
Alüminyum külçe üretimi, her verim yüzde puanının önemli olduğu yüksek hacimli ve marj hassasiyeti olan bir iştir. Buna rağmen birçok ergitme atölyesi, metallerinin %5-15'ini cürufa kaptırır, hidrojen porozitesi veya yüzey kusurları nedeniyle külçelerin %2-5'ini reddeder ve şarjlar arasında bileşimsel tutarlılık sağlamakta zorlanır. Bu kayıplar kaçınılmaz değildir; disiplinli ergiyik uygulaması, uygun flaks ve gaz giderme ile hassas alaşımlama kontrolü sayesinde çözülebilirler.
Bu makale, alüminyum külçe dökümünde verim ve kaliteyi en üst düzeye çıkarmak için kanıtlanmış, pratik stratejiler sunmakta ve üç kritik kaldıraca odaklanmaktadır: cüruf azaltma, hidrojen porozitesinin ortadan kaldırılması ve kimyasal bileşim tutarlılığı.
Alüminyum Külçe Kalitesinin Üç Temel Direği
Başarılı alüminyum külçe üretimi, birbiriyle bağlantılı üç kalite direğine dayanır:
- Minimum cüruf oluşumu — aksi takdirde atık haline gelecek metali korumak
- Poroziteden arınmışlık — yeniden ergitme sorunlarına ve müşteri reddine neden olan hidrojen kaynaklı boşlukları ortadan kaldırmak
- Tutarlı kimya — şarjdan şarja minimum varyasyonla spesifikasyon limitlerini karşılamak
Her bir direk belirli uygulamalar gerektirir, ancak birlikte entegre bir kalite sistemi oluştururlar.
1. Direk: Cüruf Oluşumunu Azaltma
Cüruf - erimiş alüminyumun üzerinde oluşan oksitçe zengin tabaka - alüminyum ergitme atölyelerinde en büyük tek metal kaybı kaynağını temsil eder. Alaşıma, fırın tipine ve uygulamaya bağlı olarak cüruf oluşumu, ergiyik ağırlığının %1'inden %10'unun üzerine kadar değişir. Cüruf, alüminyum oksit (Al₂O₃) ve hapsolmuş metalik alüminyumdan oluşur. Anahtar, cüruftan geri kazanılan metalik kısmı en aza indirmek ve oluşumunu tamamen önlemektir.
Cüruf Oluşum Mekanizmaları
- Yüzey oksidasyonu: Erimiş alüminyum, fırın atmosferiyle reaksiyona girerek Al₂O₃ derisi oluşturur
- Türbülans: Şarj etme, karıştırma ve boşaltma sırasındaki sıçrama ve çalkalama havayı hapseder ve oksidasyonu artırır
- Sıcaklık: Daha yüksek sıcaklıklar oksidasyonu katlanarak hızlandırır - minimumun her 50°C üzeri cürufu %30-50 artırır
- Safsızlıklar: Magnezyum ve diğer reaktif elementler cüruf oluşum eğilimini artırır
Kanıtlanmış Cüruf Azaltma Stratejileri
- Örtü flaksı (tuz flaksı) kullanın: Ergiyik yüzeyindeki bir tuz flaksı (florür ilaveli NaCl-KCl karışımı) tabakası, alüminyumu havadan ayırarak oksidasyonu azaltır. Ton ergiyik başına 3-8 kg uygulayın.
- Fırın sıcaklığını en aza indirin: Alaşım için mümkün olan en düşük pratik sıcaklıkta çalışın. Çoğu döküm alaşımı için 750-780°C yerine 700-730°C'de tutun.
- Gereksiz karıştırmadan kaçının: Her karıştırma döngüsü koruyucu oksit derisini kırar ve oksidasyon için yeni yüzey oluşturur. Sadece bileşim ayarı veya sıcaklık homojenliği için gerekli olduğunda karıştırın.
- İnert gaz örtüsü kullanın: Yüksek değerli alaşımlar için, oksijeni uzaklaştırmak amacıyla fırını nitrojen veya argon ile örtün. Bu, cürufu %40-60 oranında azaltabilir.
