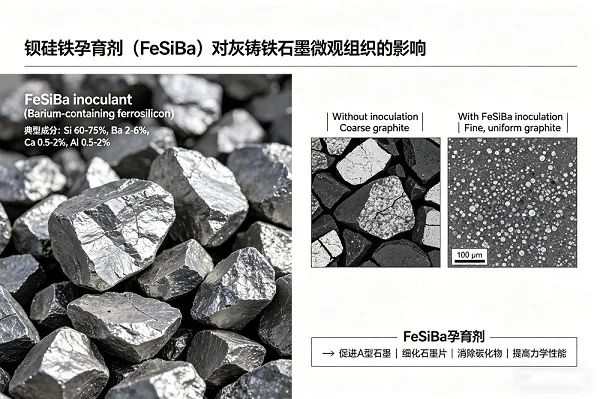
Gri döküm dökümhaneleri için tutarlı Tip A grafit, ince kesitlerde beyaz dökümün ortadan kaldırılması ve solma olmadan uzun süreli bekletme süreleri arayanlar için, baryum içeren ferrosilisyum aşılama malzemeleri (FeSiBa) standart ferrosilisyuma göre önemli bir ilerlemeyi temsil eder. Baryum, kalsiyumun yalnızca bir ikamesi değildir; gri döküm dökümünde en kalıcı zorlukları ele alan belirgin metalurjik avantajlar sunar.
Bu makale, baryumun üstün çekirdeklenme gücünün ardındaki bilimi, dikkat çekici solma direncini ve FeSiBa'yı zorlu gri döküm uygulamaları için tercih edilen aşılama malzemesi haline getiren pratik faydaları incelemektedir - özellikle ince cidarlı dökümler, karmaşık geometriler ve uzun döküm sıraları.
Zorluk: Standart Ferrosilisyum Aşılamanın Sınırlamaları
Standart %75 ferrosilisyum (FeSi) aşılama malzemesi onlarca yıldır dökümhanelerin temel taşı olmuştur. Ancak sınırlamaları iyi belgelenmiştir:
- Hızlı solma: Çekirdeklenme bölgeleri ilaveden sonra 5-8 dakika içinde kaybolmaya başlar, bu da dökümün hızlı bir şekilde yapılmasını gerektirir
- İnce kesitlerde zayıf beyaz döküm kontrolü: 6 mm'nin altındaki et kalınlıkları genellikle Tip D/E grafit veya karbür oluşumu gösterir
- Sınırlı büzülme beslemesi: Katılaşma sırasında minimum grafit genleşmesi
- Kesit hassasiyeti: Kalın ve ince döküm bölgeleri arasında önemli özellik farklılığı
Baryum içeren aşılama malzemeleri, benzersiz çekirdeklenme kimyası ve genişletilmiş kararlılık sayesinde bu sınırlamaların her birini doğrudan ele alır.
Mekanizma: Baryum Çekirdeklenmeyi Nasıl Artırır
Aşılama etkinliği, grafit çekirdeklenme alt tabakalarının sayısına ve kararlılığına bağlıdır. Baryum birden fazla mekanizma yoluyla katkıda bulunur:
1. Kararlı Çekirdeklenme Bileşiklerinin Oluşumu
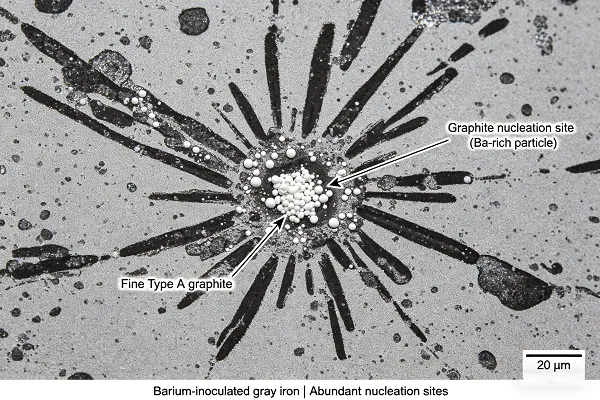
Aşılama malzemesindeki baryum (tipik olarak %1-6 Ba), güçlü grafit çekirdeklenme bölgeleri olarak işlev gören oldukça kararlı bileşikler oluşturur:
- Baryum oksit (BaO): Grafitle mükemmel kristalografik uyum sağlayan kararlı, ince dağılımlar oluşturur
- Baryum sülfür (BaS): Orta düzeyde kükürt içeren (%0,05-0,10 S) demirlerde özellikle etkilidir
- Baryum alüminosilikatlar (BaAl₂Si₂): Yüksek termal kararlılığa sahip karmaşık refrakter bileşikler
Bu baryum bileşikleri, kalsiyum bazlı çekirdeklenme bölgelerinden daha yüksek sıcaklıklarda kararlı kalır ve daha yüksek çekirdeklenme yoğunluğu ve çözünmeye karşı direnç sağlar.
