การเปลี่ยนรูปกราไฟต์แบบเกล็ดของเหล็กหล่อเทาให้เป็นก้อนกราไฟต์ทรงกลมของเหล็กหล่อเหนียวต้องใช้องค์ประกอบสำคัญหนึ่งอย่าง: แมกนีเซียม. แต่ปฏิกิริยารุนแรงของแมกนีเซียมกับเหล็กหลอมเหลว ความสามารถในการละลายต่ำ และการจางหายอย่างรวดเร็ว ทำให้การบำบัดเป็นขั้นตอนที่สำคัญที่สุด — และท้าทายที่สุด — ในการผลิตเหล็กหล่อเหนียว การเลือกวิธีการที่เหมาะสมและการปรับพารามิเตอร์กระบวนการให้เหมาะสมจะกำหนดการเกิดก้อนกราไฟต์ทรงกลม สมบัติเชิงกล และความสมบูรณ์ของชิ้นงานหล่อโดยตรง
บทความนี้เปรียบเทียบวิธีการบำบัดด้วยแมกนีเซียมหลักสามวิธี — Tundish Cover, Sandwich และการฉีด Cored Wire — โดยให้คำแนะนำเชิงปฏิบัติเพื่อให้ได้การเกิดก้อนกราไฟต์ทรงกลมที่สม่ำเสมอ >90% โดยมีการกู้คืนที่เหมาะสมที่สุดและการจางหายน้อยที่สุด
ความท้าทายของแมกนีเซียม: ปฏิกิริยาสูง ความสามารถในการละลายต่ำ
แมกนีเซียมมีจุดเดือดที่ 1090°C — ต่ำกว่าอุณหภูมิการเทเหล็กทั่วไป (1400–1500°C) มาก เมื่อเติมลงในเหล็กหลอมเหลว แมกนีเซียมจะกลายเป็นไอทันที ทำให้เกิดความปั่นป่วนและควันรุนแรง กุญแจสำคัญสู่ความสำเร็จในการบำบัดคือ การควบคุมปฏิกิริยารุนแรงนี้ เพื่อให้ได้ระดับแมกนีเซียมคงเหลือ 0.030–0.045% ซึ่งเพียงพอสำหรับการทำให้เป็นทรงกลมโดยไม่มีคาร์ไบด์หรือตะกรันมากเกินไป
วิธีการเชิงพาณิชย์ทั้งหมดใช้ เฟอร์โรซิลิคอนแมกนีเซียม (MgFeSi) โดยทั่วไปมี Mg 3–10% พร้อมด้วยธาตุหายาก (Ce, La) และแคลเซียมเพื่อชะลอปฏิกิริยาและเพิ่มการเกิดก้อนกราไฟต์ทรงกลม
วิธีที่ 1: วิธี Sandwich (แบบดั้งเดิม)
วิธี Sandwich ยังคงเป็นเทคนิคการบำบัดที่ใช้กันอย่างแพร่หลายที่สุด โดยเฉพาะในโรงหล่อขนาดเล็ก เนื่องจากมีต้นทุนเงินทุนต่ำ
คำอธิบายกระบวนการ
โลหะผสม MgFeSi วางในช่องหรือรอยบุ๋มที่ก้นทัพพีที่ออกแบบเป็นพิเศษ ช่องนั้นถูกปิดด้วยแผ่นเหล็กเจาะรูหรือแผ่นเหล็กเพื่อชะลอการสัมผัสกับเหล็กหลอมเหลว เหล็กจะถูกเทลงบนฝาครอบโดยตรง ละลายผ่านและเริ่มปฏิกิริยาแมกนีเซียม
พารามิเตอร์ทั่วไป
- การกู้คืน Mg: 25–45% (แปรผันสูง)
- การเติม MgFeSi: 1.0–1.5% ของน้ำหนักเหล็กหลอมเหลว (ขึ้นอยู่กับเป้าหมาย Mg)
- ต้นทุนอุปกรณ์: ต่ำ (ต้องใช้ทัพพีพิเศษเท่านั้น)
- ทักษะผู้ปฏิบัติงาน: ปานกลางถึงสูง
- การเกิดควัน: มาก
- การเกิดก้อนกราไฟต์ทรงกลมโดยทั่วไป: 80–90%
ข้อดี
- การลงทุนเงินทุนต่ำ — ไม่ต้องใช้อุปกรณ์พิเศษนอกจากทัพพีบำบัด
- เหมาะสำหรับขนาดแบตช์เล็กถึงกลาง (100–1000 กก.)