- Cüruf işleme: Oluşan cüruftan metalik alüminyumun %60-80'ini geri kazanmak için bir cüruf presi veya döner tuz fırını kullanın.

2. Direk: Hidrojen Porozitesini Kontrol Etme
Hidrojen porozitesi, alüminyum dökümlerde en yaygın görülen iç kusurdur. Hidrojen, erimiş alüminyumda kolayca çözünür (700°C'de çözünürlük ~0,65 cm³/100g) ancak katı alüminyumda neredeyse çözünmez (660°C'de çözünürlük ~0,036 cm³/100g). Alüminyum katılaştıkça, fazla hidrojen, porozite olarak hapsolan gaz kabarcıkları oluşturur. Bu boşluklar mekanik özellikleri azaltır, basınçlı dökümlerde sızıntılara neden olur ve ısıl işlem sırasında yüzey kabarmasına yol açar.
Hidrojen Kaynakları
- Su buharı: Birincil kaynak - nemli havadan, ıslak hurdalardan, flakslardaki nemden veya nemli refrakterlerden
- Hidrokarbon kirliliği: Hurda şarjındaki yağ, gres veya organik kalıntılar
- Hidratlı oksitler: Hurda yüzeylerindeki hidratlı oksitler ısıtıldığında su buharı açığa çıkarır
Etkili Gaz Giderme Yöntemleri
| Yöntem | Tipik Hidrojen Azaltma | En Uygun Olduğu Yer | Sınırlamalar |
|---|---|---|---|
| Lance ile gaz giderme (N₂ veya Ar) grafit lans aracılığıyla | %40–60 oranında azalma | Küçük fırınlar, parti üretimleri | Tutarsız, operatöre bağlı |
| Döner pervane ile gaz giderme | %70–90 oranında azalma | Orta ve büyük fırınlar, sürekli döküm | Yüksek ekipman maliyeti, mükemmel sonuçlar |
| Hat içi gaz giderme (döner veya gözenekli tapa) | %75–90 oranında azalma | Yüksek hacimli sürekli döküm | Sermaye yoğun, oluk sistemi gerektirir |
Döner gaz giderme en iyi uygulamaları: Eritme boyutuna bağlı olarak 10–20 dakika boyunca 10–20 L/dk debide argon (tercih edilen) veya azot kullanın. Pervane hızını 300–500 RPM arasında tutun. Gaz giderme işleminden sonra, dökümden önce kabarcıkların yükselmesi ve hidrojenin kaçması için 5–10 dakika bekleyin.
Çevrimiçi Hidrojen Ölçümü
Ölçemediğiniz şeyi kontrol edemezsiniz. Dökümden önce hidrojen seviyelerini doğrulamak için çevrimiçi hidrojen analizörlerine (örn. ALSCAN, ALSPEK veya düşük basınç testi) yatırım yapın. Hedef seviyeler:
- Premium havacılık/otomotiv: <0.10 mL/100g Al
- Genel mühendislik dökümleri: <0.15 mL/100g Al
- Yeniden eritme için külçe: <0.20 mL/100g Al
Temel #3: Tutarlı Kimyasal Bileşim
Alaşım elementleri (Si, Fe, Cu, Mn, Mg, Zn, Ti, vb.) için spesifikasyon limitlerini minimum varyasyonla karşılamak, müşteri kabulü ve sonraki işleme için esastır. Tutarlılık, hassas ana alaşım ilavesi ve etkili eriyik işlemi gerektirir.