2. Daha Düşük Yüzey Gerilimi, Daha İyi Dağılım
Baryum, erimiş demirin yüzey gerilimini azaltarak aşılama parçacıklarının eriyik boyunca daha homojen bir şekilde dağılmasını sağlar. Sonuç: eşit şekilde dağılmış daha fazla çekirdeklenme bölgesi, lokal beyaz döküm veya Tip B grafit rozet eğilimini azaltır.
Solma Direnci: Oyun Değiştiren Avantaj
Baryum aşılama malzemelerinin operasyonel açıdan en önemli faydası genişletilmiş solma direncidir. Solma, çekirdeklenme bölgelerinin çözünme, topaklanma ve oksidasyon nedeniyle zamanla ilerleyici kaybıdır. Karşılaştırmalı veriler şunları göstermektedir:
| Aşılama Türü | Başlangıç Beyaz Döküm Azaltma | 5 dk Sonra Beyaz Döküm Derinliği | 10 dk Sonra Beyaz Döküm Derinliği | 15 dk Sonra Beyaz Döküm Derinliği |
|---|---|---|---|---|
| Standart FeSi (%75) | Mükemmel | Orta düzeyde artış | Şiddetli artış | Aşılama kayboldu |
| FeSiBa (Ba %1-2) | Üstün | Minimum artış | Orta düzeyde artış | Hala etkili |
| FeSiBa (Ba %2-4) | Üstün | Neredeyse değişmedi | Minimum artış | İyi koruma |
| FeSiBa (Ba %4-6) | Olağanüstü | Ölçülebilir değişim yok | Hafif artış | Önemli koruma devam ediyor |
Pratik anlamı: Standart FeSi ile döküm, aşılamadan sonra 5-8 dakika içinde tamamlanmalıdır. FeSiBa (%2-4 Ba) ile dökümhaneler 15-20 dakikalık sönümlenmeye dayanıklı pencereelde ederek daha büyük potalar, çoklu kalıp dökümleri ve daha esnek üretim planlaması yapabilir.
İnce Kesitlerde Söndürme (Chill) Eliminasyonu
İnce kesitli dökümler (3-8 mm et kalınlığı) söndürmeye (chill) en yatkın olanlardır — işlenebilirliği yok eden sert, kırılgan demir karbürler. Baryum aşılama maddeleri, üç nedenden dolayı söndürme kontrolünde mükemmeldir:
- Daha yüksek çekirdeklenme yoğunluğu: Birim hacim başına daha fazla grafit bölgesi, grafitin hızlı soğuma koşullarında bile çökelmesini sağlar
- Daha düşük aşırı soğuma gereksinimi: Baryum bileşikleri, grafit çökelmesini daha yüksek sıcaklıklarda katalize eder (daha az aşırı soğuma gerekir), karbür oluşumuna yol açan sıcaklık düşüşünü önler
- Kükürt ile sinerji: %0.06-0.10 S içeren dökme demirlerde, BaS oluşumu ince kesitlerde söndürme kontrolü için özellikle faydalıdır
Dökümhane verileri, ince kesitli gri dökme demir dökümlerinde FeSi'den FeSiBa'ya (%2-4 Ba) geçişte %40-60 oranında söndürme derinliğinde azalma olduğunu tutarlı bir şekilde göstermektedir; bu genellikle daha önce gerekli olan kesite özel söndürücülerin ortadan kaldırılmasını sağlar.