- ยืดหยุ่น — สามารถบำบัดเหล็กที่มีองค์ประกอบทางเคมีได้หลากหลาย
ข้อจำกัด
- การกู้คืนไม่สม่ำเสมอ — ความแปรผันระหว่างแบตช์ ±10% เป็นเรื่องปกติ
- ควันและเปลวไฟสูง — ข้อกังวลด้านความปลอดภัยและสิ่งแวดล้อม
- การสูญเสียอุณหภูมิอย่างมีนัยสำคัญ (30–50°C ระหว่างการบำบัด)
- ไม่เหมาะสำหรับเหล็กที่มีกำมะถันต่ำ (ต้องเติมมากขึ้น)
- ไม่เหมาะสำหรับการผลิตแบบอัตโนมัติหรือปริมาณมาก
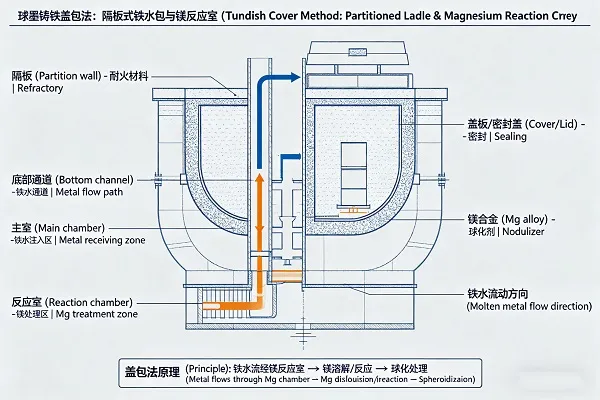
วิธีที่ 2: วิธี Tundish Cover
วิธี Tundish เป็นเวอร์ชันที่ปรับปรุงของเทคนิค Sandwich โดยใช้ทัพพีแบบแบ่งส่วนที่สร้างห้องปฏิกิริยา ให้การควบคุมที่ดีกว่าและการกู้คืนที่สูงขึ้น
คำอธิบายกระบวนการ
ทัพพี Tundish มีผนังตรงกลางที่แบ่งทัพพีออกเป็นสองช่อง โลหะผสม MgFeSi วางในช่องที่เล็กกว่า และเทเหล็กหลอมเหลวลงในช่องที่ใหญ่กว่า ไหลข้ามผนังเข้าไปในช่อง MgFeSi สิ่งนี้สร้างปฏิกิริยาที่ควบคุมได้โดยมีความปั่นป่วนน้อยกว่าวิธี Sandwich
พารามิเตอร์ทั่วไป
- การกู้คืน Mg: 40–60% (สม่ำเสมอมากกว่า Sandwich)
- การเติม MgFeSi: 0.8–1.2% ของน้ำหนักเหล็กหลอมเหลว
- ต้นทุนอุปกรณ์: ปานกลาง (ต้องใช้ทัพพี Tundish พิเศษ)
- ทักษะผู้ปฏิบัติงาน: ปานกลาง
- การเกิดควัน: ปานกลาง
- การเกิดก้อนกราไฟต์ทรงกลมโดยทั่วไป: 85–95%
ข้อดี
- การกู้คืน Mg สูงกว่าและสม่ำเสมอมากกว่าวิธี Sandwich
- ควันและเปลวไฟลดลง
- การสูญเสียอุณหภูมิต่ำกว่า (15–30°C)
- ดีกว่าสำหรับเหล็กฐานที่มีกำมะถันต่ำ
- ใช้กันอย่างแพร่หลายในโรงหล่อขนาดกลาง (การผลิตครั้งละ 500–2000 กิโลกรัม)
ข้อจำกัด
- ต้นทุนทุนที่สูงกว่าสำหรับทัพพีทันดิช
- ต้องมีการออกแบบและบำรุงรักษาทัพพีเฉพาะ
- ไม่เหมาะสำหรับการผลิตขนาดเล็กมาก (< 200 กิโลกรัม)
- ยังคงมีความแปรปรวนระหว่างการผลิตแต่ละครั้งอย่างมีนัยสำคัญเมื่อเทียบกับการฉีดลวดคอร์
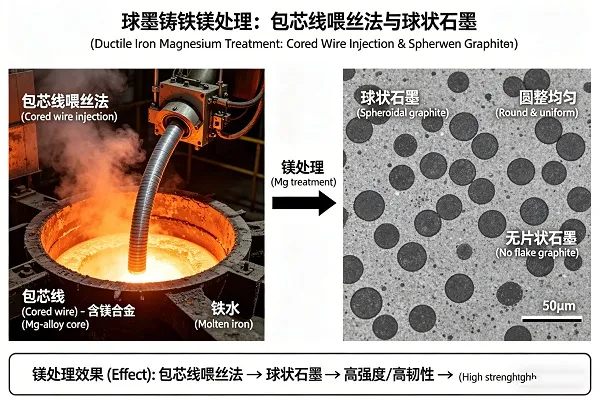
วิธีที่ 3: การฉีดลวดคอร์ (วิธีสมัยใหม่)
การฉีดลวดคอร์เป็นวิธีการที่ทันสมัยที่สุด ให้ความแม่นยำ ความสม่ำเสมอ และระบบอัตโนมัติสำหรับการผลิตเหล็กดักไทล์ปริมาณมาก
คำอธิบายกระบวนการ
