Tane inceltme, alüminyum külçe üreticileri için en uygun maliyetli metalurjik araçlardan biridir. Al-Ti-B master alaşımları (genellikle AlTi5B1 veya AlTi3B3) ilavesi, kaba, sütunsal taneleri ince, eşeksenli yapılara dönüştürür — mekanik özellikleri önemli ölçüde iyileştirir, sıcak çatlamayı azaltır ve sonraki işleme performansını artırır. Ancak birçok eritme tesisi, uygun olmayan ilave teknikleri, yetersiz karıştırma veya göz ardı edilen solma etkileri nedeniyle tane inceltmenin tam potansiyelini gerçekleştiremez.
Bu makale, Al-Ti-B master alaşımları ile tane inceltmeyi optimize etmek için pratik bir rehber sunar; seçim, ilave en iyi uygulamaları, solma yönetimi ve eklenen her kilogram master alaşımı haklı çıkaran özellik iyileştirmelerini kapsar.
Tane İnceltme Neden Önemlidir
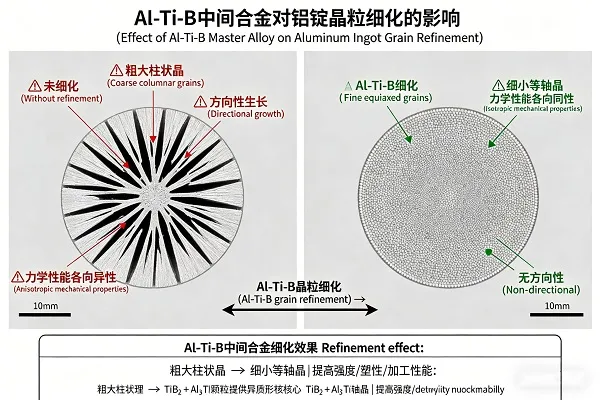
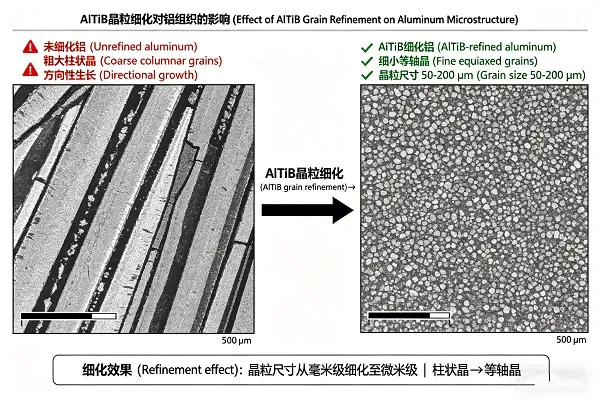
İnceltilmemiş alüminyum, kalıp duvarından yönlü olarak büyüyen büyük, sütunsal tanelerle katılaşır. Bu yapının birkaç dezavantajı vardır:
- Zayıf mekanik özellikler: Kaba taneler akma dayanımını ve uzamayı azaltır
- Sıcak çatlama duyarlılığı: Sütunsal taneler zayıf kilitlenir ve katılaşma sırasında çatlaklara yol açar
- Ayrışma: Büyük taneler alaşım elementlerinin mikro ayrışmasını teşvik eder
- Tutarsız anodizasyon tepkisi: Tane yönelim farklılıkları düzensiz yüzey görünümüne neden olur
- Azaltılmış besleme: Zayıf taneler arası besleme büzülme gözenekliliğini artırır
İnce, eşeksenli taneler (tipik olarak 100–300 μm çap) tüm bu sorunları gidererek daha güçlü, daha sünek ve daha tutarlı külçeler üretir.
