การเปลี่ยนรูปของเกล็ดกราไฟต์ในเหล็กหล่อสีเทาไปเป็นก้อนทรงกลมในเหล็กหล่อเหนียว จำเป็นต้องมีองค์ประกอบสำคัญอย่างหนึ่ง: แมกนีเซียมอย่างไรก็ตาม ปฏิกิริยารุนแรงของแมกนีเซียมกับเหล็กหลอมเหลว ความสามารถในการละลายต่ำ และการเสื่อมสภาพอย่างรวดเร็ว ทำให้การบำบัดเป็นขั้นตอนที่สำคัญที่สุดและท้าทายที่สุดในการผลิตเหล็กหล่อเหนียว การเลือกวิธีการที่เหมาะสมและการปรับพารามิเตอร์กระบวนการให้เหมาะสมจะส่งผลโดยตรงต่อความหยาบของเนื้อเหล็ก คุณสมบัติทางกล และความแข็งแรงของการหล่อ
บทความนี้เปรียบเทียบวิธีการบำบัดแมกนีเซียมหลักสามวิธี — ฝาครอบท่อส่งโลหะหลอมเหลว, แซนด์วิช และการฉีดลวดแกนกลาง — ให้คำแนะนำเชิงปฏิบัติเพื่อให้ได้ผลลัพธ์ที่สม่ำเสมอ มีความหนาแน่นของเม็ดเลือดมากกว่า 90% พร้อมการฟื้นตัวที่ดีที่สุด และการจางหายที่น้อยที่สุด
ความท้าทายของแมกนีเซียม: ปฏิกิริยาสูง ความสามารถในการละลายต่ำ
แมกนีเซียมมีจุดเดือดที่ 1090°C ซึ่งต่ำกว่าอุณหภูมิการหลอมเหล็กทั่วไป (1400–1500°C) เมื่อเติมลงในเหล็กหลอมเหลว แมกนีเซียมจะระเหยกลายเป็นไอทันที ทำให้เกิดการปั่นป่วนและควันอย่างรุนแรง กุญแจสำคัญสู่ความสำเร็จในการบำบัดคือ การควบคุมปฏิกิริยารุนแรงนี้ เพื่อให้ได้ระดับแมกนีเซียมตกค้างที่ 0.030–0.045% ซึ่งเพียงพอสำหรับการทำให้เป็นทรงกลมโดยไม่มีคาร์ไบด์หรือกากตะกอนมากเกินไป
วิธีการเชิงพาณิชย์ทั้งหมดใช้ แมกนีเซียม เฟอร์โรซิลิคอน (MgFeSi) โลหะผสมที่โดยทั่วไปมีแมกนีเซียม 3–10% ร่วมกับธาตุหายาก (ซีเรียม, แลนทานัม) และแคลเซียม เพื่อช่วยลดปฏิกิริยาและเพิ่มความกลมของเม็ดโลหะ
วิธีที่ 1: วิธีแบบแซนด์วิช (แบบดั้งเดิม)
วิธีการแบบแซนด์วิชยังคงเป็นเทคนิคการบำบัดที่ใช้กันอย่างแพร่หลายที่สุด โดยเฉพาะในโรงหล่อขนาดเล็ก เนื่องจากต้นทุนการลงทุนต่ำ
คำอธิบายกระบวนการ
โลหะผสม MgFeSi จะถูกวางไว้ในช่องหรือแอ่งที่ก้นกระบวยของทัพพีที่ออกแบบมาเป็นพิเศษ ช่องนั้นจะถูกปิดด้วยเศษเหล็กหรือแผ่นเหล็กเพื่อชะลอการสัมผัสกับเหล็กหลอมเหลว จากนั้นเหล็กจะถูกเทลงบนฝาปิดโดยตรง ทำให้เหล็กหลอมเหลวทะลุผ่านและเริ่มต้นปฏิกิริยาของแมกนีเซียม
พารามิเตอร์ทั่วไป
- การฟื้นตัวของแมกนีเซียม: 25–45% (ผันแปรสูง)
- การเติม MgFeSi: 1.0–1.5% ของน้ำหนักหลอมเหลว (ขึ้นอยู่กับปริมาณแมกนีเซียมที่ต้องการ)
- ค่าใช้จ่ายด้านอุปกรณ์: ระดับต่ำ (ใช้กระบวยพิเศษเท่านั้น)
- ทักษะการใช้งาน: ปานกลางถึงสูง
- การเกิดควัน: สำคัญ
- ลักษณะการเกิดปุ่มนูนทั่วไปที่ได้: 80–90%
ข้อดี
- ลงทุนต่ำ — ไม่ต้องใช้อุปกรณ์พิเศษใดๆ นอกเหนือจากทัพพีสำหรับบำบัด
- เหมาะสำหรับการผลิตในปริมาณน้อยถึงปานกลาง (100–1000 กก.)