Ana Alaşım İlavesi En İyi Uygulamaları
Ana alaşımlar (örn. AlSi, AlCu, AlMn, AlTiB, AlSr), saf metallere kıyasla alaşım elementlerinin verimli ve doğru bir şekilde eklenmesini sağlar. En iyi uygulamalar şunları içerir:
- Ana alaşımları ön ısıtma termal şoku ve nemi önlemek için ilaveden önce 200–300°C'ye ön ısıtma yapın
- Doğru sıcaklıkta ekleyin: Çoğu ana alaşım için 720–750°C'de ekleyin; daha yüksek sıcaklıklar oksidasyonu artırır, daha düşük sıcaklıklar çözünmeyi yavaşlatır
- İyice karıştırın ilaveden sonra — 5–10 dakika mekanik veya elektromanyetik karıştırma homojenliği sağlar
- Numune alın ve doğrulayın dökümden önce; en az üç fırın konumundan numune alın
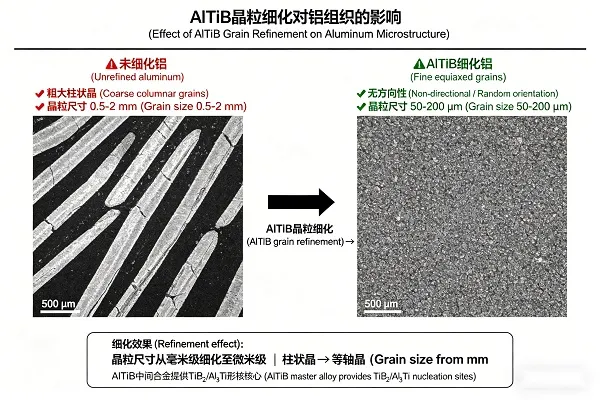
AlTiB ile Tane İnceltme
AlTiB (alüminyum-titanyum-bor) ana alaşımı alüminyum alaşımlarında tane inceltme için endüstri standardıdır. İnce, eş eksenli taneler beslemeyi iyileştirir, sıcak çatlamayı azaltır ve mekanik özellikleri geliştirir. Tipik ilave oranları:
- AlTi5B1 (%5 Ti, %1 B): Genel uygulamalar için 1–3 kg/ton
- AlTi3B3 (%3 Ti, %3 B): Daha yüksek bor hassasiyeti için 0.5–1.5 kg/ton
- Döküm sırasında (hat içi) veya dökümden 5–10 dakika önce (fırında) ekleyin
- Aşırı işlemden kaçının — aşırı Ti veya B kaba intermetalikler oluşturabilir
Ötektik Silisyumun Modifikasyonu (Al-Si Alaşımları)
Al-Si döküm alaşımları (örn. A356, A380) için, stronsiyum (AlSr10) veya sodyum modifikasyonu kaba, kırılgan silisyum pullarını ince lifli ötektik silisyuma dönüştürerek sünekliği önemli ölçüde artırır. En iyi uygulamalar:
- AlSr10 ilavesi: 0.2–0.5 kg/ton (hedef 100–300 ppm Sr)
- Gaz giderme işleminden sonra ekleyin (stronsiyum gaz giderme gazlarıyla reaksiyona girebilir)
- Sönümleme 30–60 dakika içinde gerçekleşir — modifikasyondan hemen sonra dökün
Entegre Eriyik Uygulama İş Akışı
Tutarlı alüminyum külçe kalitesi için bu kanıtlanmış sırayı izleyin:
- Şarj hazırlığı: Kuru, temiz hurda ve birincil alüminyum. Yağ, boya ve organik kirliliği giderin.
- Eritme: Aşırı ısıyı en aza indirin — 720–740°C'ye eritin, 760°C'yi aşmaktan kaçının.
- Örtü flaksı ilavesi: Oksidasyonu önlemek için eritmeden hemen sonra tuz örtü flaksı (3–5 kg/ton) ekleyin.
- Alaşımlama: Ana alaşımları (AlSi, AlCu, AlMn, vb.) 730–750°C'de iyice karıştırarak ekleyin.
- Numune alma ve analiz: Bileşimi doğrulayın; gerekirse ayarlayın.
- Gaz giderme: Argon ile 10–20 dakika döner gaz giderme. Ardından hidrojeni ölçün.
- Tane inceltme: Dökümden 10 dakika içinde AlTiB (1–2 kg/ton) ekleyin.
