เหล็กกล้ากำลังสูงผสมธาตุต่ำ (HSLA) เป็นตัวแทนของความสำเร็จอันน่าทึ่งในวิศวกรรมวัสดุ: การได้ค่าความแข็งแรงคราก 450–700 MPa โดยไม่ต้องใช้ระดับคาร์บอนที่สูงจนกระทบต่อความสามารถในการเชื่อมและการขึ้นรูป ความลับอยู่ที่ส่วนผสมโลหะผสมที่แม่นยำ — การผสมผสานอย่างสมดุลของแมงกานีส ซิลิคอน และธาตุไมโครอัลลอยด์ (ไนโอเบียม วาเนเดียม ไทเทเนียม) คู่มือนี้ให้ข้อมูลเชิงลึกทางโลหะวิทยาเชิงปฏิบัติสำหรับการออกแบบโลหะผสม HSLA ให้ตรงตามเป้าหมายสมบัติเชิงกลที่ต้องการ
แตกต่างจากเหล็กกล้าคาร์บอนทั่วไปที่พึ่งพาคาร์บอนเพื่อความแข็งแรง (โดยเสียความเหนียวและความสามารถในการเชื่อม) เหล็ก HSLA ใช้ประโยชน์จาก การเสริมความแข็งแรงด้วยการตกตะกอน และ การปรับแต่งเกรนการได้ส่วนผสมที่ถูกต้องเป็นทั้งศาสตร์และศิลป์ มาวิเคราะห์ธาตุสำคัญแต่ละชนิดและบทบาทในระบบ HSLA กัน
แมงกานีส (Mn): กระดูกสันหลังของความแข็งแรง HSLA
แมงกานีสเป็นธาตุผสมที่มีมากที่สุดในเหล็ก HSLA โดยทั่วไปอยู่ในช่วง 1.0% ถึง 1.8%หน้าที่หลักคือการเสริมความแข็งแรงด้วยสารละลายของแข็งและการทำให้ออสเทนไนต์เสถียร Mn ชะลอการเปลี่ยนเฟสเป็นเฟอร์ไรต์ ส่งเสริมให้ได้ขนาดเกรนสุดท้ายที่ละเอียดขึ้น นอกจากนี้ยังรวมตัวกับซัลเฟอร์เพื่อสร้างสารเจือ MnS ป้องกันการเกิดเหล็กซัลไฟด์ที่มีจุดหลอมเหลวต่ำซึ่งทำให้เกิดความเปราะร้อน
แนวทางปฏิบัติสำหรับการเลือก Mn: สำหรับเกรด HSLA ที่มีความแข็งแรงคราก 450–550 MPa ควรตั้งเป้า Mn ที่ 1.2–1.5% ระดับความแข็งแรงที่สูงขึ้น (600+ MPa) อาจต้องการ Mn 1.5–1.8% แต่ต้องระวังการแยกตัวตามแนวแกนกลางในแผ่นหล่อต่อเนื่อง การเติมไมโครอัลลอยด์ (Nb, V) สามารถชดเชย Mn ที่ต่ำกว่าในขณะที่ปรับปรุงความเหนียวต่อแรงกระแทก
ซิลิคอน (Si): มากกว่าการดีออกซิเดชัน
ในขณะที่ซิลิคอนจำเป็นสำหรับการฆ่าเหล็ก (กำจัดออกซิเจน) บทบาทของมันใน HSLA ขยายไปถึง การเสริมความแข็งแรงด้วยสารละลายของแข็ง และ การส่งเสริมเพิร์ลไลต์ระดับ Si ทั่วไปอยู่ระหว่าง 0.15% ถึง 0.50% ซิลิคอนเพิ่มความแข็งแรงครากประมาณ 15–20 MPa ต่อการเติม 0.1% โดยไม่ทำให้ความเหนียวลดลงอย่างมีนัยสำคัญ อย่างไรก็ตาม ซิลิคอนที่มากเกินไป (สูงกว่า 0.6%) อาจทำให้คุณภาพพื้นผิวลดลงและลดปฏิกิริยาการชุบสังกะสี
