล็ก มักเป็นกลุ่ม | ลดเฟอร์โรอัลลอยที่มีไนโตรเจน ปรับปรุงการคลุมน้ำหลอม ใช้สารเพิ่มคาร์บอนต่ำไนโตรเจน |
| คาร์บอนมอนอกไซด์ (CO) | การดีออกซิเดชันไม่สมบูรณ์ (เหล็กกล้า) ปริมาณออกซิเจนสูง ปฏิกิริยาระหว่างคาร์บอนและออกซิเจน | รูเป่าฝังใต้ผิว มักเป็นรูปยาว | ปรับปรุงการดีออกซิเดชัน เพิ่มสารดีออกซิไดซ์ที่แรง (Al, SiCa) ควบคุมกิจกรรมออกซิเจน |
สรุปมาตรการแก้ไข
- สำหรับรูพรุนจากไฮโดรเจน: ทำให้วัตถุดิบทั้งหมดแห้ง อุ่นทัพพีและเครื่องมือล่วงหน้า หลีกเลี่ยงสารปนเปื้อนอินทรีย์ ใช้การไล่แก๊สด้วยแก๊สเฉื่อย (Ar หรือ N₂) สำหรับเหล็กกล้า
- สำหรับรูพรุนจากไนโตรเจน (เหล็กหล่อเทา/เหนียว): ลดสารเพิ่มคาร์บอนที่มีไนโตรเจน เปลี่ยนไปใช้สารเพิ่มคาร์บอนต่ำไนโตรเจน หลีกเลี่ยงเฟอร์โรอัลลอยที่มีไนโตรเจนสูง
- สำหรับรูพรุนจาก CO (เหล็กกล้า): ตรวจสอบให้แน่ใจว่ามีการดีออกซิเดชันอย่างทั่วถึง—อะลูมิเนียมหรือ SiMn ที่เพียงพอ ยืนยันด้วยเซ็นเซอร์ออกซิเจน พิจารณาการบำบัดด้วยแคลเซียม
- รูพรุนจากแก๊สทั่วไป: ปรับปรุงการคลุมน้ำหลอมเพื่อป้องกันการสัมผัสอากาศ ควบคุมอุณหภูมิเท (หลีกเลี่ยงความร้อนยวดยิ่งมากเกินไป) ตรวจสอบให้แน่ใจว่าการออกแบบระบบป้อนช่วยให้โลหะไหลได้อย่างราบรื่น
กลุ่มข้อบกพร่อง #2: การหดตัว (การหดตัวระหว่างการแข็งตัว)
ข้อบกพร่องจากการหดตัวเกิดขึ้นเมื่อโลหะเหลวหดตัวระหว่างการแข็งตัวและมีโลหะป้อนไม่เพียงพอที่จะชดเชย ต่างจากรูพรุน โพรงหดตัวมีพื้นผิวไม่สม่ำเสมอ หยัก และมีเดนไดรต์โผล่ออกมา
การระบุด้วยสายตา
- ลักษณะ: โพรงไม่สม่ำเสมอ เป็นเหลี่ยม หรือแตกแขนง
- พื้นผิว: หยาบ มีลักษณะเป็นเดนไดรต์ ผลึก (ไม่เรียบ)
- การกระจาย: กระจุกตัวในบริเวณที่แข็งตัวเป็นลำดับสุดท้าย—ส่วนหนา ใต้หัวเติม จุดศูนย์กลางความร้อน
- ประเภท: การหดตัวแบบเปิด (มองเห็นได้บนพื้นผิวชิ้นงานหล่อ) และการหดตัวแบบจุลภาค (ภายใน ตรวจพบโดยการถ่ายภาพรังสีหรือการตัดเฉือน)

สาเหตุที่แท้จริงทั่วไป
- การออกแบบรางป้อนหล่อไม่เพียงพอ: รางป้อนหล่อเล็กเกินไป วางตำแหน่งไม่ถูกต้อง หรือแข็งตัวก่อนที่การป้อนจะเสร็จสมบูรณ์
- การแข็งตัวตามทิศทางไม่ดี: จุดร้อนถูกแยกออกจากเส้นทางการป้อน ไม่มีการไล่ระดับความร้อนไปยังรางป้อนหล่อ
