ข้อบกพร่องในการหล่อทำให้โรงหล่อสูญเสียเงินหลายล้านดอลลาร์ต่อปีจากเศษวัสดุ การแก้ไขงาน และการส่งคืนสินค้าจากลูกค้า แต่ข้อบกพร่องหลายอย่างมีลักษณะคล้ายคลึงกัน เช่น รูพรุนอาจเลียนแบบการหดตัว และสิ่งเจือปนอาจถูกเข้าใจผิดว่าเป็นรูแก๊ส การแก้ไขปัญหาอย่างมีประสิทธิภาพจึงต้องใช้แนวทางที่เป็นระบบ: ตรวจสอบข้อบกพร่องด้วยสายตา ค้นหาสาเหตุที่แท้จริง แล้วดำเนินการแก้ไขที่ตรงจุด.
คู่มือเชิงปฏิบัติเล่มนี้มุ่งเน้นไปที่กลุ่มความบกพร่องที่พบได้บ่อยที่สุด 3 กลุ่ม — ความพรุน การหดตัว และสิ่งเจือปน — การนำเสนอคุณลักษณะทางภาพ การวิเคราะห์สาเหตุที่แท้จริง และมาตรการแก้ไขที่ได้รับการพิสูจน์แล้วสำหรับชิ้นส่วนเหล็กหล่อและเหล็กกล้า
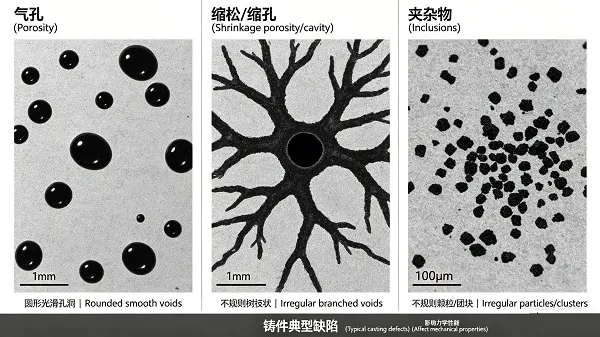
กลุ่มข้อบกพร่องที่ 1: รูพรุน (ที่เกี่ยวข้องกับก๊าซ)
ความพรุนหมายถึงช่องว่างที่เกิดจากการเกิดก๊าซในระหว่างการแข็งตัว ก๊าซ (ไฮโดรเจน ไนโตรเจน คาร์บอนมอนอกไซด์ ไอน้ำ) จะละลายได้น้อยลงเมื่อโลหะแข็งตัวและก่อตัวเป็นฟองอากาศที่ถูกกักไว้
การระบุด้วยภาพ
- รูปร่าง: โพรงที่มีผนังเรียบ กลม หรือทรงกลม
- พื้นผิว: พื้นผิวภายในมักจะมันเงาหรือมีร่องรอยการออกซิเดชันเล็กน้อย
- การกระจาย: โดยปกติจะกระจายอยู่ทั่วชิ้นงานหล่อ หรือกระจุกตัวอยู่ในจุดที่มีอุณหภูมิสูง
- ขนาด: อาจมีขนาดตั้งแต่รูเล็กๆ ระดับจุลภาคไปจนถึงโพรงขนาดใหญ่ที่มองเห็นได้

สาเหตุหลักที่พบได้ทั่วไป
| ประเภทก๊าซ | แหล่งที่มา | ลักษณะทั่วไป | การดำเนินการแก้ไขเบื้องต้น |
|---|---|---|---|
| ไฮโดรเจน (H₂) | วัสดุที่เปียกชื้น ความชื้นในวัสดุทนไฟ เศษวัสดุปนเปื้อนน้ำมัน สภาพแวดล้อมชื้น | มีรูเล็กๆ กระจายอยู่ทั่วทั้งส่วน | ตากวัสดุให้แห้งสนิท อุ่นเตาเผาให้ร้อน และควบคุมความชื้น |
| ไนโตรเจน (N₂) | เฟอร์โรอัลลอยไนไตรด์ส่วนเกิน การปนเปื้อนของอากาศ ปริมาณไนโตรเจนสูงในถ่านโค้ก | รูเล็กๆ กลมๆ มักอยู่รวมกันเป็นกลุ่ม | ลดปริมาณโลหะผสมที่มีไนโตรเจน ปรับปรุงการปกคลุมของโลหะหลอมเหลว และใช้สารเพิ่มคาร์บอนที่มีไนโตรเจนต่ำ |
| ก๊าซคาร์บอนมอนอกไซด์ (CO) | การกำจัดออกซิเจนไม่สมบูรณ์ (เหล็กกล้า) ปริมาณออกซิเจนสูง ปฏิกิริยาระหว่างคาร์บอนและออกซิเจน | ปล่องน้ำใต้ดิน มักมีรูปร่างยาวรี | ปรับปรุงกระบวนการกำจัดออกซิเจน เพิ่มสารกำจัดออกซิเจนที่มีประสิทธิภาพสูง (เช่น อลูมิเนียม ซิลิกา) และควบคุมปริมาณออกซิเจน |