- Modifikasyon (Al-Si alaşımı ise): Gaz giderme işleminden sonra AlSr10 (0.2–0.5 kg/ton) ekleyin, 30 dakika içinde dökün.
- Son sıyırma: Dökümden hemen önce cürufu alın.
- Döküm: Tutarlı döküm sıcaklığı ve hızını koruyun.
Yaygın Kusurlar ve Düzeltici Faaliyetler
| Kusur | Görsel/Duyusal Belirti | Kök Neden | Düzeltici Faaliyet |
|---|---|---|---|
| Aşırı oksit cürufu | Kalın, kuru cüruf tabakası; düşük verim | Yüksek sıcaklık, hava maruziyeti, örtü flaksı yok | Sıcaklığı düşürün, örtü flaksı ekleyin, inert gaz örtüsü kullanın |
| Hidrojen porozitesi | Kırık yüzeyinde veya radyografide iğne delikleri | Nemli hurda, nemli atmosfer, yetersiz gaz giderme | Hurdaları ön ısıtma, flaksları kurutma, argon ile döner gaz giderme, çevrimiçi H₂ ölçümü |
| Kaba tane yapısı | Dağlanmış yüzeyde büyük sütunlu taneler | Tane inceltme yok, düşük soğutma hızı | AlTiB ana alaşımı ekleyin (1–2 kg/ton) |
| Yüzey kabarcığı | Isıl işlemden sonra kabarcık | Çözelti işlemi sırasında genleşen çözünmüş hidrojen | Dökümden önce hidrojeni azaltın, düşük basınç testi ile doğrulayın |
| Spesifikasyon dışı bileşim | Kimya müşteri limitlerinin dışında | Zayıf karıştırma, yanlış ana alaşım ilavesi, segregasyon | İyileştirilmiş karıştırma, ön ısıtmalı ana alaşımlar, spektrometre ile doğrulama |
Vaka Örneği: Verimin %88'den %95'e Dönüştürülmesi
Yılda 40.000 ton A356 alaşım külçe üreten bir ikincil alüminyum izabe tesisi, %88 eriyik verimiyle çalışıyordu — %12'si cüruf ve diğer faktörler nedeniyle kayboluyordu. Kapsamlı bir iyileştirme programı uygulandıktan sonra:
- Tuz örtü flaksı uygulaması 2'den 6 kg/ton'a çıkarıldı
- Fırın sıcaklığı 760°C'den 720°C tutma sıcaklığına düşürüldü
- Lance gaz giderme, döner gaz giderme ile değiştirildi
- AlTiB tane inceltme standardize edildi
- Cüruftan metal geri kazanımı için cüruf presi uygulandı
Altı ay sonra sonuçlar:
- Eriyik verimi %88'den %94.5'e yükseldi (%6.5 iyileşme)
- Yıllık ek satılabilir metal: 2.600 ton
- Porozite nedeniyle müşteri reddi %4.2'den %0.7'ye düştü
- Geçerli alüminyum fiyatlarında yıllık tasarruf: 4.5 milyon dolar
- Gaz giderme ve cüruf presi için geri ödeme süresi: 8 ay
Alüminyum külçe üretiminde verim ve kaliteyi en üst düzeye çıkarmak, cüruf azaltma, hidrojen kontrolü ve bileşimsel tutarlılığa sistematik dikkat gerektirir. Burada özetlenen en iyi uygulamaları — örtü flaksları, düşük sıcaklıklar, etkili gaz giderme, ana alaşım hassasiyeti ve tane inceltme — uygulayarak, alüminyum eritme atölyeleri metal kaybını azaltabilir, porozite kusurlarını ortadan kaldırabilir ve en zorlu spesifikasyonları karşılayan külçeler teslim edebilir. Bright Alloys, yüksek kaliteli alüminyum külçe üretiminin her yönünü desteklemek için alüminyum ana alaşımları (AlSi, AlCu, AlMn, AlTiB, AlSr10, AlB), tane incelticiler ve gaz giderme flaksları tedarik eder.