- การกระตุ้นการตกผลึกต่ำ (เหล็กหล่อ): การขยายตัวของกราไฟต์ที่ไม่ดีจะลดความสามารถในการป้อนตัวเอง
- ความร้อนยวดยิ่งที่มากเกินไป: อุณหภูมิเทที่สูงขึ้นจะเพิ่มปริมาณการหดตัวทั้งหมด
- ส่วนผสมของโลหะผสมไม่ถูกต้อง: ค่าคาร์บอนสมมูลต่ำเกินไป (เหล็กหล่อเทา) หรือมีธาตุที่ส่งเสริมคาร์ไบด์มากเกินไป
สรุปมาตรการแก้ไข
- การออกแบบรางป้อนหล่อ: เพิ่มขนาดรางป้อนหล่อ เพิ่มปลอกหุ้มฉนวนหรือวัสดุคายความร้อน ปรับตำแหน่งรางป้อนหล่อเพื่อป้อนส่วนที่หนา
- การปรับเปลี่ยนระบบราง: ใช้ชิลล์เพื่อส่งเสริมการแข็งตัวตามทิศทาง เพิ่มสารช่วยป้อน ออกแบบใหม่เพื่อกำจัดจุดร้อนที่แยกออกมา
- การกระตุ้นการตกผลึก (เหล็กหล่อเทา/เหนียว): เพิ่มระดับการกระตุ้นการตกผลึกหรือเปลี่ยนไปใช้สารกระตุ้นการตกผลึกที่มีแบเรียม (FeSiBa) เพื่อเพิ่มการป้อนด้วยการขยายตัวของกราไฟต์ ระดับ Ba ที่ 2-4% มีประสิทธิภาพโดยเฉพาะอย่างยิ่งในการลดการหดตัว
- อุณหภูมิเท: ลดความร้อนยวดยิ่งให้เหลือระดับต่ำสุดที่ใช้งานได้จริงสำหรับส่วนของงานหล่อ
- การปรับส่วนผสม: สำหรับเหล็กหล่อเทา ให้เพิ่มค่าคาร์บอนสมมูลเป็น 3.9–4.1%; สำหรับเหล็กหล่อเหนียว ให้แน่ใจว่าระดับแมกนีเซียมและค่าคาร์บอนสมมูลเหมาะสม
กลุ่มข้อบกพร่อง #3: สิ่งเจือปน (ทราย, ตะกรัน, ดรอส)
สิ่งเจือปนคือวัสดุแปลกปลอมที่ติดอยู่ในงานหล่อ — ทรายจากการกัดเซาะของแม่พิมพ์ ตะกรันจากการจัดการน้ำโลหะ หรือดรอส (ออกไซด์) จากปฏิกิริยาที่พื้นผิว
การระบุด้วยสายตา
- สิ่งเจือปนทราย: อนุภาคสีอ่อนเป็นเม็ด (สีน้ำตาล สีเทา หรือสีขาว) มักกระจุกตัวใกล้พื้นผิวหรือตามมุม
- สิ่งเจือปนตะกรัน: มวลแก้ว รูปร่างไม่สม่ำเสมอ สีเข้มหรือสีอ่อน มักมีขอบมน มักอยู่ใกล้ส่วนบนของงานหล่อ
- สิ่งเจือปนดรอส/ออกไซด์: ชั้นผิวบาง เป็นแผ่นย่น (มักมีสีเข้มหรือเป็นโลหะ) หรือฟิล์มพับภายใน

สาเหตุที่แท้จริงทั่วไป
| ประเภทสิ่งเจือปน | แหล่งที่มา | การแก้ไขหลัก |
|---|---|---|
| สิ่งเจือปนทราย | การกัดเซาะแม่พิมพ์/แกนจากการไหลของโลหะที่ปั่นป่วน ความแข็งแรงของแม่พิมพ์ต่ำ การอัดแน่นไม่ถูกต้อง อุณหภูมิเทสูง | ลดความปั่นป่วน (การออกแบบราง) เพิ่มความแข็งของแม่พิมพ์ ใช้อุณหภูมิเทที่ต่ำลง ใช้สารเคลือบแม่พิมพ์ |