สรุปมาตรการแก้ไข
- สำหรับความพรุนของไฮโดรเจน: ทำให้วัสดุที่ใช้ในการหลอมแห้งทั้งหมด อุ่นทัพพีและเครื่องมือให้ร้อนก่อน หลีกเลี่ยงสารปนเปื้อนอินทรีย์ และใช้ก๊าซเฉื่อย (Ar หรือ N₂) ในการไล่ก๊าซสำหรับเหล็ก
- สำหรับความพรุนของไนโตรเจน (เหล็กหล่อสีเทา/เหล็กหล่อเหนียว): ลดปริมาณสารเพิ่มคาร์บอนที่มีไนโตรเจนเป็นส่วนประกอบ เปลี่ยนไปใช้สารเพิ่มคาร์บอนที่มีไนโตรเจนต่ำ และหลีกเลี่ยงเฟอร์โรอัลลอยที่มีไนโตรเจนสูง
- สำหรับค่าความพรุนของ CO (เหล็ก): ตรวจสอบให้แน่ใจว่าได้กำจัดออกซิเจนออกอย่างทั่วถึง — เติมอะลูมิเนียมหรือ SiMn ในปริมาณที่เหมาะสม ตรวจสอบด้วยเซ็นเซอร์ออกซิเจน และพิจารณาการบำบัดด้วยแคลเซียม
- ความพรุนของก๊าซโดยทั่วไป: ปรับปรุงการปกคลุมของโลหะหลอมเหลวเพื่อป้องกันการสัมผัสกับอากาศ ควบคุมอุณหภูมิการเท (หลีกเลี่ยงความร้อนสูงเกินไป) และตรวจสอบให้แน่ใจว่าการออกแบบช่องทางการไหลเหมาะสมเพื่อให้โลหะไหลได้อย่างราบรื่น
กลุ่มข้อบกพร่องที่ 2: การหดตัว (การหดตัวจากการแข็งตัว)
ข้อบกพร่องจากการหดตัวเกิดขึ้นเมื่อโลหะเหลวหดตัวระหว่างการแข็งตัว และมีโลหะป้อนเข้าไม่เพียงพอที่จะชดเชย ต่างจากรูพรุน ช่องว่างจากการหดตัวจะมีพื้นผิวที่ไม่สม่ำเสมอ ขรุขระ และมีเดนไดรต์โผล่ออกมา
การระบุด้วยภาพ
- รูปร่าง: โพรงที่มีรูปร่างไม่สม่ำเสมอ เป็นเหลี่ยม หรือแตกแขนง
- พื้นผิว: มีลักษณะขรุขระ เป็นกิ่งก้านสาขา และเป็นผลึก (ไม่เรียบ)
- การกระจาย: กระจุกตัวอยู่ในบริเวณที่แข็งตัวช้าที่สุด เช่น บริเวณที่มีความหนาแน่นสูง ใต้ท่อส่ง และบริเวณศูนย์กลางความร้อน
- ประเภท: การหดตัวแบบเปิด (มองเห็นได้บนพื้นผิวของชิ้นงานหล่อ) และการหดตัวระดับจุลภาค (ภายใน ตรวจพบได้ด้วยการถ่ายภาพรังสีหรือการกลึง)

สาเหตุหลักที่พบได้ทั่วไป
- การยกขึ้นที่ไม่เพียงพอ: จุกนมหลอกเล็กเกินไป วางไม่ถูกตำแหน่ง หรือแข็งตัวก่อนที่การให้อาหารจะเสร็จสมบูรณ์
- การแข็งตัวในทิศทางที่ไม่ดี: จุดที่มีอุณหภูมิสูงแยกออกจากเส้นทางการป้อนวัสดุ ไม่มีค่าความแตกต่างของอุณหภูมิไปทางท่อลำเลียงขึ้น
- การเติมเชื้อจุลินทรีย์ในปริมาณน้อย (เหล็กหล่อ): การขยายตัวของกราไฟต์ที่ไม่ดีจะลดความสามารถในการป้อนตัวเองลง
- อุณหภูมิสูงเกินกำหนด: อุณหภูมิการเทที่สูงขึ้นจะทำให้ปริมาณการหดตัวโดยรวมเพิ่มขึ้น