ในการออกแบบ HSLA สมัยใหม่ ซิลิคอนทำงานร่วมกับแมงกานีสอย่างเสริมฤทธิ์กัน อัตราส่วน Mn/Si ที่สมดุลประมาณ 3:1 ถึง 5:1 ช่วยเพิ่มความแข็งแรงโดยไม่ส่งเสริมการเกิดสารเจือออกไซด์มากเกินไป สำหรับการใช้งานที่ต้องการผิวสำเร็จที่ดีเยี่ยม (แผ่นตัวถังรถยนต์) ให้คง Si ต่ำกว่า 0.30% และชดเชยด้วย Mn ที่สูงขึ้นเล็กน้อย
ธาตุไมโครอัลลอยด์: Nb, V, Ti — เครื่องมือแม่นยำ
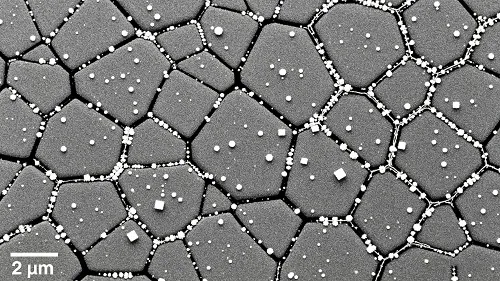
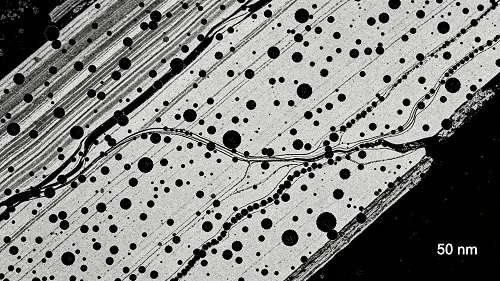
การเติมไมโครอัลลอยด์ — โดยทั่วไป ไนโอเบียม (Nb), วาเนเดียม (V), และไทเทเนียม (Ti) — ใช้ในปริมาณน้อย (0.02–0.15% ต่อชนิด) แต่มีผลกระทบอย่างไม่สมส่วน พวกมันก่อตัวเป็นตะกอนคาร์ไบด์และไนไตรด์ละเอียดที่ยึดขอบเกรนและยับยั้งการตกผลึกใหม่ระหว่างการรีดร้อน ส่งผลให้ได้ขนาดเกรนเฟอร์ไรต์ที่ละเอียดมาก (5–10 μm)
ไนโอเบียม (Nb): ตัวปรับแต่งเกรน
ไนโอเบียมเป็นตัวปรับแต่งเกรนที่มีประสิทธิภาพมากที่สุดในบรรดาไมโครอัลลอยด์ การเติม 0.03–0.08% Nb จะปรับแต่งเกรนออสเทนไนต์ระหว่างการรีดหยาบและการรีดเก็บผิว ทำให้ได้เกรนเฟอร์ไรต์ขนาดเล็กถึง 5 μm การลดขนาดเกรนลง 1 μm แต่ละครั้งจะเพิ่มความแข็งแรงคราก 10–15 MPa ในขณะที่ลดอุณหภูมิเปลี่ยนผ่านจากเหนียวเป็นเปราะ Nb ยังให้การเสริมความแข็งแรงด้วยการตกตะกอนผ่านอนุภาค Nb(C,N)
วาเนเดียม (V): ตัวเสริมความแข็งแรงด้วยการตกตะกอน
วาเนเดียมมีประสิทธิภาพโดยเฉพาะในเหล็กที่ผ่านการทำให้เป็นปกติหรือการหล่อเย็นแบบเร่ง ด้วยการเติมทั่วไป 0.05–0.12% V จะเกิดตะกอน V(C,N) ที่ให้การชุบแข็งด้วยการตกตะกอนอย่างแข็งแกร่งหลังการเปลี่ยนเฟสเป็นเฟอร์ไรต์ ต่างจาก Nb ตรงที่ V ไม่ได้ปรับแต่งขนาดเกรนหลังรีดอย่างมีนัยสำคัญ แต่ให้การเพิ่มความแข็งแรงที่ดีเยี่ยม (สูงถึง 150 MPa) ผ่านอนุภาค VN ละเอียด
ไทเทเนียม (Ti): ตัวปรับแต่งสารเจือและตัวดักจับ N
ไทเทเนียมถูกเติมในระดับที่ต่ำกว่า (0.01–0.05%) โดยหลักเพื่อสร้างอนุภาค TiN ที่ป้องกันการเติบโตของเกรนออสเทนไนต์ระหว่างการให้ความร้อนซ้ำ อนุภาค TiN มีความเสถียรที่อุณหภูมิสูง (สูงถึง 1350°C) ทำให้เหมาะสำหรับการควบคุมขนาดเกรนในเตาให้ความร้อนซ้ำแผ่นหล่อ อย่างไรก็ตาม Ti ที่มากเกินไปจะนำไปสู่ TiN หยาบที่ทำให้สมรรถนะความล้าลดลง Ti ยังปกป้อง Nb และ V จากไนโตรเจนโดยการสร้าง TiN ก่อน
การนำมารวมกัน: แนวทางส่วนผสมตามการใช้งาน