- มีความยืดหยุ่นสูง — สามารถใช้กับสารประกอบเหล็กได้หลากหลายชนิด
ข้อจำกัด
- การฟื้นตัวไม่สม่ำเสมอ — ความผันแปรระหว่างแต่ละชุดการผลิต ±10% เป็นเรื่องปกติ
- ควันและเปลวไฟสูง — ข้อกังวลด้านความปลอดภัยและสิ่งแวดล้อม
- อุณหภูมิลดลงอย่างมาก (30–50°C ระหว่างการรักษา)
- ไม่เหมาะสำหรับเหล็กที่มีกำมะถันต่ำ (ต้องเติมในปริมาณที่สูงกว่า)
- ไม่เหมาะสำหรับการผลิตแบบอัตโนมัติหรือการผลิตปริมาณมาก
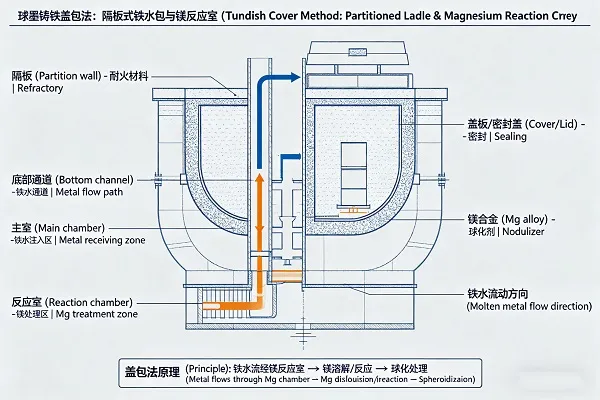
วิธีที่ 2: วิธีการคลุมท่อส่งน้ำเสีย
วิธีการใช้ถังพักของเหลว (Tundish method) เป็นรูปแบบที่ปรับปรุงแล้วของเทคนิคแบบแซนด์วิช โดยใช้ทัพพีที่มีช่องแบ่งเพื่อสร้างห้องปฏิกิริยา ซึ่งช่วยให้ควบคุมได้ดีขึ้นและได้ผลผลิตสูงขึ้น
คำอธิบายกระบวนการ
กระบวยเทเหล็กหลอมเหลว (Tundish ladle) มีผนังกั้นตรงกลางที่แบ่งกระบวยออกเป็นสองช่อง โดยจะวางแมกนีเซียมเฟอร์ไรต์ซิลิเกต (MgFeSi) ไว้ในช่องที่เล็กกว่า และเทเหล็กหลอมเหลวลงในช่องที่ใหญ่กว่า โดยเหล็กหลอมเหลวจะไหลข้ามผนังกั้นเข้าไปในช่องที่มี MgFeSi อยู่ วิธีนี้ทำให้เกิดปฏิกิริยาที่ควบคุมได้และมีความปั่นป่วนน้อยกว่าวิธีแบบแซนด์วิช
พารามิเตอร์ทั่วไป
- การฟื้นตัวของแมกนีเซียม: 40–60% (สม่ำเสมอกว่าแบบแซนด์วิช)
- การเติม MgFeSi: 0.8–1.2% ของน้ำหนักหลอมเหลว
- ค่าใช้จ่ายด้านอุปกรณ์: ขนาดกลาง (ต้องใช้ทัพพีตักน้ำเชื่อมแบบพิเศษ)
- ทักษะการใช้งาน: ปานกลาง
- การเกิดควัน: ปานกลาง
- ลักษณะการเกิดปุ่มนูนทั่วไปที่ได้: 85–95%
ข้อดี
- ได้ปริมาณแมกนีเซียมที่ฟื้นตัวได้สูงกว่าและสม่ำเสมอกว่าวิธีแบบแซนด์วิช
- ลดควันและเปลวไฟ
- การสูญเสียอุณหภูมิต่ำ (15–30°C)
- เหมาะสำหรับเหล็กที่มีกำมะถันต่ำ
- นิยมใช้กันอย่างแพร่หลายในโรงหล่อขนาดกลาง (ขนาดการผลิต 500–2000 กิโลกรัมต่อชุด)
ข้อจำกัด
- ต้นทุนการลงทุนที่สูงขึ้นสำหรับทัพพีตักน้ำหลอมเหลว
- ต้องใช้การออกแบบและการบำรุงรักษาทัพพีตักแบบเฉพาะ
- ไม่เหมาะสำหรับการผลิตในปริมาณน้อยมาก (< 200 กก.)