Mekanizma: Al-Ti-B Nasıl Çalışır
Al-Ti-B master alaşımları, alüminyum taneleri için çekirdeklenme bölgeleri olarak işlev gören iki ana intermetalik faz içerir:
- TiB₂ (titanyum diborür) parçacıkları: Bunlar birincil çekirdeklendiricilerdir. TiB₂, alüminyuma benzer bir kristal yapıya ve düşük kafes uyumsuzluğuna sahiptir, bu da onu mükemmel bir heterojen çekirdeklenme substratı yapar. Tipik TiB₂ parçacık boyutu 0,5–3 μm'dir.
- TiAl₃ (titanyum trialüminür) parçacıkları: Bunlar bekletme sırasında çözünerek titanyumu çözeltiye bırakır. Çözünmüş titanyum, alüminyum tanelerinin büyüme hızını azaltarak TiB₂ parçacıklarına yeni taneler çekirdeklendirmek için daha fazla fırsat verir.
Tane inceltme verimliliği, aktif TiB₂ parçacıklarının sayısı ve çözünmüş titanyum seviyesi'ye bağlıdır. Zayıf ilave uygulamaları TiB₂ parçacıklarını devre dışı bırakabilir (topaklanma veya çökelme yoluyla) veya titanyumun oksit cürufuna kaybolmasına izin verebilir.
Doğru Al-Ti-B Kalitesini Seçme
Alüminyum tane inceltme pazarına iki ticari kalite hakimdir:
| Kalite | Kompozisyon | Ti:B Oranı | Tipik İlave Oranı | En İyi Uygulamalar |
|---|---|---|---|---|
| AlTi5B1 (en yaygın) | %5 Ti, %1 B | 5:1 | 1–3 kg/ton | Genel alüminyum alaşımları, döküm alaşımları, ekstrüzyon kütükleri, haddeleme külçeleri |
| AlTi3B3 (yüksek bor) | %3 Ti, %3 B | 1:1 | 0,5–1,5 kg/ton | Yüksek silisyumlu alaşımlar (>%7 Si), tane inceltme zorluğu olan alaşımlar, ince kesitli dökümler |
| AlTi5B0.6 (düşük bor) | %5 Ti, %0,6 B | 8.3:1 | 1–3 kg/ton | Özel alaşımlar, belirli ekstrüzyon kaliteleri |
Seçim kılavuzu: Çoğu uygulama için AlTi5B1 ile başlayın. Yüksek silisyumlu alaşımlarda (>%7 Si) sönümleme veya yetersiz inceltme yaşarsanız, AlTi3B3'e geçin. Daha yüksek bor içeriği, çekirdeklenme için daha fazla TiB₂ partikülü sağlar.
Doğru Katkı Teknikleri: Başarının Anahtarı
Al-Ti-B ana alaşımını eklemek, sadece çubukları veya waffle'ları fırına atmak değildir. Bu kanıtlanmış uygulamaları izleyin:
Katkı Sıcaklığı
- Optimum aralık: 710–740°C
- Çok düşük (<690°C): Ana alaşımın eksik çözünmesi; TiB₂ partikülleri dağılamayabilir
- Çok yüksek (>760°C): Hızlandırılmış partikül kabalaşması (Ostwald olgunlaşması), azalan verimlilik, artan oksidasyon
Katkı Formu ve Yerleştirme
- Çubuk formu (19–25 mm çap): Transfer sırasında erimiş metal akışına besleyin veya fırına daldırın. Cüruf tabakasının üzerinde kalacağı eriyiğin üstüne atmaktan kaçının.
- Waffle veya levha formu: Alaşımlama sırasında fırına ekleyin. Ana alaşımın hızlıca batırıldığından emin olun; gerekirse bir dalma zili kullanın.
- Bobin formu (hat içi katkı için): Döküm sırasında oluk içine sürekli besleyin. Bu, katılaşmadan hemen önce taze TiB₂ partikülleri sağlar — minimum sönümleme.
