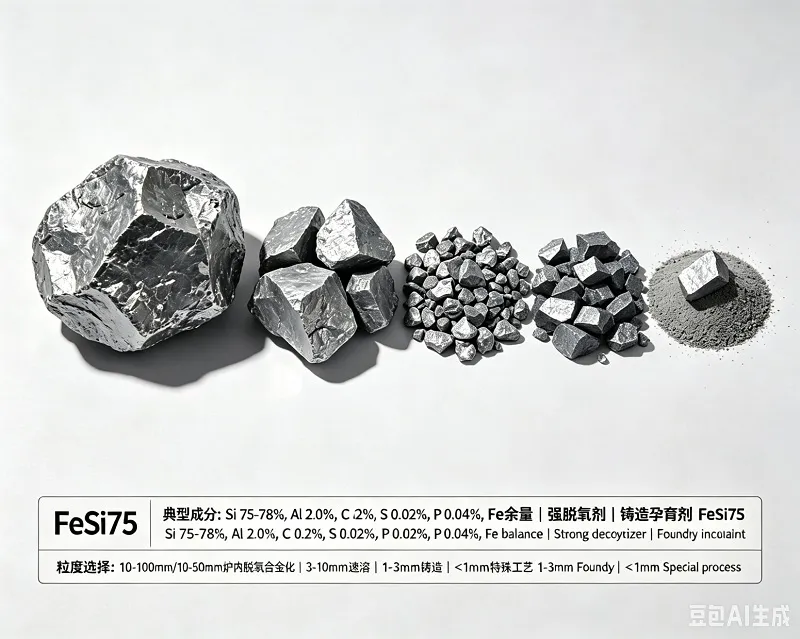
เฟอร์โรซิลิคอน 75 (FeSi75) เป็นโลหะผสมหลักในการดีออกซิเดชันและการผสมโลหะในการผลิตเหล็ก แต่การมองว่าเป็นเพียงสินค้าทั่วไปจะมองข้ามอิทธิพลสำคัญของธาตุเจือปนและขนาดทางกายภาพ การเพิ่มประสิทธิภาพการคืนสภาพซิลิคอนสูงสุดไม่ใช่แค่การเติมน้ำหนักโลหะผสมที่ถูกต้อง แต่เป็นการจับคู่ระดับอะลูมิเนียม คาร์บอน แคลเซียม ฟอสฟอรัส และกำมะถันที่แม่นยำ พร้อมกับการกระจายขนาดอนุภาคที่เหมาะสมกับภาชนะทางโลหะวิทยาและเกรดเหล็กเฉพาะ การเลือกขนาดอนุภาคที่ไม่เหมาะสมสำหรับเตาอาร์คไฟฟ้า (EAF) อาจนำไปสู่การออกซิเดชันก่อนกำหนด ในขณะที่ปริมาณอะลูมิเนียมที่ไม่ถูกต้องในเตาเบ้า (LF) อาจสร้างสิ่งเจือปนอะลูมินาที่เป็นอันตรายในเหล็กแบริ่ง สำหรับข้อมูลจำเพาะของผลิตภัณฑ์โดยละเอียด รวมถึงส่วนประกอบทางเคมีที่แน่นอน ตัวเลือกขนาดอนุภาค และรายละเอียดบรรจุภัณฑ์ โปรดเยี่ยมชม หน้าเว็บผลิตภัณฑ์ FeSi75 ของ Bright Alloys.