| สิ่งเจือปนตะกรัน | การตักตะกรันไม่ดี วัสดุคลุมตะกรันในทัพพีไม่เพียงพอ การเกิดออกซิเดชันซ้ำ ตะกรันตกค้างในทัพพี การดักตะกรันในระบบรางไม่เพียงพอ | ปรับปรุงวิธีการตักตะกรัน ใช้ฝาครอบทัพพีลดตะกรัน ติดตั้งกับดักตะกรันในระบบราง ใช้ตัวกรองเซรามิกโฟม |
| สิ่งเจือปนดรอส/ออกไซด์ | การสัมผัสน้ำโลหะกับอากาศ การดีออกซิเดชันไม่เพียงพอ (เหล็ก) การกระตุ้นการตกผลึกต่ำ (เหล็กหล่อ) การเติมที่ปั่นป่วนทำให้ฟิล์มผิวแตก | ปรับปรุงการคลุมน้ำโลหะ เพิ่มสารดีออกซิไดซ์ที่แรง (Al, CaSi สำหรับเหล็ก; FeSi สำหรับเหล็กหล่อ) ใช้การกระตุ้นการตกผลึกขณะเท ลดความปั่นป่วนในการเท |
สรุปมาตรการแก้ไข
- สิ่งเจือปนทราย: ปรับระบบรางให้เหมาะสมสำหรับการเติมที่ไม่ปั่นป่วน (หลีกเลี่ยงการตกอิสระ ใช้รางเรียว) เพิ่มความแข็งของแม่พิมพ์ ใช้การล้างหรือเคลือบ ลดอุณหภูมิเทหากเป็นไปได้
- สิ่งเจือปนตะกรัน: ใช้ตัวกรองเซรามิกโฟมในระบบราง (10–30 ppi) ออกแบบกับดักตะกรัน (ส่วนต่อขยายราง กับดักน้ำวน) ปรับปรุงการตักตะกรันในทัพพี ใช้สารทำให้ตะกรันจับตัว
- ดรอส (งานหล่อเหล็ก): เพิ่มการกระตุ้นการตกผลึก (โดยเฉพาะกับ FeSiCa หรือ FeSiBa) ปรับปรุงการคลุมน้ำโลหะ ลดอุณหภูมิเท ใช้การกระตุ้นการตกผลึกขณะเทเพื่อป้องกันการเกิดออกซิเดชันซ้ำ
- ดรอส (งานหล่อเหล็กกล้า): ตรวจสอบให้แน่ใจว่ามีการดีออกซิเดชันที่สมบูรณ์ (Al หรือ SiMn + Ca) เทภายใต้ก๊าซปกคลุม ใช้สารประกอบคายความร้อน/ท็อปปิ้ง
ตารางอ้างอิงด้วยภาพอย่างรวดเร็ว
ใช้ตารางอ้างอิงด่วนนี้เพื่อแยกแยะประเภทของข้อบกพร่องในหน้างาน:
| ลักษณะเฉพาะ | รูพรุนของก๊าซ | การหดตัว | สิ่งเจือปน (ทราย/ตะกรัน) |
|---|---|---|---|
| รูปร่างโพรง | กลม ทรงกลม เรียบ | ไม่สม่ำเสมอ เป็นเหลี่ยม แตกแขนง | แปรผัน — มวลเม็ดหรือแก้ว |
| พื้นผิวโพรง | เรียบ เป็นมัน ถูกออกซิไดซ์ | ขรุขระ เป็นเดนไดรต์ เป็นผลึก | ไม่เกี่ยวข้อง (อนุภาคของแข็ง) |
| การกระจายตัว | กระจาย สม่ำเสมอ | กระจุกตัวในจุดร้อน | ใกล้พื้นผิวหรือในบริเวณราง |
| โลหะวิทยา | โพรงกลมไม่มีเดนไดรต์ | โพรงหยักมีเดนไดรต์โผล่ | อนุภาคที่มีส่วนผสมต่างกัน |