ผง MgFeSi ถูกห่อหุ้มในปลอกเหล็ก (ลวดคอร์) และป้อนอย่างต่อเนื่องลงในเหล็กหลอมเหลวผ่านท่อฉีด ลวดจะละลายใต้พื้นผิว ปล่อยแมกนีเซียมลงในเหล็กโดยตรง โดยมีควันน้อยที่สุดและประสิทธิภาพสูงสุด
พารามิเตอร์ทั่วไป
- การกู้คืน Mg: 50–75% (สม่ำเสมอที่สุด)
- การเติมลวด MgFeSi: 0.5–0.9% ของน้ำหนักเหล็กหลอมเหลว
- ต้นทุนอุปกรณ์: สูง (เครื่องป้อนลวด + ท่อฉีด)
- ทักษะผู้ปฏิบัติงาน: ต่ำ (อัตโนมัติ)
- การเกิดควัน: น้อยที่สุด
- การเกิดก้อนกราไฟต์ทรงกลมโดยทั่วไป: 90–98%
ข้อดี
- การกู้คืนสูงที่สุดและสม่ำเสมอที่สุด — ความแปรปรวน < ±3%
- การควบคุม Mg ที่แม่นยำ — ค่า Mg คงเหลือเป้าหมายภายใน 0.005%
- ควันและเปลวไฟน้อยที่สุด — การทำงานที่ปลอดภัยและสะอาดขึ้น
- การสูญเสียอุณหภูมิต่ำที่สุด (5–15°C)
- สามารถทำงานอัตโนมัติเต็มรูปแบบ — ผสานรวมกับระบบควบคุมกระบวนการ
- ทำงานได้กับทุกขนาดการผลิต — ตั้งแต่ 100 กิโลกรัม ถึง 50 ตัน
- เหมาะที่สุดสำหรับเหล็กฐานที่มีกำมะถันต่ำ
ข้อจำกัด
- การลงทุนด้านทุนที่สูงขึ้นสำหรับระบบเครื่องป้อนลวดและท่อฉีด
- ต้องมีคุณภาพลวดที่สม่ำเสมอและการสอบเทียบระบบป้อน
- ต้นทุนวัสดุสิ้นเปลืองสำหรับลวดอย่างต่อเนื่อง (ชดเชยด้วยอัตราการเติมที่ต่ำกว่า)
- อาจต้องมีการฝึกอบรมผู้ปฏิบัติงานเพื่อความลึกของท่อฉีดและอัตราการป้อนที่เหมาะสม

ตารางสรุปเปรียบเทียบ
| พารามิเตอร์ | วิธีแซนด์วิช | วิธีทันดิช | การฉีดลวดคอร์ |
|---|---|---|---|
| การกู้คืน Mg (%) | 25–45% | 40–60% | 50–75% |
| ความสม่ำเสมอของการกู้คืน | ต่ำ (±10%) | ปานกลาง (±5%) | ดีเยี่ยม (±3%) |
| อัตราการเติม MgFeSi | 1.0–1.5% | 0.8–1.2% | 0.5–0.9% |
| การสูญเสียอุณหภูมิ (°C) | 30–50°C | 15–30°C | 5–15°C |
| การเกิดควัน | สูง | ปานกลาง | น้อยที่สุด |
| ต้นทุนทุน | ต่ำ | ปานกลาง | สูง |
| ความเหมาะสมของขนาดการผลิต | 100–1000 กิโลกรัม | 500–2000 กิโลกรัม | ทุกรูปแบบ (100–50,000 กิโลกรัม) |
| ความกลมของกราไฟต์โดยทั่วไป | 80–90% | 85–95% | 90–98% |
| ศักยภาพในการทำงานอัตโนมัติ | ไม่มี | จำกัด | เต็มรูปแบบ |
ทำความเข้าใจ Fade: การแข่งขันกับเวลา
