
Alüminyum külçe üretimi, her verim yüzdesinin önemli olduğu, yüksek hacimli ve kar marjına duyarlı bir sektördür. Ancak birçok ergitme tesisi, metalin %5-15'ini cüruf nedeniyle kaybeder, külçelerin %2-5'ini hidrojen gözenekliliği veya yüzey kusurları nedeniyle reddeder ve ergitme işlemleri arasında bileşim tutarlılığı konusunda zorluk yaşar. Bu kayıplar kaçınılmaz değildir; disiplinli ergitme uygulamaları, uygun eriticilik ve gaz giderme işlemleri ve hassas alaşım kontrolü ile çözülebilirler.
Bu makale, alüminyum külçe dökümünde verimi ve kaliteyi en üst düzeye çıkarmak için kanıtlanmış, pratik stratejiler sunmakta olup, üç kritik unsura odaklanmaktadır: Cüruf azaltımı, hidrojen gözenekliliğinin giderilmesi ve kimyasal bileşimin tutarlılığı.
Alüminyum Külçe Kalitesinin Üç Temel Direği
Başarılı alüminyum külçe üretimi, birbirine bağlı üç kalite temel direğine dayanmaktadır:
- Minimum cüruf oluşumu — aksi takdirde atık haline gelecek metalin korunması
- Gözeneklilikten özgürlük — yeniden eritme sorunlarına ve müşteri reddine neden olan hidrojen kaynaklı boşlukları ortadan kaldırır.
- Tutarlı kimya — minimum sapmayla, her bir ısıl işlemde belirtilen limitleri karşılamak
Her bir unsur belirli uygulamalar gerektirir, ancak birlikte bütünleşik bir kalite sistemi oluştururlar.
Birinci Temel İlke: Cüruf Oluşumunu Azaltmak
Alüminyum eritme tesislerinde metal kaybının en büyük kaynağını oluşturan cüruf (Al₂O₃), erimiş alüminyum üzerinde oluşan oksitçe zengin tabakadır. Alaşıma, fırın tipine ve uygulamaya bağlı olarak, cüruf oluşumu eriyik ağırlığının %1'inden %10'unun üzerine kadar değişir. Cüruf, alüminyum oksit (Al₂O₃) ve hapsolmuş metalik alüminyumdan oluşur. Buradaki önemli nokta, cüruftan geri kazanılan metalik kısmı en aza indirmek ve oluşumunu tamamen önlemektir.
Cüruf Oluşum Mekanizmaları
- Yüzey oksidasyonu: Erimiş alüminyum, fırın atmosferiyle reaksiyona girerek Al₂O₃ tabakası oluşturur.
- Türbülans: Şarj etme, karıştırma ve vurma işlemleri sırasında meydana gelen sıçrama ve çalkalama, havayı hapseder ve oksidasyonu artırır.
- Sıcaklık: Daha yüksek sıcaklıklar oksidasyonu katlanarak hızlandırır; minimum sıcaklığın üzerindeki her 50°C'lik artış, cüruf miktarını %30-50 oranında artırır.
- Safsızlıklar: Magnezyum ve diğer reaktif elementler cüruf oluşum eğilimini artırır.
Cüruf Azaltmada Kanıtlanmış Stratejiler
- Örtücü akı (tuz akısı) kullanın: Erime yüzeyine uygulanan tuz akısı (florür ilaveleriyle NaCl-KCl karışımı), alüminyumu havadan ayırarak oksidasyonu azaltır. Ton başına 3-8 kg uygulayın.
- Fırın sıcaklığını en aza indirin: Alaşım için mümkün olan en düşük sıcaklıkta çalışın. Çoğu döküm Alaşımı için 750–780°C yerine 700–730°C'de bekletin.
- Gereksiz yere karıştırmaktan kaçının: Her karıştırma döngüsü, koruyucu oksit tabakasını kırar ve oksidasyon için yeni bir yüzey oluşturur. Sadece bileşimin ayarlanması veya sıcaklık homojenliği için gerektiğinde karıştırın.
- İnert gaz örtüsü kullanın: Yüksek değerli alaşımlar için, oksijeni uzaklaştırmak amacıyla fırını azot veya argonla örtün. Bu, cüruf miktarını %40-60 oranında azaltabilir.