| การแก้ไขทั่วไป | ทำให้วัสดุแห้ง ดีออกซิไดซ์ | รางป้อนหล่อ ชิลล์ การกระตุ้นการตกผลึก | ตัวกรอง การตักตะกรัน คุณภาพแม่พิมพ์ |
ขั้นตอนการทำงานแก้ไขปัญหาอย่างเป็นระบบ
เมื่อพบข้อบกพร่อง ให้ทำตามลำดับนี้:
- ตรวจสอบข้อบกพร่องด้วยสายตา — เรียบและกลม? → ก๊าซ หยักและเป็นเดนไดรต์? → การหดตัว อนุภาคฝังตัว? → สิ่งเจือปน
- ระบุตำแหน่งข้อบกพร่อง — ส่วนบนของงานหล่อ? → ตะกรันหรือการหดตัว ส่วนล่างหรือส่วนบาง? → รูพรุนของก๊าซ ส่วนหนา? → การหดตัว
- ทบทวนพารามิเตอร์กระบวนการ — อุณหภูมิเท เคมีของน้ำโลหะ การปฏิบัติในการกระตุ้นการตกผลึก/ดีออกซิเดชัน การออกแบบราง
- ดำเนินการทดสอบยืนยัน — การวิเคราะห์ทางความร้อน (การเย็นตัวต่ำกว่าจุดเยือกแข็ง) การทดสอบชิลล์ การถ่ายภาพรังสี หรือ SEM/EDS สำหรับการระบุสิ่งเจือปน
- ดำเนินการแก้ไข — เปลี่ยนตัวแปรทีละตัว ตรวจสอบผลลัพธ์ด้วยการทดลองหล่อชิ้นงานทดสอบ
ตัวอย่างกรณีศึกษา: การวินิจฉัยผิดพลาดระหว่างรูพรุนกับการหดตัว
โรงหล่อที่ผลิตตัววาล์วประสบปัญหาการปฏิเสธ 15% สำหรับโพรงภายในที่มองเห็นได้หลังการตัดเฉือน การวินิจฉัยเบื้องต้นสันนิษฐานว่าเป็นรูพรุนของก๊าซ ผู้ปฏิบัติงานเพิ่มการดีออกซิเดชันและทำให้วัสดุแห้งแต่ไม่ดีขึ้น การตรวจสอบภาพถ่ายรังสีอีกครั้งพบว่าโพรงมีรูปร่างไม่สม่ำเสมอและมีพื้นผิวเดนไดรต์ — เป็นการหดตัวแบบคลาสสิก ไม่ใช่ก๊าซ การแก้ไข: เพิ่มชิลล์ในส่วนหนาและเพิ่มขนาดรางป้อนหล่อ 30% อัตราการปฏิเสธลดลงเหลือ 3% บทเรียน: การระบุที่ถูกต้องคือขั้นตอนแรกและสำคัญที่สุดในการแก้ไขปัญหา.
การแก้ไขข้อบกพร่องอย่างมีประสิทธิภาพเปลี่ยนการจัดการเศษแบบตั้งรับเป็นการควบคุมคุณภาพเชิงรุก โดยการระบุอย่างเป็นระบบว่าข้อบกพร่องคือรูพรุน การหดตัว หรือสิ่งเจือปน — และสืบย้อนไปถึงสาเหตุที่แท้จริง — โรงหล่อสามารถดำเนินการแก้ไขที่ตรงจุดซึ่งลดเศษ ปรับปรุงความสมบูรณ์ของงานหล่อ และลดต้นทุน Bright Alloys สนับสนุนโรงหล่อด้วย สารกระตุ้นการตกผลึกเฟอร์โรซิลิคอนคุณภาพสูง โลหะผสมดีออกซิเดชัน (Al, SiMn, CaSi) และโซลูชันการกรอง เพื่อช่วยขจัดข้อบกพร่องในการหล่อทั่วไปเหล่านี้