สำหรับความเข้าใจพื้นฐานเกี่ยวกับความแตกต่างระหว่างเกรด FeSi โปรดดูคำแนะนำโดยละเอียดของเราเกี่ยวกับ การดีออกซิเดชันเฟอร์โรซิลิคอน: การเลือกเกรด. บทความนี้ต่อยอดจากสิ่งนั้นโดยเน้นเฉพาะที่สเปกตรัม FeSi75 วิเคราะห์ว่าความคลาดเคลื่อนทางเคมีและการกำหนดขนาดอนุภาค (10-50มม., 10-100มม., และ 3-8มม.) มีปฏิสัมพันธ์กับอุปกรณ์การผลิตเหล็กและกระบวนการกระตุ้นการตกผลึกในโรงหล่ออย่างไร
บทบาทสำคัญของธาตุเจือปนใน FeSi75
ในขณะที่ซิลิคอน 75% เป็นข้อกำหนดหลัก ส่วนที่เหลืออีก 25% ประกอบด้วยเหล็กและธาตุร่องรอยที่สำคัญ แต่ละ "สิ่งเจือปน" เหล่านี้มีบทบาททางโลหะวิทยาที่แตกต่างกันซึ่งผู้ผลิตเหล็กสามารถใช้ประโยชน์หรือต้องบรรเทา
ปริมาณอะลูมิเนียม (Al): พลังการดีออกซิเดชันเทียบกับการควบคุมสิ่งเจือปน
อะลูมิเนียมเป็นสารดีออกซิไดซ์ที่แรงกว่าซิลิคอนมาก ใน FeSi75 ปริมาณอะลูมิเนียมโดยทั่วไปอยู่ในช่วง 0.5% ถึง 2.0% ปริมาณ Al ที่สูงขึ้นสามารถเพิ่มประสิทธิภาพการดีออกซิเดชันเริ่มต้น ลดความจำเป็นในการเติมอะลูมิเนียมแยกต่างหากในการผลิตเหล็กโครงสร้าง อย่างไรก็ตาม สำหรับเหล็กที่มีความสะอาดสูง เช่น เหล็กเส้นยางหรือเหล็กสปริง การก่อตัวของกลุ่มก้อน Al₂O₃ ที่เป็นของแข็งนั้นไม่สามารถยอมรับได้ สำหรับเกรดเหล่านี้ FeSi75 ที่มีอะลูมิเนียมต่ำ (Al ≤ 0.5%) เป็นสิ่งจำเป็นเพื่อป้องกันการอุดตันของหัวฉีดและเพื่อให้เป็นไปตามข้อกำหนดการจัดอันดับสิ่งเจือปนที่เข้มงวด
ปริมาณคาร์บอน (C): การสร้างสมดุลในการผสมโลหะ
ระดับคาร์บอนใน FeSi75 มาตรฐานโดยทั่วไปต่ำ (ปกติ 0.1-0.2%) ซึ่งทำให้เหมาะสำหรับเกรดเหล็กกล้าคาร์บอนต่ำโดยไม่เสี่ยงต่อการเพิ่มคาร์บอนที่ไม่พึงประสงค์ อย่างไรก็ตาม ในการใช้งานโรงหล่อ ปริมาณคาร์บอนที่สูงขึ้นเล็กน้อยและควบคุมได้อาจเป็นประโยชน์ เมื่อใช้ FeSi75 เป็นสารกระตุ้นการตกผลึก ระดับคาร์บอนต้องสม่ำเสมอเพื่อหลีกเลี่ยงการนำความแปรปรวนเข้าสู่ค่าคาร์บอนเทียบเท่าของเหล็กหล่อ ซึ่งอาจส่งผลต่อความลึกของการเย็นตัวและสัณฐานวิทยาของกราไฟต์
แคลเซียม (Ca), ฟอสฟอรัส (P), และกำมะถัน (S)