Karıştırma Gereksinimleri
Karıştırma pazarlıksızdır. Katkıdan sonra, eriyiği 5–10 dakika mekanik veya elektromanyetik karıştırma kullanarak iyice karıştırın. Yetersiz karıştırma şunlara yol açar:
- TiB₂ partikül topaklanması ve çökelmesi
- Külçe boyunca homojen olmayan tane boyutu
- Şarjdan şarja tutarsız inceltme
Sönümlemeyi Anlamak ve Yönetmek
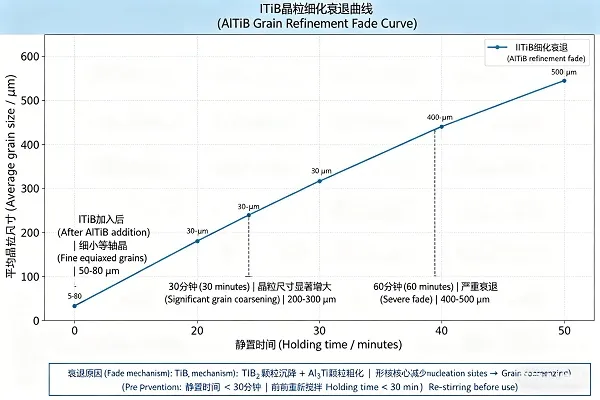
Sönümleme ana alaşım ilavesinden sonra tane inceltme etkinliğinin zamanla ilerleyici kaybıdır. Sönümleme şunlardan kaynaklanır:
- Partikül çökelmesi: TiB₂ partikülleri (yoğunluk 4,5 g/cm³) alüminyumdan (2,7 g/cm³) daha ağırdır ve zamanla fırın tabanına çöker
- Partikül topaklanması: TiB₂ partikülleri çarpışır ve kümeler oluşturarak aktif çekirdeklenme bölgelerinin sayısını azaltır
- Zehirlenme: Bazı elementler (Zr, Cr, Mn, yüksek seviyelerde Si) TiB₂ partikül yüzeylerini devre dışı bırakabilir
- Çözünmüş titanyum kaybı: Titanyum cüruf tabakasına oksitlenir
Sönümleme Zaman Çizelgesi ve Yönetim Stratejileri
| Katkı Sonrası Süre | Beklenen Tane Boyutu | Önerilen Eylem |
|---|---|---|
| 0–15 dakika (en iyi inceltme) | 100–200 μm (mükemmel) | En iyi sonuçlar için hemen dökün |
| 15–30 dakika | 200–300 μm (iyi) | Çoğu uygulama için kabul edilebilir |
| 30–60 dakika | 300–500 μm (orta) | Dökümden önce tekrar karıştırın; ek ana alaşım düşünün |
| >60 dakika | 500–1000+ μm (kötü) | Taze ana alaşım ekleyin; bekleme süresini kısaltmak için uygulamayı yeniden tasarlayın |
Sönümleme yönetimi en iyi uygulamaları:
- 15 dakika içinde dökün mümkün olduğunda Al-Ti-B ilavesinden
- Daha uzun bekleme süreleri için: Sönümlemeyi tamamen ortadan kaldırmak için doğrudan oluğa hat içi katkı (tel besleyici) kullanın
- Dökümden önce tekrar karıştırın bekleme 30 dakikayı aşarsa — bu, çöken TiB₂ partiküllerini yeniden askıya alır
- Yüksek silisyumlu alaşımlar için (>%7 Si): Daha yüksek partikül yoğunluğu nedeniyle daha iyi sönümleme direncine sahip AlTi3B3 kullanın
Mekanik Özellikler Üzerindeki Etki
Hall-Petch ilişkisi (σ_y = σ_0 + k·d^{-1/2}), tane boyutunun akma dayanımı üzerindeki etkisini ölçer. Daha ince taneler daha güçlü malzemeler üretir. Alüminyum alaşımları için uygun tane inceltme tipik olarak şunları sağlar:
- Akma dayanımı artışı: İnceltilmemiş malzemeye kıyasla %15–25
- Uzama iyileştirmesi: %20–40 süneklik artışı
- Sıcak yırtılma azalması: %50–80 daha az çatlak
- Yorulma ömrü uzatması: Döngüsel yükleme altında 2–5 kat daha uzun
Dökme alüminyum alaşımları (örn. A356) için tane inceltme ayrıca katılaşma sırasında beslemeyi iyileştirerek mikro-büzülme porozitesini azaltır.