- ยังคงมีความแปรผันระหว่างแต่ละล็อตค่อนข้างมากเมื่อเทียบกับลวดแกนกลาง
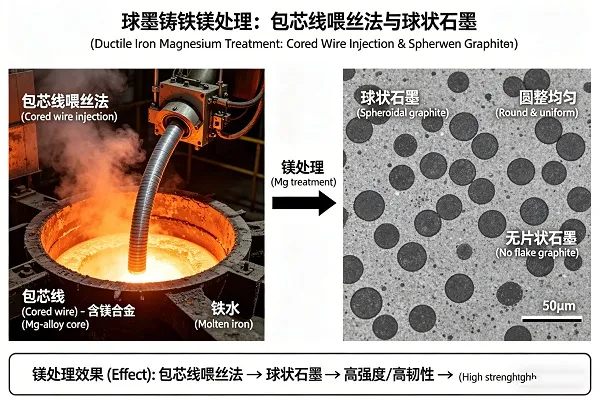
วิธีที่ 3: การฉีดลวดแกน (วิธีสมัยใหม่)
การฉีดลวดแกนกลางเป็นวิธีการที่มีเทคโนโลยีขั้นสูงที่สุด โดยให้ความแม่นยำ ความสม่ำเสมอ และระบบอัตโนมัติสำหรับการผลิตเหล็กหล่อเหนียวปริมาณมาก
คำอธิบายกระบวนการ
ผง MgFeSi ถูกห่อหุ้มด้วยปลอกเหล็ก (ลวดแกนกลาง) และป้อนอย่างต่อเนื่องเข้าไปในเหล็กหลอมเหลวผ่านทางท่อ ลวดจะละลายใต้พื้นผิว ปล่อยแมกนีเซียมลงในอ่างโดยตรงด้วยควันน้อยที่สุดและประสิทธิภาพสูงสุด
พารามิเตอร์ทั่วไป
- การฟื้นตัวของแมกนีเซียม: 50–75% (มีความสม่ำเสมอมากที่สุด)
- การเติมลวด MgFeSi: เทียบเท่ากับน้ำหนักหลอมเหลว 0.5–0.9%
- ค่าใช้จ่ายด้านอุปกรณ์: ระดับสูง (เครื่องป้อนลวด + หัวฉีด)
- ทักษะการใช้งาน: ต่ำ (อัตโนมัติ)
- การเกิดควัน: น้อยที่สุด
- ลักษณะการเกิดปุ่มนูนทั่วไปที่ได้: 90–98%
ข้อดี
- การฟื้นตัวสูงสุดและสม่ำเสมอที่สุด — ความผันแปร < ±3%
- การควบคุม Mg ที่แม่นยำ — เป้าหมายคือปริมาณแมกนีเซียมตกค้างไม่เกิน 0.005%
- ควันและเปลวไฟน้อยที่สุด — การดำเนินงานที่ปลอดภัยและสะอาดกว่าเดิม
- การสูญเสียอุณหภูมิต่ำสุด (5–15°C)
- สามารถทำงานอัตโนมัติได้อย่างสมบูรณ์ — สามารถทำงานร่วมกับระบบควบคุมกระบวนการได้
- ใช้ได้กับทุกขนาดชุดการผลิต — ตั้งแต่ 100 กิโลกรัม ถึง 50 ตัน
- เหมาะที่สุดสำหรับเหล็กที่มีกำมะถันต่ำ
ข้อจำกัด
- การลงทุนด้านเงินทุนที่สูงขึ้นสำหรับระบบป้อนลวดและหัวฉีด
- ต้องใช้คุณภาพลวดที่สม่ำเสมอและการสอบเทียบระบบป้อนลวดที่สม่ำเสมอ
- ต้นทุนวัสดุสิ้นเปลืองต่อเนื่องสำหรับสายไฟ (ชดเชยด้วยอัตราค่าบริการเพิ่มเติมที่ต่ำกว่า)
- อาจต้องมีการฝึกอบรมผู้ปฏิบัติงานเพื่อให้ได้ความลึกและอัตราการป้อนที่เหมาะสมที่สุด

ตารางสรุปเปรียบเทียบ
| พารามิเตอร์ | วิธีแซนด์วิช | วิธีการตุนดิช | การฉีดลวดแกน |
|---|---|---|---|
| การฟื้นตัวของแมกนีเซียม (%) | 25–45% | 40–60% | 50–75% |