- Cüruf işleme: Oluşan cüruftan metalik alüminyumun %60-80'ini geri kazanmak için cüruf presi veya döner tuz fırını kullanın.

2. Temel İlke: Hidrojen Gözenekliliğinin Kontrolü
Alüminyum dökümlerinde en yaygın iç kusur hidrojen gözenekliliğidir. Hidrojen, erimiş alüminyumda kolayca çözünür (700°C'de çözünürlük ~0,65 cm³/100g), ancak katı alüminyumda neredeyse çözünmez (660°C'de çözünürlük ~0,036 cm³/100g). Alüminyum katılaşırken, fazla hidrojen gaz kabarcıkları oluşturur ve bunlar gözeneklilik olarak hapsolur. Bu boşluklar mekanik özellikleri azaltır, basınç geçirmez dökümlerde sızıntılara neden olur ve ısıl işlem sırasında yüzeyde kabarcıklanmaya yol açar.
Hidrojen Kaynakları
- Su buharı: Başlıca kaynak; nemli hava, ıslak hurda, eriticilerdeki nem veya nemli refrakter malzemelerdir.
- Hidrokarbon kirliliği: Hurda yükünde bulunan yağ, gres veya organik kalıntılar
- Hidratlanmış oksitler: Hurda yüzeylerdeki alüminyum hidroksit ısıtıldığında su buharı açığa çıkarır.
Etkin Gaz Giderme Yöntemleri
| Yöntem | Tipik Hidrojen İndirgeme | En İyisi İçin | Sınırlamalar |
|---|---|---|---|
| Grafit mızrak yoluyla mızrak gazı giderme (N₂ veya Ar) | %40-60 oranında azalma | Küçük fırınlar, parti işlemleri | Tutarsız, operatöre bağlı |
| Döner pervane gaz giderme | %70-90 oranında azalma | Orta ve büyük fırınlar, sürekli döküm | Daha yüksek ekipman maliyeti, mükemmel sonuçlar. |
| Hat içi gaz giderme (döner veya gözenekli tıkaç) | %75-90 oranında azalma | Yüksek hacimli sürekli döküm | Sermaye yoğun, kara para aklama sistemi gerektiriyor. |
Döner gaz giderme işlemlerinde en iyi uygulamalar: Erime boyutuna bağlı olarak 10-20 dakika boyunca 10-20 L/dakika debide argon (tercih edilir) veya azot kullanın. Pervane hızını 300-500 RPM arasında tutun. Gaz giderme işleminden sonra, dökümden önce kabarcıkların yükselmesi ve hidrojenin çıkması için 5-10 dakika bekleyin.
Çevrimiçi Hidrojen Ölçümü
Ölçemediğiniz şeyi kontrol edemezsiniz. Dökümden önce hidrojen seviyelerini doğrulamak için çevrimiçi hidrojen analizörlerine (örneğin, ALSCAN, ALSPEK veya düşük basınç testi) yatırım yapın. Hedef seviyeler:
- Üstün kaliteli havacılık/otomotiv: <0,10 mL/100g Al
- Genel mühendislik döküm parçaları: <0,15 mL/100g Al
- Eritilecek külçe: <0,20 mL/100g Al
3. Temel İlke: Tutarlı Kimyasal Bileşim
Alaşım elementleri (Si, Fe, Cu, Mn, Mg, Zn, Ti, vb.) için belirtilen limitlere minimum varyasyonla uyulması, müşteri kabulü ve sonraki işlemler için çok önemlidir. Tutarlılık, hassas ana Alaşım ilavesi ve etkili ergitme işlemi gerektirir.
Alaşım Katkı Maddesi Üretiminde En İyi Uygulamalar
Ana alaşımlar (Örneğin, AlSi, AlCu, AlMn, AlTiB, AlSr) saf metallere kıyasla alaşım elementlerinin verimli ve doğru bir şekilde eklenmesini sağlar. En iyi uygulamalar şunlardır:
- Ön ısıtma ana alaşımları Eklenmeden önce termal şok ve nemden kaçınmak için 200-300°C'ye kadar ısıtın.