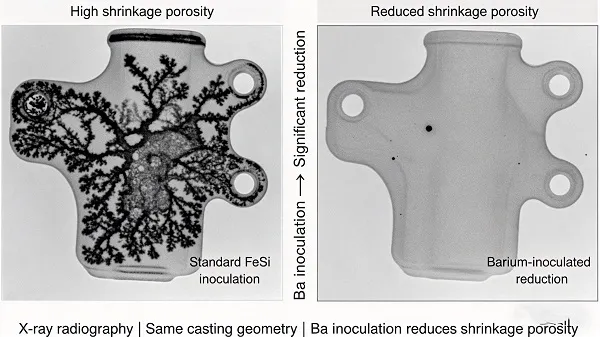
Grafit Genleşmesi Yoluyla Büzülme Azaltma
Gri dökme demirdeki büzülme porozitesi, sıvı büzülmesinin grafit çökelmesinden kaynaklanan telafi edici genleşmeyi aşmasıyla oluşur. Baryum aşılama maddeleri, büzülme direncini şu yollarla artırır:
- Gecikmiş grafit çökelmesi: Baryum, grafit genleşmesinin başlangıcını katılaşma sırasında daha sonraya kaydırır; bu noktada daha fazla sıvı büzülmesi meydana gelmiştir — yani büzülmeyi beslemek için daha fazla genleşme mevcuttur
- Artan genleşme hacmi: Daha yüksek grafit çekirdeklenme yoğunluğu, toplam grafit hacminin artmasına ve dolayısıyla genleşmenin artmasına neden olur
- Daha dar katılaşma aralığı: Baryum, daha fazla ötektik katılaşmayı teşvik ederek büzülmenin en sorunlu olduğu yarı katı bölgeyi (mushy zone) azaltır
Öncesi/sonrası karşılaştırmaları raporlayan dökümhaneler, FeSi'den FeSiBa'ya geçişte %20-40 oranında besleyici (riser) boyutu gereksiniminde azalma ve iç büzülme red oranlarında önemli düşüşler belgelemektedir.
Doğru Baryum Seviyesini Seçme: %1-2, %2-4 veya %4-6 Ba
Bright Alloys, her biri belirli uygulamalar için optimize edilmiş üç baryum aralığında FeSiBa aşılama maddeleri sunar:
| Sınıf | Baryum İçeriği | En İyi Uygulamalar | Temel Faydalar |
|---|---|---|---|
| FeSiBa %1-2 | %1.0-2.0 Ba | Genel gri dökme demir, orta kesit kalınlığı (8-20 mm), daha kısa bekletme süreleri | İyi sönümlenme direnci (10-12 dk), orta düzeyde söndürme kontrolü, FeSi'den uygun maliyetli yükseltme |
| FeSiBa %2-4 | %2.0-4.0 Ba | İnce cidarlı dökümler (4-10 mm), uzun döküm sıraları, büzülmeye yatkın tasarımlar, uzun katılaşma süreli ağır kesitli dökümler | Mükemmel sönümlenme direnci (15-20 dk), üstün söndürme eliminasyonu, önemli büzülme azaltma — en popüler sınıf |
| FeSiBa %4-6 | %4.0-6.0 Ba | Son derece ince cidarlar (3-6 mm), çok uzun bekletme süreleri (20+ dk), değişken kesit kalınlığına sahip karmaşık dökümler, yüksek kalite standartları | Maksimum sönümlenme direnci (20-25 dk), olağanüstü söndürme kontrolü, kritik uygulamalar için üstün performans |
Daha yüksek baryum seviyelerinin, eşdeğer silisyum katkısı elde etmek için biraz daha yüksek ekleme oranları gerektirdiğini unutmayın, ancak baryuma özgü faydalar, zorlu uygulamalar için ek maliyeti haklı çıkarır.
Uygulama Kılavuzları: Pota, Akış ve Kalıp Aşılaması
FeSiBa aşılama maddeleri tüm aşılama yöntemlerinde çok yönlü ve etkilidir:
Pota Aşılaması
Doldurma sırasında potaya %0.2-0.4 FeSiBa ekleyin. Baryumun uzatılmış sönümlenme direnci, orta düzeyde bekletme sürelerinde bile etkinlik sağlar. Büyük potalar (> 500 kg) için aralığın üst ucunu kullanın.