| ความสม่ำเสมอในการกู้คืน | แย่ (±10%) | ปานกลาง (±5%) | ดีเยี่ยม (±3%) |
| อัตราการเติม MgFeSi | 1.0–1.5% | 0.8–1.2% | 0.5–0.9% |
| การสูญเสียอุณหภูมิ (°C) | 30–50°C | 15–30°C | 5–15°C |
| การเกิดควัน | สูง | ปานกลาง | น้อยที่สุด |
| ต้นทุนการลงทุน | ต่ำ | ปานกลาง | สูง |
| ความเหมาะสมของขนาดชุดการผลิต | 100–1000 กก. | 500–2000 กก. | น้ำหนักใดก็ได้ (100–50,000 กก.) |
| ลักษณะเป็นก้อนทั่วไป | 80–90% | 85–95% | 90–98% |
| ศักยภาพด้านระบบอัตโนมัติ | ไม่มี | จำกัด | เต็ม |
ทำความเข้าใจการจางหายไป: การแข่งขันกับเวลา
การสูญเสียแมกนีเซียมอย่างต่อเนื่องเนื่องจากปฏิกิริยากับกำมะถัน ออกซิเจน และตะกรัน จะเริ่มขึ้นทันทีหลังการบำบัด และจะลดลงตามรูปแบบเลขชี้กำลังที่คาดการณ์ได้:
- 5 นาทีแรก: สูญเสียแมกนีเซียม 10–15%
- 5–10 นาที: ลดน้ำหนักได้อีก 5–10%
- 10–15 นาที: สูญเสียเพิ่มขึ้นอีก 3–5%
นัยสำคัญเชิงวิพากษ์: เพื่อรักษาระดับความหนาแน่นของเนื้อวัสดุให้มากกว่า 90% ควรดำเนินการหล่อให้เสร็จภายในระยะเวลาที่กำหนด 10-12 นาที ของการรักษา หลังจาก 15 นาที ความเป็นก้อนอาจลดลงต่ำกว่า 80% โดยไม่คำนึงถึงระดับแมกนีเซียมเริ่มต้น
กลยุทธ์การลดผลกระทบจากการลดลงของสัญญาณ:
- ใช้เหล็กพื้นฐานที่มีกำมะถันต่ำ (<0.02% S) เพื่อลดการสูญเสียแมกนีเซียมไปสู่การก่อตัวของแมกนีเซียมซัลเฟต (MgS)
- รักษาชั้นตะกรันให้หนาและมีค่าความเป็นด่างสูง (CaO/SiO₂ > 2.0)
- เติมสารหลังการเพาะเชื้อ (FeSiCa หรือ FeSiBa) ในปริมาณ 0.1–0.3% หลังจากการบำบัดด้วยแมกนีเซียม เพื่อฟื้นฟูตำแหน่งการเกิดนิวเคลียส (แมกนีเซียมทำลายนิวเคลียสของกราไฟต์)
- ลดระยะเวลาการรอคอยระหว่างการบำบัดและการเทให้น้อยที่สุด
- การฉีดลวดแกนช่วยให้สามารถเติมแมกนีเซียมในภายหลังได้ ซึ่งช่วยลดระยะเวลาการคงสภาพโดยรวมลง
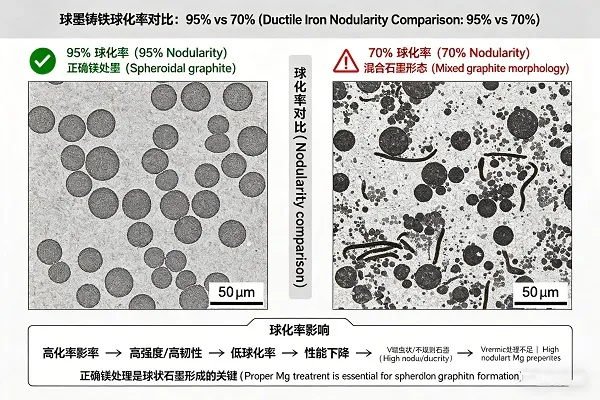
เป้าหมายแมกนีเซียมตกค้างและลักษณะเป็นก้อน