Zehirlenme: Nedir ve Nasıl Önlenir
Tane inceltme zehirlenmesi alaşımdaki belirli elementlerin TiB₂ çekirdeklenme bölgelerini devre dışı bırakmasıyla oluşur. Bilinen zehirleyiciler şunları içerir:
- Zirkonyum (Zr): Alüminyuma zayıf kafes uyumu olan (Ti,Zr)B₂ partikülleri oluşturur
- Krom (Cr): Zr'ye benzer zehirlenme mekanizması
- Mangan (Mn): Yüksek seviyelerde (>%0,5) hafif zehirleyici
- Çok yüksek seviyelerde Silisyum (Si) (>%10): TiB₂ ıslanmasını azaltabilir
Zehirlenmiş alaşımlar için çözümler:
- Zehirlenmeyi aşmak için katkı oranını %50–100 artırın
- AlTi3B3'e geçin (kg başına daha fazla TiB₂ partikülü)
- Katkı ve katılaşma arasındaki süreyi en aza indirmek için hat içi katkı (tel besleyici) kullanın
- Şiddetli zehirlenmiş sistemler için alternatif incelticiler (örn. Al-Ti-C) düşünün
Farklı Alüminyum Alaşım Aileleri için Tane İnceltme
| Alaşım Ailesi | Tipik Tane Boyutu Hedefi | Önerilen Al-Ti-B Sınıfı | Katkı Oranı (kg/ton) | Özel Hususlar |
|---|---|---|---|---|
| 1xxx (saf Al) | 100–200 μm | AlTi5B1 | 1–2 | Kolayca inceltilir; düşük katkı yeterlidir |
| 3xxx (Al-Mn) | 150–250 μm | AlTi5B1 | 1.5–2.5 | Mangan hafif zehirlenmeye neden olabilir |
| 5xxx (Al-Mg) | 150–250 μm | AlTi5B1 | 1.5–2.5 | Özel bir sorun yok |
| 6xxx (Al-Mg-Si) | 100–200 μm | AlTi5B1 | 1–2 | Mükemmel yanıt; ekstrüzyon kütükleri için kullanılır |
| 7xxx (Al-Zn-Mg) | 120–220 μm | AlTi5B1 | 1.5–3 | Daha yüksek Zr seviyeleri artırılmış katkı gerektirebilir |
| Al-Si döküm alaşımları (A356, A380) | 100–250 μm | AlTi5B1 veya AlTi3B3 | 1–2 (AlTi5B1) veya 0,5–1 (AlTi3B3) | >%7 Si için AlTi3B3 tercih edilir |
Kalite Kontrol: Tane İnceltme Etkinliğinin Doğrulanması
Tutarlı tane inceltme sağlamak için bu doğrulama adımlarını uygulayın:
- Makrodağlama testi: Külçeleri kesin ve tane yapısını ortaya çıkarmak için %10–20 NaOH ile dağlayın. Referans standartlarla karşılaştırın.
- Doğrusal kesişim yöntemi: ASTM E112 kullanarak ortalama tane boyutunu ölçün. Hedef tane boyutu alaşıma ve uygulamaya bağlıdır, ancak çoğu külçe ürünü için genellikle <300 μm kabul edilebilir.
- Termal analiz: Katılaşma sırasında sıcaklık platosunu izleyin. Rafine edilmiş alüminyum, daha fazla çekirdeklenme bölgesi nedeniyle daha uzun ve daha düz bir plato gösterir.
- Sıcak çatlak muayenesi: Döküm denemelerinde azaltılmış sıcak çatlama, etkili rafinasyonu doğrular.