- Doğru sıcaklıkta ekleyin: Çoğu ana alaşım için 720–750°C; daha yüksek sıcaklıklar oksidasyonu artırırken, daha düşük sıcaklıklar çözünmeyi yavaşlatır.
- İyice karıştırın Eklendikten sonra, homojenliği sağlamak için 5-10 dakika mekanik veya elektromanyetik karıştırma yapılır.
- Örnek alın ve doğrulayın. Dökümden önce; fırının en az üç farklı noktasından numune alın.
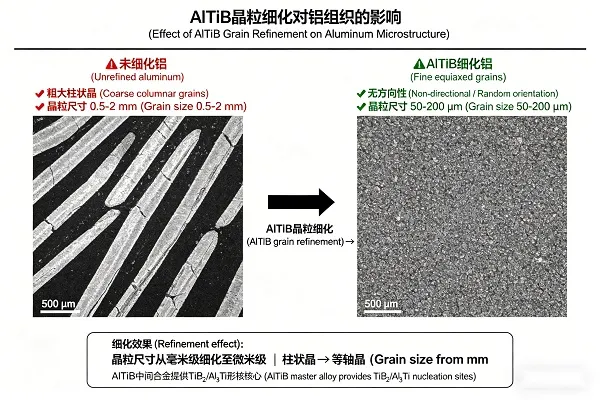
AlTiB ile Tane İnceltme
AlTiB (alüminyum-titanyum-bor) ana Alaşımı Alüminyum alaşımlarında tane inceltme için endüstri standardıdır. İnce, eş eksenli taneler beslemeyi iyileştirir, sıcak yırtılmayı azaltır ve mekanik özellikleri artırır. Tipik ilave oranları:
- AlTi5B1 (%5 Ti, %1 B): Genel uygulamalar için 1–3 kg/ton
- AlTi3B3 (%3 Ti, %3 B): Daha yüksek bor hassasiyeti için 0,5–1,5 kg/ton
- Döküm sırasında (hat içi) veya dökümden 5-10 dakika önce (fırın) ekleyin.
- Aşırı işlemden kaçının — aşırı Ti veya B, iri taneli intermetalik bileşikler oluşturabilir.
Ötektik Silisyumun (Al-Si Alaşımları) Modifikasyonu
Al-Si döküm alaşımları için (örneğin, A356, A380), stronsiyum (AlSr10) veya sodyum modifikasyonu Kaba ve kırılgan silikon pullarını ince lifli ötektik silikona dönüştürerek sünekliği önemli ölçüde artırır. En iyi uygulamalar:
- AlSr10 ilavesi: 0,2–0,5 kg/ton (hedef 100–300 ppm Sr)
- Gaz giderme işleminden sonra ekleyin (stronsiyum, gaz giderme gazlarıyla reaksiyona girebilir).
- Renk solması 30-60 dakika sürer; değişiklik yapıldıktan hemen sonra döküm işlemi gerçekleştirilir.
Entegre Eritme Uygulaması İş Akışı
Alüminyum külçelerinin kalitesinde tutarlılık sağlamak için, kanıtlanmış şu sırayı izleyin:
- Şarj hazırlığı: Hurda ve ham alüminyumu kuru ve temiz halde bırakın. Yağ, boya ve organik kirlilikleri temizleyin.
- Erime: Aşırı ısınmayı en aza indirin — 720–740°C'ye kadar eritin, 760°C'yi aşmaktan kaçının.
- Kaplama akısı ilavesi: Oksidasyonu önlemek için eritme işleminden hemen sonra tuz örtüsü akısı (3–5 kg/ton) ekleyin.
- Alaşımlama: Ana alaşımları (AlSi, AlCu, AlMn, vb.) 730–750°C'de iyice karıştırarak ekleyin.
- Örnekleme ve analiz: Bileşimi doğrulayın; gerekirse ayarlama yapın.
- Gaz giderme: Döner cihazla 10-20 dakika boyunca argon gazı kullanarak gaz giderme işlemi yapın. Sonrasında hidrojen miktarını ölçün.
- Tahıl inceltmesi: Döküm işleminden sonraki 10 dakika içinde AlTiB'yi (1-2 kg/ton) ekleyin.
- (Al-Si Alaşımı ise) Değişiklik: Gaz giderme işleminden sonra AlSr10'u (0,2–0,5 kg/ton) ekleyin ve 30 dakika içinde döküm yapın.