แคลเซียม (โดยทั่วไป 0.5-1.5%) โดยทั่วไปมีประโยชน์ในโลหะวิทยาเบ้าเนื่องจากปรับเปลี่ยนสิ่งเจือปนอะลูมินาให้เป็นแคลเซียมอะลูมิเนตเหลว ช่วยเพิ่มความสามารถในการหล่อ อย่างไรก็ตาม Ca ที่มากเกินไปร่วมกับกำมะถันสามารถสร้างตะกอน CaS ซึ่งเป็นอันตรายต่อความต้านทานการกัดกร่อนของเกรดบางชนิด ฟอสฟอรัส และ กำมะถัน โดยทั่วไปไม่เป็นที่ต้องการและถูกควบคุมอย่างเข้มงวด FeSi75 คุณภาพสูงรักษา P ≤ 0.04% และ S ≤ 0.02% เพื่อป้องกันการเปราะหรือความร้อนเปราะในผลิตภัณฑ์เหล็กขั้นสุดท้าย ซัพพลายเออร์เช่น Bright Alloys รับรองระดับเหล่านี้เพื่อความสม่ำเสมอ
กลยุทธ์การกำหนดขนาดอนุภาค: จับคู่ขนาดกับภาชนะทางโลหะวิทยา
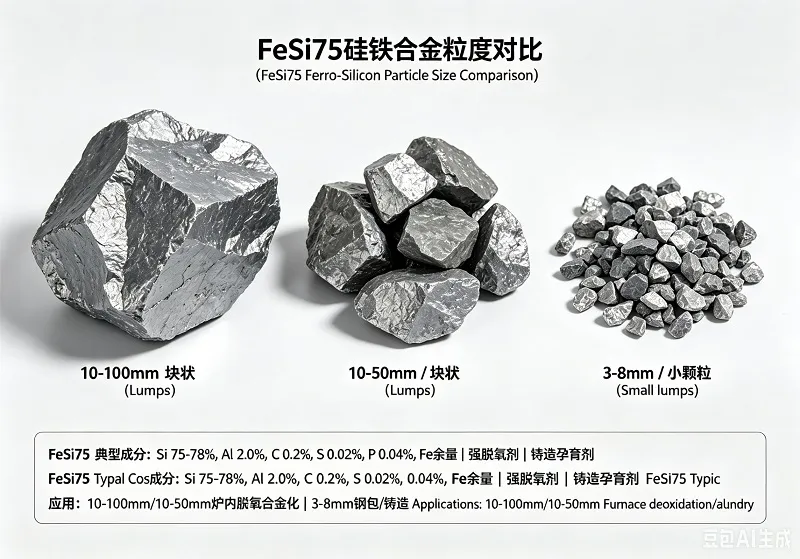
เคมี FeSi75 เดียวกันสามารถทำงานแตกต่างกันอย่างมากหากขนาดอนุภาคไม่ถูกต้อง ขนาดมีผลต่ออัตราการละลาย การสูญเสียจากการลอยตัว และความสม่ำเสมอ ขนาดอนุภาคทางอุตสาหกรรมทั่วไปสามขนาดคือ 10-50มม., 10-100มม., และ 3-8มม.
10-50มม.: มาตรฐานสำหรับเตาเบ้าและเตาคอนเวอร์เตอร์
ช่วงขนาด 10-50มม. เป็นตัวหลักสำหรับ เตาเบ้า (LF) และ การเทเตาคอนเวอร์เตอร์ (BOF). เมื่อเติมลงในเบ้าระหว่างการเทหรือการกวนด้วยอาร์กอน ช่วงขนาดนี้ให้ความสมดุลที่เหมาะสม ชิ้นส่วนมีขนาดใหญ่พอที่จะทะลุชั้นตะกรันเหลวโดยไม่ลอยและออกซิไดซ์ก่อนกำหนด แต่เล็กพอที่จะละลายได้อย่างรวดเร็วภายใน 3-5 นาทีด้วยการกวนเบาๆ ซึ่งช่วยลดการสูญเสียการคืนสภาพที่มักเกี่ยวข้องกับผงละเอียดที่ถูกพัดพาไปโดยระบบแก๊สเสีย สำหรับเหล็กโครงสร้างทั่วไป (S235, S355) ที่ต้องการ FeSi75 ขนาด 10-50มม. เป็นมาตรฐานทองคำเพื่อให้ได้การคืนสภาพซิลิคอน 90-95%
10-100มม.: เตาอาร์คไฟฟ้า (EAF) และเตาคอนเวอร์เตอร์ขนาดใหญ่
สำหรับ เตาอาร์คไฟฟ้า และเตาคอนเวอร์เตอร์ขนาดใหญ่ที่การเติมทำลงในเบ้าหลอมลึกที่มีการป้อนพลังงานมหาศาล การกำหนดขนาด 10-100มม. เป็นที่ต้องการ มวลที่ใหญ่กว่าช่วยให้เฟอร์โรอัลลอยจมลึกลงไปในเนื้อเหล็กหลอมเหลวก่อนที่จะละลาย ป้องกันการออกซิเดชันโดยบรรยากาศเตาหรือตะกรันออกซิไดซ์ด้านบน ซึ่งสำคัญอย่างยิ่งในการดำเนินงาน EAF ที่ความแปรปรวนของเศษเหล็กนำไปสู่ระดับ FeO ในตะกรันที่ผันผวน การใช้ FeSi75 ที่มีขนาดใหญ่และเทอะทะช่วยลดพื้นที่ผิวที่สัมผัสกับตะกรัน FeO สูงที่รุนแรงในระหว่างขั้นตอนการหลอม ปกป้องอัตราการคืนสภาพซิลิคอนซึ่งอาจลดลงต่ำกว่า 85% หากใช้ผงละเอียด
3-8มม.: การกระตุ้นการตกผลึกในโรงหล่อที่แม่นยำและการป้อนลวดแกน