การลดลงของแมกนีเซียม — การสูญเสียแมกนีเซียมคงเหลือแบบก้าวหน้าเนื่องจากปฏิกิริยากับกำมะถัน ออกซิเจน และตะกรัน — เริ่มทันทีหลังการบำบัด การลดลงเป็นไปตามการสลายตัวแบบเอกซ์โพเนนเชียลที่คาดการณ์ได้:
- 5 นาทีแรก: สูญเสีย Mg 10–15%
- 5–10 นาที: สูญเสียเพิ่มเติม 5–10%
- 10–15 นาที: สูญเสียเพิ่มเติม 3–5%
ข้อสรุปที่สำคัญ: เพื่อรักษาความกลมของกราไฟต์ >90% ควรเทเหล็กให้เสร็จภายใน 10–12 นาที หลังการบำบัด เกิน 15 นาที ความกลมของกราไฟต์อาจลดลงต่ำกว่า 80% โดยไม่ขึ้นกับระดับ Mg เริ่มต้น
กลยุทธ์การบรรเทาการลดลงของ Mg:
- ใช้เหล็กฐานที่มีกำมะถันต่ำ (<0.02% S) เพื่อลดการสูญเสีย Mg จากการเกิด MgS
- รักษาชั้นตะกรันให้หนาและเป็นเบส (CaO/SiO₂ > 2.0)
- เติมสารกระตุ้นการตกผลึกหลังการบำบัด (FeSiCa หรือ FeSiBa) ที่ 0.1–0.3% หลังการบำบัด Mg เพื่อฟื้นฟูตำแหน่งนิวเคลียส (แมกนีเซียมทำลายนิวเคลียสกราไฟต์)
- ลดระยะเวลาในการเก็บเหล็กให้สั้นที่สุดระหว่างการบำบัดและการเท
- การฉีดลวดคอร์ช่วยให้สามารถเติม Mg ในภายหลัง ลดระยะเวลาในการเก็บเหล็กทั้งหมด
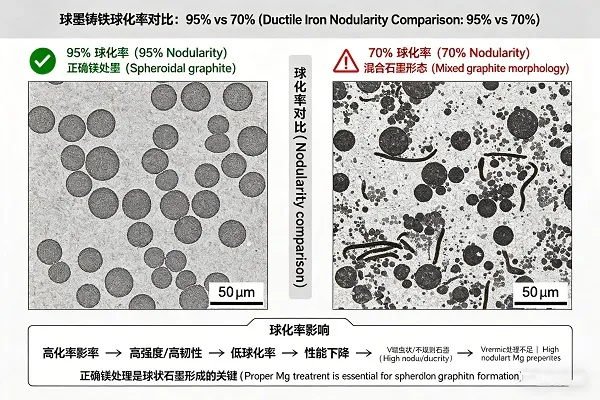
เป้าหมายแมกนีเซียมคงเหลือและความกลมของกราไฟต์
ความสัมพันธ์ระหว่าง Mg คงเหลือและความกลมของกราไฟต์ขึ้นอยู่กับความหนาของชิ้นงาน กำมะถันฐาน และปริมาณธาตุหายาก แนวทางทั่วไป:
| Mg คงเหลือ (%) | ความกลมของกราไฟต์ที่คาดหวัง | ความเหมาะสมในการใช้งาน |
|---|---|---|
| 0.020–0.025% | 50–70% (ผสม/รูปหนอน) | CGI (เหล็กหล่อกราไฟต์อัดแน่น), ไม่ใช่ดักไทล์ |
| 0.030–0.035% | 80–90% | ขั้นต่ำสำหรับเหล็กดักไทล์ เพียงพอสำหรับชิ้นงานหนา |
| 0.035–0.045% | 90–95% | ช่วงมาตรฐานของเหล็กดักไทล์ — เป้าหมายสำหรับการใช้งานส่วนใหญ่ |
| 0.045–0.055% | 95–98% | เหล็กดักไทล์ระดับพรีเมียม ชิ้นงานบาง ข้อกำหนดความกลมสูง |
| >0.060% | 95–98% + คาร์ไบด์ | การบำบัดเกิน — เสี่ยงต่อการเกิดชิลล์ ความเหนียวลดลง ตะกรันเพิ่มขึ้น |
ช่วงที่เหมาะสม: Mg คงเหลือ 0.035–0.045% สร้างสมดุลระหว่างความกลมของกราไฟต์ (>90%) กับความเสี่ยงของคาร์ไบด์และต้นทุน