- Son gözden geçirme: Dökümden önce cürufu hemen temizleyin.
- Döküm: Dökme sıcaklığını ve hızını sabit tutun.
Sık Görülen Hatalar ve Düzeltici Eylemler
| Kusur | Görsel/Duyusal Gösterge | Ana neden | Düzeltici Eylem |
|---|---|---|---|
| Oksit cürufu (aşırı) | Kalın, kuru cüruf tabakası; düşük verim | Yüksek sıcaklık, hava teması, örtü akışı yok | Sıcaklığı düşürün, örtü akısı ekleyin, inert gaz örtüsü kullanın. |
| Hidrojen gözenekliliği | Kırık yüzeyinde veya radyografide iğne deliği şeklinde izler. | Islak hurda, nemli atmosfer, yetersiz gaz giderme | Hurda malzemeyi önceden ısıtın, kuru akıları kullanın, argon ile döner gaz giderme işlemi uygulayın, çevrimiçi H₂ ölçümü yapın. |
| Kaba taneli yapı | Aşındırılmış yüzeyde büyük sütunlu taneler | Tane inceltmesi yok, düşük soğutma hızı | AlTiB ana Alaşımını ekleyin (1–2 kg/ton). |
| Yüzeyde kabarcıklanma | Isıl işlem sonrası kabarcık | Çözelti işlemi sırasında genleşen çözünmüş hidrojen | Dökümden önce hidrojeni azaltın, düşük basınç testiyle doğrulayın. |
| Bileşim spesifikasyon dışı | Müşteri limitlerinin dışında kimya | Yetersiz karıştırma, yanlış ana Alaşım ilavesi, ayrışma | Geliştirilmiş karıştırma, önceden ısıtılmış ana alaşımlar, spektrometre ile doğrulama |
Örnek Olay: Verimliliği %88'den %95'e Yükseltmek
Yılda 40.000 ton A356 Alaşım külçesi üreten ikincil bir alüminyum eritme tesisi, %88 erime verimiyle çalışıyordu; %12'si cüruf ve diğer faktörler nedeniyle kaybediliyordu. Aşağıdakileri içeren kapsamlı bir iyileştirme programı uygulandıktan sonra:
- Tuz örtüsü akış uygulaması 2 kg/tondan 6 kg/tona çıkarıldı.
- Fırın sıcaklığı 760°C'den 720°C'ye düşürüldü (bekleme sıcaklığı).
- Döner gaz giderme yöntemi, püskürtmeli gaz giderme yönteminin yerini aldı.
- AlTiB tane inceltme standardizasyonu
- Cüruf presleme yöntemi, cüruftan metalik maddeleri geri kazanmak için uygulanır.
Altı ay sonraki sonuçlar:
- Erime verimi %88'den %94,5'e yükseldi (%6,5 iyileşme).
- Yıllık ilave satılabilir metal: 2.600 ton
- Gözeneklilik nedeniyle müşteri tarafından reddedilen ürünlerin oranı %4,2'den %0,7'ye düştü.
- Yıllık tasarruf: Mevcut alüminyum fiyatlarıyla 4,5 milyon dolar.
- Gaz giderici ve cüruf presinin geri ödeme süresi: 8 ay
Alüminyum külçe üretiminde verimi ve kaliteyi en üst düzeye çıkarmak, cüruf azaltımına, hidrojen kontrolüne ve bileşimsel tutarlılığa sistematik bir şekilde dikkat etmeyi gerektirir. Burada özetlenen en iyi uygulamaları (örtü akışkanları, düşük sıcaklıklar, etkili gaz giderme, ana Alaşım hassasiyeti ve tane inceltme) uygulayarak, alüminyum eritme tesisleri metal kaybını azaltabilir, gözeneklilik kusurlarını ortadan kaldırabilir ve en zorlu spesifikasyonları karşılayan külçeler üretebilir. Bright Alloys tedarik etmektedir. alüminyum ana alaşımları (AlSi, AlCu, AlMn, AlTiB, AlSr10, AlB), tane incelticiler ve gaz giderme akışkanları Yüksek kaliteli alüminyum külçe üretiminin her yönünü desteklemek.