ช่วงขนาด ในโลหะวิทยาทุติยภูมิ ในโรงหล่อเหล็กหล่อเทาหรือเหล็กดักไทล์ FeSi75 ขนาด 3-8มม. เป็นสารกระตุ้นการตกผลึกระดับพรีเมียม ขนาดที่ละเอียดและสม่ำเสมอช่วยให้ละลายได้อย่างรวดเร็วและสม่ำเสมอในกระแสเหล็กหลอมเหลว ส่งเสริมจำนวนก้อนกลมที่สูงในเหล็กดักไทล์ สำหรับการปรับแต่งเบ้าที่แม่นยำในโรงงานเหล็ก ขนาดนี้ถูกบรรจุในลวดแกน ทำให้โลหะผสมถูกฉีดลึกเข้าไปในเบ้าหลอมเหล็กด้วยความแม่นยำสูงและการคืนสภาพเกือบ 100% หลีกเลี่ยงการสัมผัสกับตะกรันโดยสิ้นเชิง ขนาดละเอียด 3-8มม. ไม่ได้ใช้สำหรับการเติมเบ้าจำนวนมากเนื่องจากสูญเสียฝุ่นสูงและออกซิเดชันทันที อย่างไรก็ตาม มันขาดไม่ได้ใน โรงหล่อ และสำหรับ
การฉีดลวดแกน
เมทริกซ์การใช้งาน: FeSi75 ในเกรดเหล็กและกระบวนการต่างๆ
| เมทริกซ์ต่อไปนี้ให้ข้อมูลอ้างอิงทางเทคนิคสำหรับการเลือกส่วนผสมที่เหมาะสมของเคมีและขนาดตามสถานการณ์การใช้งาน | การใช้งาน / เกรดเหล็ก | ภาชนะ | ขนาดที่แนะนำ | จุดเน้นทางเคมีหลัก (FeSi75) |
|---|---|---|---|---|
| เป้าหมายการคืนสภาพ | ก่อสร้าง / เหล็กเส้น | 10-100 มม. หรือ 10-50 มม. | Al มาตรฐาน (1.0-1.5%), P/S ต่ำ | 88-92% |
| เหล็กโครงสร้าง (S355, A572) | การเท LF / BOF | 10-50มม. | Al ปานกลาง (0.5-1.0%), Ca 0.5-1.0% | 90-95% |
| เหล็ก HSLA / แผ่นยานยนต์ | LF พร้อมการล้างด้วยอาร์กอน | 10-50มม. | Al ต่ำ (≤0.5%), Ca ที่ควบคุม | 92-95% |
| เหล็กสปริง (60Si2Mn, 55Cr3) | LF / การไล่ก๊าซสุญญากาศ | 10-50 มม. หรือลวดแกน (3-8 มม.) | Al ต่ำอย่างเคร่งครัด (≤0.5%), P ต่ำ (≤0.035%) | 93-96% |
| เหล็กแบริ่ง (100Cr6, SAE 52100) | LF / RH Degasser | 10-50มม. | Al ต่ำพิเศษ (≤0.3%), ร่องรอย Ti/Ca ต่ำ | 92-94% |
| การกระตุ้นการตกผลึกในโรงหล่อ (เหล็กหล่อเทา/ดักไทล์) | สายเท / เบ้า | ในโลหะวิทยาทุติยภูมิ ในโรงหล่อเหล็กหล่อเทาหรือเหล็กดักไทล์ FeSi75 ขนาด 3-8มม. เป็นสารกระตุ้นการตกผลึกระดับพรีเมียม ขนาดที่ละเอียดและสม่ำเสมอช่วยให้ละลายได้อย่างรวดเร็วและสม่ำเสมอในกระแสเหล็กหลอมเหลว ส่งเสริมจำนวนก้อนกลมที่สูงในเหล็กดักไทล์ สำหรับการปรับแต่งเบ้าที่แม่นยำในโรงงานเหล็ก ขนาดนี้ถูกบรรจุในลวดแกน ทำให้โลหะผสมถูกฉีดลึกเข้าไปในเบ้าหลอมเหล็กด้วยความแม่นยำสูงและการคืนสภาพเกือบ 100% หลีกเลี่ยงการสัมผัสกับตะกรันโดยสิ้นเชิง | C สม่ำเสมอ (~0.1%), ระดับ Ca และ Ba เฉพาะ | 95-100% |