- ส่วนประกอบของโลหะผสมไม่ถูกต้อง: ปริมาณคาร์บอนเทียบเท่าต่ำเกินไป (เหล็กหล่อสีเทา) หรือมีธาตุที่ส่งเสริมการเกิดคาร์ไบด์มากเกินไป
สรุปมาตรการแก้ไข
- การออกแบบตัวยก: เพิ่มขนาดท่อป้อนวัสดุ เพิ่มปลอกฉนวนหรือวัสดุที่เกิดปฏิกิริยาความร้อนสูง ปรับตำแหน่งท่อป้อนวัสดุเพื่อป้อนวัสดุที่มีน้ำหนักมาก
- การปรับเปลี่ยนเกตติ้ง: ใช้สารทำความเย็นเพื่อส่งเสริมการแข็งตัวในทิศทางที่กำหนด เติมสารช่วยป้อนวัสดุ ออกแบบใหม่เพื่อกำจัดจุดร้อนที่เกิดขึ้นเฉพาะที่
- การเติมเชื้อ (เหล็กหล่อสีเทา/เหล็กหล่อเหนียว): เพิ่มระดับการเติมเชื้อหรือเปลี่ยนไปใช้เชื้อที่มีแบเรียมเป็นส่วนประกอบ (FeSiBa) เพื่อเพิ่มประสิทธิภาพในการขยายตัวของกราไฟต์ ระดับแบเรียม 2-4% มีประสิทธิภาพเป็นพิเศษในการลดการหดตัว
- อุณหภูมิในการเท: ลดอุณหภูมิเกินจุดเดือดลงให้เหลือระดับต่ำสุดที่สามารถทำได้จริงสำหรับส่วนการหล่อ
- การปรับองค์ประกอบภาพ: สำหรับเหล็กหล่อสีเทา ให้เพิ่มปริมาณคาร์บอนเทียบเท่าเป็น 3.9–4.1%; สำหรับเหล็กหล่อเหนียว ให้ตรวจสอบให้แน่ใจว่าระดับแมกนีเซียมและปริมาณคาร์บอนเทียบเท่าอยู่ในระดับที่เหมาะสม
กลุ่มข้อบกพร่องที่ 3: สิ่งเจือปน (ทราย ตะกรัน กากแร่)
สิ่งเจือปนคือวัสดุแปลกปลอมที่ติดอยู่ในชิ้นงานหล่อ เช่น ทรายจากการสึกกร่อนของแม่พิมพ์ ตะกรันจากการจัดการโลหะหลอมเหลว หรือกาก (ออกไซด์) จากปฏิกิริยาบนพื้นผิว
การระบุด้วยภาพ
- สิ่งเจือปนในทราย: อนุภาคขนาดเล็ก สีอ่อน (น้ำตาล เทา หรือขาว) มักรวมตัวกันอยู่ใกล้พื้นผิวหรือตามมุมต่างๆ
- สิ่งเจือปนในตะกรัน: ก้อนเนื้อใส รูปร่างไม่สม่ำเสมอ สีเข้มหรือสีอ่อน มักมีขอบมน มักพบอยู่ใกล้ส่วนบนของชิ้นงานหล่อ
- สิ่งเจือปนประเภทตะกรัน/ออกไซด์: ชั้นผิวบางๆ เป็นริ้วๆ (มักมีสีเข้มหรือเป็นโลหะ) หรือฟิล์มพับซ้อนอยู่ภายใน

สาเหตุหลักที่พบได้ทั่วไป
| ประเภทการรวม | แหล่งที่มา | การดำเนินการแก้ไขเบื้องต้น |
|---|---|---|
| สิ่งเจือปนในทราย | การสึกกร่อนของแม่พิมพ์/แกนเนื่องจากการไหลของโลหะที่ปั่นป่วน ความแข็งแรงของแม่พิมพ์ต่ำ การอัดขึ้นรูปที่ไม่เหมาะสม อุณหภูมิการเทสูง | ลดการไหลปั่นป่วน (การออกแบบช่องทางการหล่อ), เพิ่มความแข็งของแม่พิมพ์, ใช้อุณหภูมิการหล่อที่ต่ำลง, เคลือบผิวแม่พิมพ์ |