Akış (Geç) Aşılaması — Tercih Edilen Yöntem
Döküm sırasında metal akışına %0.1-0.2 FeSiBa ekleyin. Bu yöntem baryum verimliliğini en üst düzeye çıkarır, sönümlenmeyi en aza indirir ve daha düşük ekleme oranlarına izin verir. İnce kesitli dökümler (< 6 mm) için %0.15-0.25 hedefleyin.
Kalıp (Kalıp İçi) Aşılaması
Yolluk sistemine %0.05-0.15 FeSiBa (ince granüller veya önceden şekillendirilmiş bloklar olarak) yerleştirin. Sıfır sönümlenme, en düşük ekleme oranları, otomatik yüksek üretim hatları için idealdir. Baryumun kararlılığı, değişken döküm hızlarında bile tutarlı çözünme sağlar.
Vaka Örneği: İnce Cidarlı Pompa Gövdesi
5 mm et kalınlığına sahip gri dökme demir pompa gövdeleri üreten bir dökümhane, %18 oranında söndürmeyle ilgili redlerle mücadele ediyordu. Standart FeSi pota aşılaması (%0.35 ekleme) kullanmalarına rağmen kritik bölgelerde hala Tip D grafit gözlemliyorlardı. Aşağıdakine geçtikten sonra %0.18 oranında akış aşılamalı FeSiBa (%2-4 Ba)sonuçlar çarpıcıydı:
- Söndürme derinliği 0.8 mm'den 0.1 mm'ye düştü (esasen ortadan kalktı)
- Tüm et kesitlerinde tutarlı Tip A grafit
- Red oranı %18'den %3'e düştü
- Toplam aşılama maddesi maliyeti %12 azaldı (daha düşük ekleme oranı, daha yüksek birim maliyeti dengeledi)
- Döküm programı esnekliği arttı — bir potadan son kalıplar dökülürken kalite kaybı olmadı
Dökümhane daha sonra tüm gri dökme demir üretimini FeSiBa aşılama maddelerine dönüştürdü ve yalnızca hurda azaltımından yıllık 150.000 $'ı aşan tasarruf sağladı.
Kalite Kontrol: Baryum Aşılama Etkinliğinin Doğrulanması
FeSiBa aşılama maddelerinden tutarlı performans sağlamak için bu doğrulama adımlarını uygulayın:
- Termal analiz: Baryum aşılamalı gri dökme demir için hedef yeniden ısınma aşırı soğuması (ΔT) < 3°C (FeSi için < 5°C'ye kıyasla)
- Söndürme kama testi: Kama dökümleri düzenli olarak kesin ve söndürme derinliğini ölçün — uygun FeSiBa uygulamasıyla sıfıra yakın olmalıdır
- Mikroyapı incelemesi: Tip A grafit ve homojen dağılımı doğrulayın; uygun şekilde aşılanmış gri dökme demir için nodül sayısı 200-400/mm² olmalıdır
- Kükürt seviyesini kontrol edin: Baryum, baz demirde %0.06-0.10 S ile en iyi performansı gösterir; çok düşük kükürtlü demirler, baryum bileşiklerini aktive etmek için kükürt ilavesi gerektirebilir
Kaliteyi yükseltmek, hurdayı azaltmak ve üretim esnekliği kazanmak isteyen gri dökme demir dökümhaneleri için baryum içeren aşılama maddeleri kanıtlanmış bir yol sunar. Üstün çekirdeklenme gücü, uzatılmış sönümlenme direnci (standart FeSi için 5-8 dakikaya kıyasla 15-20 dakika) ve ince kesitlerde olağanüstü söndürme kontrolü, FeSiBa'yı zorlu gri dökme demir uygulamaları için birinci sınıf seçim haline getirir. Bright Alloys, %1-2, %2-4 ve %4-6 baryum sınıflarında FeSiBa aşılama maddeleripota, akış veya kalıp aşılaması için özelleştirilmiş boyutlandırma ile — dökümhane uygulamanızı optimize etmek için metalurjik destekle birlikte tedarik eder.