ส่วนผสม HSLA ที่เหมาะสมที่สุดขึ้นอยู่กับเส้นทางการผลิตเหล็กของคุณ (โรงรีดร้อนแผ่นแบบดั้งเดิมเทียบกับการหล่อแผ่นบาง) กลยุทธ์การหล่อเย็น (การหล่อเย็นแบบเร่ง การชุบแข็งโดยตรง) และสมบัติเป้าหมาย ด้านล่างนี้คือแม่แบบส่วนผสมที่ได้รับการพิสูจน์แล้วสามแบบ:
| เกรด / การใช้งาน | Mn (%) | Si (%) | Nb (%) | V (%) | Ti (%) | ความแข็งแรงครากที่คาดหวัง (MPa) |
|---|---|---|---|---|---|---|
| โครงสร้าง / การขึ้นรูปทั่วไป | 1.0–1.3 | 0.15–0.30 | 0.02–0.04 | — | 0.01–0.02 | 380–480 |
| โครงรถยนต์ / HSLA 350 | 1.2–1.5 | 0.20–0.40 | 0.04–0.07 | 0.02–0.05 | 0.01–0.03 | 450–550 |
| แผ่นหนา / ความเหนียวสูง | 1.4–1.8 | 0.30–0.50 | 0.05–0.09 | 0.06–0.10 | 0.01–0.04 | 550–700 |
การหลีกเลี่ยงข้อผิดพลาดทั่วไป
แม้จะมีเป้าหมายส่วนผสมที่ถูกต้อง สภาวะการประมวลผลก็เป็นตัวกำหนดความสำเร็จ ข้อควรพิจารณาที่สำคัญ:
- การควบคุมไนโตรเจน: N อิสระที่มากเกินไปนำไปสู่ตะกอนหยาบและการเสื่อมสภาพจากความเครียด ปรับสมดุล N ด้วยการเติม Ti และ Al
- อุณหภูมิการให้ความร้อนซ้ำ: สำหรับเหล็กไมโครอัลลอยด์ด้วย Nb การให้ความร้อนซ้ำแผ่นหล่อที่สูงกว่า 1200°C เป็นสิ่งจำเป็นเพื่อละลายคาร์ไบด์ของ Nb — ต่ำเกินไปจะสูญเสียศักยภาพในการตกตะกอน
- อัตราการหล่อเย็น: การหล่อเย็นแบบเร่งหลังการรีดช่วยเพิ่มการชุบแข็งด้วยการตกตะกอน ปรับแต่งการหล่อเย็นบนโต๊ะส่งออกเพื่อหลีกเลี่ยงการชุบแข็งมากเกินไป
ความยั่งยืนและความคุ้มค่าในการออกแบบเหล็ก HSLA
การปรับแต่งโลหะผสมอย่างชาญฉลาดช่วยลดการใช้วัสดุ — เหล็กที่แข็งแรงขึ้นช่วยให้ใช้หน้าตัดที่บางลง ลดน้ำหนักโดยรวมและการปล่อย CO₂ ในการใช้งานด้านการขนส่ง นอกจากนี้ การแทนที่ Ni, Cr, Mo ที่มีราคาแพงด้วยการผสมผสาน Mn + ไมโครอัลลอยที่สมดุล ช่วยลดต้นทุนวัตถุดิบได้ 15–25% ในขณะที่ยังคงประสิทธิภาพ Bright Alloys มีผลิตภัณฑ์ เฟอร์โรแมงกานีสบริสุทธิ์สูง เฟอร์โรซิลิคอน และโลหะผสมแม่นิโอเบียม/วาเนเดียม ที่ออกแบบมาเฉพาะสำหรับการผลิต HSLA
ในขณะที่อุตสาหกรรมก้าวไปสู่เหล็กความแข็งแรงสูงขั้นสูง (AHSS) รุ่นถัดไป หลักการพื้นฐานของการออกแบบโลหะผสม HSLA ยังคงมีความเกี่ยวข้องอย่างมาก โดยการควบคุมสมดุลของแมงกานีส ซิลิคอน และธาตุไมโครอัลลอย นักโลหะวิทยาสามารถบรรลุคุณสมบัติเชิงกลที่ยอดเยี่ยมโดยไม่สูญเสียความสามารถในการเชื่อมหรือการขึ้นรูป ซึ่งเป็นจุดเด่นของความเป็นเลิศของ HSLA อย่างแท้จริง