| สิ่งเจือปนในตะกรัน | การตักตะกรันออกไม่ดีพอ การปกคลุมตะกรันในทัพพีไม่เพียงพอ การเกิดออกซิเดชันซ้ำ การปนเปื้อนจากทัพพี การดักจับตะกรันในท่อส่งไม่เพียงพอ | ปรับปรุงวิธีการตักตะกรันออก ใช้ฝาครอบทัพพีลดตะกรัน ติดตั้งกับดักตะกรันในระบบส่งตะกรัน และใช้ตัวกรองโฟมเซรามิก |
| สิ่งเจือปนประเภทตะกรัน/ออกไซด์ | การหลอมเหลวสัมผัสกับอากาศ การกำจัดออกซิเจนไม่เพียงพอ (เหล็กกล้า) การเติมสารเร่งปฏิกิริยาต่ำ (เหล็กหล่อ) การเติมแบบปั่นป่วนทำให้ฟิล์มบนพื้นผิวแตก | ปรับปรุงการปกคลุมของโลหะหลอมเหลว เพิ่มสารลดออกซิเจนที่มีประสิทธิภาพสูง (Al, โลหะผสมแคลเซียมซิลิกอน สำหรับเหล็กกล้า; FeSi สำหรับเหล็กหล่อ) ใช้การเติมสารเร่งการหลอม ลดความปั่นป่วนในการเท |
สรุปมาตรการแก้ไข
- สิ่งเจือปนในทราย: ปรับแต่งช่องทางการเทวัสดุเพื่อให้การเทเป็นไปอย่างราบรื่น (หลีกเลี่ยงการเทแบบอิสระ ใช้ช่องทางแบบเรียว) เพิ่มความแข็งของแม่พิมพ์ ทาวัสดุเคลือบผิว หรือลดอุณหภูมิในการเทหากเป็นไปได้
- สิ่งเจือปนในตะกรัน: ใช้ตัวกรองโฟมเซรามิกในระบบทางเข้า (10–30 ppi) ออกแบบกับดักตะกรัน (ส่วนขยายทางวิ่ง กับดักแบบหมุนวน) ปรับปรุงการตักตะกรันออกจากทัพพี และใช้สารทำให้ตะกรันจับตัวเป็นก้อน
- เศษเหล็ก (เหล็กหล่อ): เพิ่มปริมาณสารเร่งปฏิกิริยา (โดยเฉพาะอย่างยิ่ง FeSiCa หรือ FeSiBa) ปรับปรุงการปกคลุมของโลหะหลอมเหลว ลดอุณหภูมิการเท และใช้การเร่งปฏิกิริยาแบบต่อเนื่องเพื่อป้องกันการเกิดออกซิเดชันซ้ำ
- เศษเหล็ก (เหล็กหล่อ): ตรวจสอบให้แน่ใจว่าได้กำจัดออกซิเจนออกหมดแล้ว (โดยใช้ Al หรือ SiMn + Ca) เทวัสดุภายใต้การปกคลุมด้วยก๊าซเฉื่อย และใช้สารเคลือบผิวที่ให้ความร้อนสูง/คายความร้อน
ตารางอ้างอิงภาพอย่างรวดเร็ว
ใช้ตารางอ้างอิงฉบับย่อนี้เพื่อแยกแยะประเภทของข้อบกพร่องในสายการผลิต:
| ลักษณะเฉพาะ | ความพรุนของก๊าซ | การหดตัว | สิ่งเจือปน (ทราย/ตะกรัน) |
|---|---|---|---|
| รูปร่างโพรง | กลมมน ทรงกลม เรียบเนียน | ไม่สม่ำเสมอ เป็นเหลี่ยม เป็นกิ่งก้าน | ลักษณะแปรผันได้ — มวลเป็นเม็ดหรือเป็นเนื้อแก้ว |
| พื้นผิวโพรง | เรียบเนียน เงาวาว เกิดปฏิกิริยาออกซิเดชัน | หยาบ เป็นกิ่งก้านสาขา เป็นผลึก | ไม่เกี่ยวข้อง (อนุภาคของแข็ง) |
| การกระจาย | กระจายตัวสม่ำเสมอ | กระจุกตัวอยู่ในจุดร้อน | บริเวณใกล้พื้นผิวหรือในพื้นที่ทางเข้าออก |
| โลหะวิทยา | ช่องว่างทรงกลมที่ไม่มีกิ่งก้านสาขา | ช่องว่างขรุขระที่มีเดนไดรต์โผล่ออกมา | อนุภาคที่มีองค์ประกอบแตกต่างกัน |