ความสัมพันธ์ระหว่างแมกนีเซียมที่เหลืออยู่และลักษณะเป็นก้อนขึ้นอยู่กับความหนาของหน้าตัด กำมะถันพื้นฐาน และปริมาณธาตุหายาก หลักเกณฑ์ทั่วไป:
| แมกนีเซียมตกค้าง (%) | คาดว่าจะเกิดเป็นก้อน | ความเหมาะสมในการใช้งาน |
|---|---|---|
| 0.020–0.025% | 50–70% (แบบผสม/แบบเส้นเล็ก) | CGI (เหล็กกราไฟต์อัดแน่น) ไม่ใช่เหล็กดัด |
| 0.030–0.035% | 80–90% | ขั้นต่ำสำหรับเหล็กหล่อเหนียว เพียงพอสำหรับชิ้นส่วนขนาดใหญ่ |
| 0.035–0.045% | 90–95% | เหล็กหล่อเหนียวมาตรฐาน — เหมาะสำหรับงานส่วนใหญ่ |
| 0.045–0.055% | 95–98% | เหล็กหล่อเหนียวคุณภาพสูง แบบบาง และต้องการความเหนียวสูง |
| >0.060% | คาร์ไบด์ 95–98% ขึ้นไป | การรักษามากเกินไป — เสี่ยงต่อการเกิดความเย็นจัด ความยืดหยุ่นลดลง และตะกอนเพิ่มขึ้น |
ช่วงที่เหมาะสมที่สุด: ปริมาณแมกนีเซียมตกค้าง 0.035–0.045% ช่วยปรับสมดุลความเป็นเม็ด (มากกว่า 90%) เมื่อเทียบกับความเสี่ยงและต้นทุนของคาร์ไบด์
ปริมาณธาตุเหล็กพื้นฐานที่จำเป็นสำหรับการรักษาที่ประสบความสำเร็จ
ไม่ว่าจะใช้วิธีการรักษาแบบใด คุณภาพของธาตุเหล็กพื้นฐานจะเป็นตัวกำหนดความสำเร็จ:
- กำมะถัน: ต้องมีค่าต่ำกว่า 0.02% ก่อนการบำบัดด้วยแมกนีเซียม กำมะถันในปริมาณสูงจะดูดซับแมกนีเซียมไปเปลี่ยนเป็นแมกนีเซียมซัลเฟต (MgS) ทำให้ความสามารถในการเกิดก้อนลดลง ควรใช้กระบวนการกำจัดกำมะถัน (CaC₂, CaO หรือโซดาแอช) หากค่ากำมะถันพื้นฐานเกิน 0.025%
- เทียบเท่าคาร์บอน: ค่า CE ที่เหมาะสมคือ 4.2–4.4% ค่า CE ที่ต่ำลงจะเพิ่มแนวโน้มการเกิดคาร์ไบด์ ในขณะที่ค่า CE ที่สูงขึ้นจะทำให้เกิดการลอยตัวของกราไฟต์
- ฟอสฟอรัส: <0.05% — ปริมาณฟอสฟอรัสสูงทำให้วัสดุเปราะแตกง่าย
- ไทเทเนียมและโครเมียม: ลดปริมาณสารเหล่านี้ให้น้อยที่สุด เพราะสารเหล่านี้เป็นตัวเร่งปฏิกิริยาคาร์ไบด์ที่ต้านฤทธิ์ของแมกนีเซียม
การแก้ไขปัญหาข้อบกพร่องทั่วไปของเหล็กหล่อเหนียว
มีก้อนเนื้อน้อย (<80%)
- สาเหตุที่เป็นไปได้: ปริมาณแมกนีเซียมตกค้างต่ำ ปริมาณกำมะถันพื้นฐานสูง (>0.02%) สีซีดจางมากเกินไป ปริมาณธาตุหายากไม่เพียงพอ