ข้อกำหนดของเหล็กฐานสำหรับการบำบัดที่ประสบความสำเร็จ
โดยไม่คำนึงถึงวิธีการบำบัด คุณภาพของเหล็กฐานเป็นตัวกำหนดความสำเร็จ:
- กำมะถัน: ต้องน้อยกว่า <0.02% ก่อนการบำบัด Mg กำมะถันสูงจะกิน Mg เกิดเป็น MgS ลดความกลมของกราไฟต์ ใช้การกำจัดกำมะถัน (CaC₂, CaO, หรือโซดาแอช) หากกำมะถันฐานเกิน 0.025%
- คาร์บอนสมมูล: 4.2–4.4% เหมาะสมที่สุด CE ต่ำจะเพิ่มแนวโน้มเกิดคาร์ไบด์ CE สูงจะทำให้กราไฟต์ลอย
- ฟอสฟอรัส: <0.05% — P สูงทำให้เปราะ
- ไทเทเนียมและโครเมียม: ลดให้น้อยที่สุด — สิ่งเหล่านี้เป็นตัวส่งเสริมคาร์ไบด์ที่ต้านแมกนีเซียม
การแก้ไขปัญหาข้อบกพร่องทั่วไปของเหล็กดักไทล์
ความกลมของกราไฟต์ต่ำ (<80%)
- สาเหตุที่เป็นไปได้: Mg คงเหลือต่ำ กำมะถันฐานสูง (>0.02%) การลดลงของ Mg มากเกินไป ธาตุหายากไม่เพียงพอ
- แนวทางแก้ไข: เพิ่มการเติม MgFeSi กำจัดกำมะถันเหล็กฐานล่วงหน้า ลดระยะเวลาเก็บเหล็ก ใช้ MgFeSi ที่มีธาตุหายาก
การเกิดคาร์ไบด์ (ชิลล์)
- สาเหตุที่เป็นไปได้: การบำบัดเกิน (Mg >0.055%) การกระตุ้นการตกผลึกไม่เพียงพอ คาร์บอนสมมูลต่ำ การเย็นตัวเร็วในชิ้นงานบาง
- แนวทางแก้ไข: ลดการเติม Mg เพิ่มการกระตุ้นการตกผลึกหลังการบำบัด (FeSiCa) ปรับ CE ให้สูงขึ้น (4.3-4.4%) ใช้สารกระตุ้นการตกผลึก FeSiSr สำหรับชิ้นงานบาง
รูพรุนจากการหดตัว
- สาเหตุที่เป็นไปได้: การขยายตัวของกราไฟต์ไม่เพียงพอเนื่องจากจำนวนก้อนกราไฟต์ต่ำ การป้อนไม่ดี Mg มากเกินไป
- แนวทางแก้ไข: เพิ่มการกระตุ้นการตกผลึกหลังการบำบัด (โดยเฉพาะ FeSiBa) ปรับระบบรางเทให้เหมาะสม ลด Mg คงเหลือเหลือ 0.035-0.040%
กรณีศึกษา: การเปลี่ยนจากวิธีแซนด์วิชเป็นลวดคอร์
โรงหล่อขนาดกลางที่ผลิตชิ้นส่วนเหล็กดักไทล์ 15,000 ตัน/ปี (ขายึดรถยนต์และเฟืองท้าย) ประสบปัญหาความกลมของกราไฟต์ไม่สม่ำเสมอ (78–92%) และการปฏิเสธ 8% เนื่องจากความกลมต่ำและคาร์ไบด์ โดยใช้วิธีแซนด์วิชด้วยการเติม MgFeSi 1.2% ค่า Mg คงเหลือแปรผันจาก 0.028% ถึง 0.052%
หลังจากเปลี่ยนมาใช้ การฉีดลวดคอร์ ด้วยลวด MgFeSi (6% Mg) ที่อัตราการเติมเทียบเท่า 0.7% ผลลัพธ์น่าทึ่ง:
- Mg คงเหลือคงที่ที่ 0.038–0.042% (ความแปรปรวน <±0.003%)
- ความเป็นทรงกลมสม่ำเสมอ >92% (เฉลี่ย 95%)
- อัตราการปฏิเสธลดลงจาก 8% เหลือ 1.5%
- ปริมาณการใช้ MgFeSi ลดลง 35% (จาก 1.2% เหลือเทียบเท่า 0.78%)
- ประหยัดต่อปี: 210,000 ดอลลาร์ในโลหะผสม + 180,000 ดอลลาร์จากการลดเศษ
- ระยะเวลาคืนทุนสำหรับเครื่องป้อนลวด: 4 เดือน
คำแนะนำตามการใช้งาน
| ขนาดการผลิต | วิธีการที่แนะนำ | เหตุผลหลัก |
|---|---|---|
| โรงหล่อขนาดเล็ก (<1,000 ตัน/ปี) | แซนด์วิชหรือทันดิช | เงินลงทุนต่ำ เพียงพอสำหรับข้อกำหนดด้านคุณภาพทั่วไป |
| โรงหล่อขนาดกลาง (1,000–5,000 ตัน/ปี) | ทันดิชหรือลวดคอร์ | ทันดิชให้การปรับปรุงที่ดีกว่าแซนด์วิช ลวดคอร์ให้ความสม่ำเสมอและลดการใช้โลหะผสม |
| โรงหล่อขนาดใหญ่ (>5,000 ตัน/ปี) | ลวดคอร์ | ความสม่ำเสมอที่เหนือกว่า ต้นทุนโลหะผสมต่ำที่สุด อัตโนมัติ ควันน้อยที่สุด ความเป็นทรงกลมสูงสุด |
| ชิ้นงานหล่อบาง (<6 มม.) | ลวดคอร์ + การกระตุ้นการตกผลึก FeSiSr | การควบคุม Mg ที่แม่นยำป้องกันคาร์ไบด์ สารกระตุ้น Sr ช่วยเพิ่มความต้านทานการเย็นตัว |
| ชิ้นงานหล่อหนา (>100 มม.) | ลวดคอร์ + MgFeSi ที่มีธาตุหายาก | ต้องการการกักเก็บ Mg สูงขึ้นสำหรับการแข็งตัวที่ยาวนาน ธาตุหายากชะลอการจาง |
ความเป็นทรงกลมที่สม่ำเสมอในเหล็กเหนียวต้องใช้แนวทางที่เป็นระบบ: เลือกวิธีการบำบัดแมกนีเซียมที่เหมาะสมกับขนาดและข้อกำหนดด้านคุณภาพของคุณ รักษาการควบคุมเหล็กฐานที่เข้มงวด (โดยเฉพาะซัลเฟอร์) ดำเนินการกระตุ้นการตกผลึกหลังการบำบัดที่แข็งแกร่ง และตรวจสอบ Mg คงเหลือและเวลาจาง สำหรับโรงหล่อขนาดกลางถึงใหญ่ส่วนใหญ่ การฉีดลวดคอร์ ให้การผสมผสานที่ดีที่สุดของอัตราการคืนสภาพ ความสม่ำเสมอ ความเป็นทรงกลม และต้นทุนรวม — แม้ว่าวิธีทันดิชจะยังคงเป็นทางเลือกที่เหมาะสมสำหรับผู้ที่ไม่สามารถลงทุนในอุปกรณ์ป้อนลวด Bright Alloys จัดหา โลหะผสม MgFeSi (Mg 3-10% พร้อมธาตุหายาก) ลวดคอร์ และสารกระตุ้นการตกผลึกเฟอร์โรซิลิคอน สำหรับการบำบัดหลังการหล่อ พร้อมการสนับสนุนทางโลหะวิทยาเพื่อปรับปรุงการปฏิบัติงานเหล็กเหนียวของคุณ