| การแก้ไขทั่วไป | วัสดุแห้ง ขจัดออกซิเจน | อาการตื่นตัว, อาการหนาวสั่น, การฉีดวัคซีน | ตัวกรอง, การตักเศษ, คุณภาพของเชื้อรา |
ขั้นตอนการแก้ไขปัญหาอย่างเป็นระบบ
เมื่อพบข้อบกพร่อง ให้ปฏิบัติตามลำดับดังนี้:
- ตรวจสอบข้อบกพร่องด้วยสายตา — เรียบและกลม? → แก๊ส ขรุขระและเป็นกิ่งก้าน? → การหดตัว อนุภาคฝังอยู่? → การรวมตัว
- ค้นหาจุดบกพร่อง — ส่วนบนของชิ้นงานหล่อ? → ตะกรันหรือการหดตัว ส่วนล่างหรือส่วนที่บาง? → รูพรุนจากก๊าซ ส่วนที่หนา? → การหดตัว
- พารามิเตอร์กระบวนการตรวจสอบ — อุณหภูมิในการเท, เคมีของโลหะหลอมเหลว, การเติมเชื้อ/การกำจัดออกซิเดชัน, การออกแบบช่องทางการไหล
- ทำการทดสอบยืนยันผล — การวิเคราะห์ทางความร้อน (การลดอุณหภูมิ), การทดสอบความเย็น, การถ่ายภาพรังสี หรือ SEM/EDS เพื่อระบุสิ่งเจือปน
- ดำเนินการแก้ไข — เปลี่ยนตัวแปรทีละตัว แล้วตรวจสอบผลลัพธ์ด้วยการทดสอบการหล่อแบบ
ตัวอย่างกรณีศึกษา: การวินิจฉัยผิดพลาดระหว่างความพรุนกับการหดตัว
โรงหล่อที่ผลิตตัววาล์วประสบปัญหาการปฏิเสธชิ้นงาน 15% เนื่องจากมีโพรงภายในที่มองเห็นได้หลังการกลึง การวินิจฉัยเบื้องต้นสันนิษฐานว่าเป็นรูพรุนจากก๊าซ ผู้ปฏิบัติงานจึงเพิ่มการกำจัดออกซิเจนและทำให้วัสดุแห้ง แต่ก็ไม่ดีขึ้น การตรวจสอบภาพรังสีซ้ำแสดงให้เห็นว่าโพรงมีรูปร่างไม่สม่ำเสมอและมีพื้นผิวเป็นกิ่งก้านสาขา ซึ่งเป็นลักษณะคลาสสิกของการหดตัว ไม่ใช่ก๊าซ การแก้ไข: เพิ่มตัวระบายความร้อนให้กับส่วนที่หนาและเพิ่มขนาดท่อป้อนขึ้น 30% อัตราการปฏิเสธลดลงเหลือ 3% บทเรียน: การระบุปัญหาอย่างถูกต้องเป็นขั้นตอนแรกและสำคัญที่สุดในการแก้ไขปัญหา.
การแก้ไขปัญหาข้อบกพร่องอย่างมีประสิทธิภาพจะเปลี่ยนการจัดการเศษวัสดุแบบเชิงรับให้เป็นการควบคุมคุณภาพเชิงรุก โดยการระบุอย่างเป็นระบบว่าข้อบกพร่องนั้นเป็นรูพรุน การหดตัว หรือสิ่งเจือปน และติดตามไปจนถึงสาเหตุที่แท้จริง โรงหล่อสามารถดำเนินการแก้ไขที่ตรงเป้าหมาย ซึ่งจะช่วยลดเศษวัสดุ ปรับปรุงความสมบูรณ์ของชิ้นงานหล่อ และลดต้นทุน Bright Alloys ให้การสนับสนุนโรงหล่อด้วย สารเติมแต่งเฟอร์โรซิลิคอนคุณภาพสูง โลหะผสมลดออกซิเจน (Al, SiMn, โลหะผสมแคลเซียมซิลิกอน) และสารละลายสำหรับการกรอง เพื่อช่วยขจัดข้อบกพร่องในการหล่อที่พบได้ทั่วไปเหล่านี้