- วิธีแก้ปัญหา: เพิ่มปริมาณ MgFeSi, กำจัดกำมะถันออกจากเหล็กพื้นฐานก่อน, ลดระยะเวลาการคงสภาพ, เพิ่ม MgFeSi ที่มีธาตุหายาก
การก่อตัวของคาร์ไบด์ (เย็นตัว)
- สาเหตุที่เป็นไปได้: การบำบัดมากเกินไป (Mg >0.055%), การเพาะเชื้อในปริมาณต่ำ, ค่าเทียบเท่าคาร์บอนต่ำ, การทำให้เย็นตัวอย่างรวดเร็วในชิ้นเนื้อบาง
- วิธีแก้ปัญหา: ลดการเติม Mg เพิ่มปริมาณหลังการเพาะเชื้อ (FeSiCa) ปรับค่า CE ให้สูงขึ้น (4.3-4.4%) ใช้สารเพาะเชื้อ FeSiSr สำหรับการตัดชิ้นเนื้อบาง
ความพรุนจากการหดตัว
- สาเหตุที่เป็นไปได้: การขยายตัวของกราไฟต์ไม่เพียงพอเนื่องจากจำนวนก้อนกราไฟต์ต่ำ การให้อาหารไม่ดี และแมกนีเซียมมากเกินไป
- วิธีแก้ปัญหา: เพิ่มปริมาณหลังการเพาะเชื้อ (โดยเฉพาะ FeSiBa) ปรับกระบวนการเพาะเลี้ยงให้เหมาะสม ลดปริมาณแมกนีเซียมที่เหลืออยู่ให้เหลือ 0.035-0.040%
ตัวอย่างกรณีศึกษา: การเปลี่ยนจากลวดแซนด์วิชเป็นลวดแกน
โรงหล่อขนาดกลางที่ผลิตชิ้นส่วนเหล็กดัด (เช่น โครงยึดรถยนต์และเรือนเฟืองท้าย) ปีละ 15,000 ตัน ประสบปัญหาเรื่องความไม่สม่ำเสมอของเม็ดกรวด (78–92%) และมีการปฏิเสธชิ้นงานถึง 8% เนื่องจากเม็ดกรวดต่ำและมีคาร์ไบด์ปนอยู่ เมื่อใช้กรรมวิธีแบบแซนด์วิชโดยเติม MgFeSi 1.2% ปริมาณ Mg ที่เหลืออยู่จะแปรผันจาก 0.028% ถึง 0.052%
หลังจากแปลงเป็น การฉีดลวดแกน เมื่อใช้ลวด MgFeSi (6% Mg) ที่เติมในปริมาณเทียบเท่า 0.7% ผลลัพธ์ที่ได้นั้นน่าทึ่งมาก:
- ปริมาณแมกนีเซียมตกค้างคงที่ที่ 0.038–0.042% (ความผันแปร <±0.003%)
- ความหนาแน่นของก้อนเนื้อสูงกว่า 92% อย่างสม่ำเสมอ (เฉลี่ย 95%)
- อัตราการปฏิเสธลดลงจาก 8% เหลือ 1.5%
- ปริมาณการใช้ MgFeSi ลดลง 35% (จาก 1.2% เหลือ 0.78% เทียบเท่า)
- ประหยัดได้ต่อปี: 210,000 ดอลลาร์สหรัฐฯ จากโลหะผสม + 180,000 ดอลลาร์สหรัฐฯ จากเศษวัสดุที่ลดลง
- ระยะเวลาคืนทุนสำหรับเครื่องป้อนลวด: 4 เดือน
คำแนะนำโดยพิจารณาจากใบสมัคร