| การป้อนลวดแม่นยำ | LF / Tundish | 3-8 มม. (บดและคัดกรอง) | เคมีตามความต้องการของเกรด | 98-100% |
การเพิ่มประสิทธิภาพการคืนสภาพ: การบูรณาการกระบวนการกับ FeSi75
นอกเหนือจากเคมีและขนาดแล้ว เทคนิคการเติมก็เป็นตัวตัดสิน สำหรับการหลอม 100 ตันที่โรงงานเหล็กโครงสร้างทั่วไป การอัปเกรดจากการเติมแบบเทกองทั่วไปเป็นการใช้ FeSi75 ขนาด 10-50 มม. ที่เติมในช่วงท้ายของการกวนด้วยอาร์กอนในเบ้า สามารถเพิ่มอัตราการคืนสภาพได้ 4-6 จุดเปอร์เซ็นต์ เนื่องจากขนาดที่เหมาะสมช่วยให้โลหะผสมไม่ลอยขึ้นไปในชั้นตะกรันหรือจมลงก้นเบ้าก่อนละลาย สำหรับการผลิต 500,000 ตันต่อปี การปรับปรุงการคืนสภาพซิลิคอน 5% แปลงเป็นการประหยัดวัตถุดิบหลายหมื่นดอลลาร์ พร้อมกับรักษาเคมีซิลิคอนสุดท้ายให้อยู่ในช่วงที่แคบลง
กรณีศึกษา: การเปลี่ยนแปลงของโรงหล่อเหล็กดักไทล์
โรงหล่อที่ผลิตท่อเหล็กดักไทล์เปลี่ยนจากการใช้ FeSi75 ขนาด 10-50 มม. ทั่วไปมาเป็น FeSi75 เกรดสารกระตุ้นการตกผลึก ขนาด 3-8 มม. ที่มีอะลูมิเนียมควบคุม (1.2%) และแคลเซียม (0.8%) การกระจายขนาดอนุภาคที่ละเอียดและแคบลงช่วยให้ละลายในเหล็กที่ผ่านการบำบัดด้วยแมกนีเซียมได้สม่ำเสมอมากขึ้น ผลลัพธ์คือจำนวนก้อนกลมที่เสถียรเพิ่มขึ้น 15% และลดข้อบกพร่องจากการเกิดคาร์ไบด์ลงอย่างมาก แสดงให้เห็นว่าการใช้งานในงานหล่อต้องการความแม่นยำทางกายภาพที่วัสดุขนาด 3-8 มม. มอบให้
ข้อสรุปสำหรับผู้เชี่ยวชาญด้านการผลิตเหล็กและโรงหล่อคือชัดเจน: การเพิ่มมูลค่าสูงสุดจาก FeSi75 ต้องก้าวข้ามแนวคิดแบบเดียวใช้ได้ทั้งหมด โดยการระบุปริมาณอะลูมิเนียม คาร์บอน และแคลเซียมอย่างระมัดระวัง และจับคู่ขนาดอนุภาคกับกระบวนการเตาหลอมหรือเบ้าที่เฉพาะเจาะจง การดำเนินงานสามารถปลดล็อกการประหยัดต้นทุนอย่างมีนัยสำคัญ ผลผลิตที่สูงขึ้น และคุณภาพผลิตภัณฑ์ที่เหนือกว่า ดังที่อธิบายโดยละเอียดใน การดีออกซิเดชันเฟอร์โรซิลิคอน: การเลือกเกรด การเลือกโลหะผสมเชิงกลยุทธ์ให้ผลตอบแทนตลอดห่วงโซ่การผลิตเหล็กทั้งหมด หากต้องการตรวจสอบสายผลิตภัณฑ์ FeSi75 ครบวงจรของเราพร้อมข้อมูลจำเพาะทางเคมีที่ได้รับการรับรองและขนาดอนุภาคที่มีสำหรับการใช้งานเฉพาะของคุณ โปรดเยี่ยมชม หน้าเว็บผลิตภัณฑ์ FeSi75 ของ Bright Alloys.