Vaka Örneği: Ekstrüzyon Külçe Dönüşümü
Mimari uygulamalar için 6063 alüminyum külçe üreten bir ekstrüzyon firması, ısılar arasında değişken tane boyutu (300–800 μm) nedeniyle tutarsız ekstrüzyon hızları ve zayıf yüzey kalitesi yaşıyordu. Mevcut uygulamaları, standartlaştırılmış karıştırma veya sönümleme yönetimi olmadan 1,5 kg/ton oranında AlTi5B1 ilavesi kullanıyordu.
Optimize edilmiş bir tane rafinasyon protokolü uygulandıktan sonra:
- AlTi5B1 ilavesi 1,5 kg/ton'da tutuldu
- Mekanik karıştırma süresi ilaveden sonra 2 dakikadan 8 dakikaya çıkarıldı
- Bekleme süresi dökümden önce maksimum 20 dakika ile sınırlandırıldı
- Kritik siparişler için hat içi tel besleyici kuruldu
Üç ay sonraki sonuçlar:
- Tane boyutu 120–180 μm'de stabilize oldu (değişim katsayısı %70 azaldı)
- Ekstrüzyon hızı %18 arttı (aynı pres, aynı kalıp)
- Yüzey kalitesi A Sınıfı eloksal kalitesine yükseldi
- Yüzey kusurları nedeniyle reddedilen ürün oranı %5,2'den %1,1'e düştü
- Azalan hurda ve artan verimlilikten yıllık tasarruf: 320.000 $
Ders: Doğru teknik, ana alaşım yatırımının değerini katlar.
Yaygın Tane Rafinasyon Sorunlarının Giderilmesi
| Sorun | Olası Nedenler | Çözümler |
|---|---|---|
| Kaba taneler (>500 μm) | Yetersiz ilave, karıştırma yok, aşırı sönümleme, zehirlenme | İlave oranını artırın, 5-10 dk karıştırmayı sağlayın, 15 dk içinde dökün, Zr/Cr kontrol edin |
| Tutarsız tane boyutu (bimodal dağılım) | Zayıf karıştırma, partikül topaklanması, lokal yetersiz karıştırma | Karıştırma desenini iyileştirin, ana alaşımı birden fazla noktadan ekleyin, elektromanyetik karıştırma kullanın |
| İlaveye rağmen rafinasyon yok | Zehirlenmiş alaşım (Zr, Cr), TiB₂ partikül çökelmesi, sıcaklık çok düşük | Alaşım kimyasını kontrol edin, dökümden önce tekrar karıştırın, eriyik sıcaklığının >710°C olduğunu doğrulayın |
| Sönümleme çok hızlı gerçekleşiyor (<15 dakika) | Zayıf partikül dağılımı, yüksek silisyum içeriği, düşük bor seviyesi | AlTi3B3'e geçin, hat içi ilave kullanın, her dökümden önce tekrar karıştırın |
Al-Ti-B ana alaşımları, alüminyum külçe üretiminde tane rafinasyonu için en güçlü ve uygun maliyetli araçlardır, ancak etkinlikleri tamamen doğru uygulamaya bağlıdır. Doğru kaliteyi seçerek (çoğu alaşım için AlTi5B1, yüksek silisyumlu veya zorlu uygulamalar için AlTi3B3), doğru sıcaklıkta (710–740°C) ilave ederek, iyice karıştırarak (5–10 dakika), sönümlemeyi yöneterek (15 dakika içinde dökün veya tekrar karıştırın) ve sonuçları makrodağlama testi ile doğrulayarak, eritme atölyeleri, üstün mekanik özellikler, azaltılmış sıcak çatlama ve her ısıda tutarlı kalite sağlayan ince, eş eksenli tane yapıları elde edebilir. Bright Alloys, tane rafinasyon uygulamanızı optimize etmek için metalurjik destekle birlikte AlTi5B1, AlTi3B3 ve AlTi5B0.6 ana alaşımları çubuk, gofret ve bobin formlarında tedarik eder.