| ขนาดการผลิต | วิธีการที่แนะนำ | เหตุผลหลัก |
|---|---|---|
| โรงหล่อขนาดเล็ก (<1,000 ตัน/ปี) | แซนด์วิชหรือทุนดิช | ใช้เงินลงทุนต่ำ เพียงพอสำหรับความต้องการคุณภาพระดับปานกลาง |
| โรงหล่อขนาดกลาง (1,000–5,000 ตัน/ปี) | ท่อส่งน้ำหรือลวดแกน | ท่อส่งโลหะแบบตันดิชให้ผลลัพธ์ที่ดีกว่าแบบแซนด์วิช ลวดแกนกลางให้ความสม่ำเสมอและลดการใช้โลหะผสมลง |
| โรงหล่อขนาดใหญ่ (มากกว่า 5,000 ตันต่อปี) | ลวดแกน | ความสม่ำเสมอที่เหนือกว่า ต้นทุนโลหะผสมต่ำที่สุด ระบบอัตโนมัติ ควันน้อยที่สุด ความกลมของเม็ดแร่สูงสุด |
| ชิ้นงานหล่อแบบบาง (<6 มม.) | ลวดแกนกลาง + การฉีดเชื้อ FeSiSr | การควบคุมปริมาณแมกนีเซียมอย่างแม่นยำช่วยป้องกันการเกิดคาร์ไบด์ สารเติมแต่งสตรอนเทียมช่วยเพิ่มความทนทานต่อความเย็นจัด |
| ชิ้นส่วนหล่อขนาดใหญ่ (>100 มม.) | ลวดแกน + แบริ่ง MgFeSi | ต้องการการกักเก็บแมกนีเซียมที่สูงขึ้นสำหรับการแข็งตัวที่ยาวนาน การกักเก็บ RE ช่วยชะลอการเสื่อมสภาพ |
การควบคุมขนาดของเม็ดแร่ในเหล็กหล่อเหนียวให้มีความสม่ำเสมอ จำเป็นต้องใช้แนวทางที่เป็นระบบ: เลือกวิธีการบำบัดด้วยแมกนีเซียมที่เหมาะสมกับขนาดและคุณภาพที่ต้องการ ควบคุมปริมาณเหล็กพื้นฐานอย่างเข้มงวด (โดยเฉพาะกำมะถัน) ดำเนินการเติมเม็ดแร่หลังการหล่ออย่างมีประสิทธิภาพ และตรวจสอบปริมาณแมกนีเซียมที่เหลืออยู่และระยะเวลาการเสื่อมสภาพ สำหรับโรงหล่อขนาดกลางถึงขนาดใหญ่ส่วนใหญ่ การฉีดลวดแกน นำเสนอการผสมผสานที่ดีที่สุดระหว่างการฟื้นตัว ความสม่ำเสมอ ความเป็นก้อน และต้นทุนโดยรวม — แม้ว่าวิธีการใช้ท่อส่งลวด (tundish method) ยังคงเป็นทางเลือกที่เหมาะสมสำหรับผู้ที่ไม่สามารถลงทุนในอุปกรณ์ป้อนลวดได้ Bright Alloys เป็นผู้จัดจำหน่าย โลหะผสม MgFeSi (แมกนีเซียม 3-10% ผสมธาตุหายาก), ลวดแกน และสารเติมแต่งเฟอร์โรซิลิคอน สำหรับขั้นตอนหลังการบำบัด โดยได้รับการสนับสนุนจากผู้เชี่ยวชาญด้านโลหะวิทยา เพื่อเพิ่มประสิทธิภาพการใช้งานเหล็กหล่อดัดของคุณให้สูงสุด