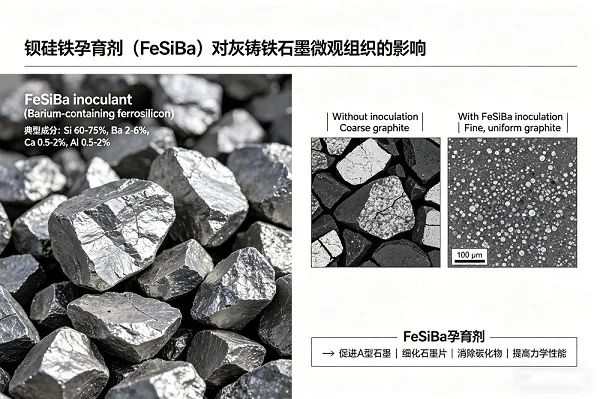
Tutarlı A tipi grafit elde etmek, ince kesitlerde soğumayı ortadan kaldırmak ve solma olmadan uzun süre bekleme süreleri sağlamak isteyen gri dökme demir dökümhaneleri için; baryum içeren ferrosilikon aşılayıcılar (FeSiBa) Bu, standart ferrosilikona göre önemli bir ilerlemeyi temsil etmektedir. Baryum sadece kalsiyumun bir ikamesi değildir; gri dökme demir dökümündeki en kalıcı zorluklara çözüm getiren belirgin metalurjik avantajlar sunmaktadır.
Bu makale, baryumun üstün çekirdeklenme potansiyelinin, dikkat çekici solma direncinin ve FeSiBa'yı özellikle ince cidarlı dökümler, karmaşık geometriler ve uzun döküm dizileri gibi zorlu gri dökme demir uygulamaları için tercih edilen aşılayıcı haline getiren pratik faydaların ardındaki bilimi incelemektedir.
Sorun: Standart Ferrosilisyum Aşılama Yönteminin Sınırlamaları
Standart %75 ferrosilikon (FeSi) aşılayıcı, on yıllardır dökümhanelerin temel malzemesi olmuştur. Bununla birlikte, sınırlamaları iyi belgelenmiştir:
- Hızlı solma: Ekleme işleminden sonra 5-8 dakika içinde çekirdeklenme noktaları kaybolmaya başlar, bu nedenle dökümün hızlı bir şekilde yapılması gerekir.
- İnce kesitlerde yetersiz soğuk kontrolü: 6 mm'nin altındaki duvar kalınlıklarında genellikle D/E tipi grafit veya karbür oluşumu görülür.
- Sınırlı büzülme beslemesi: Katılaşma sırasında grafitin minimal genleşmesi
- Bölüm hassasiyeti: Kalın ve ince döküm bölgeleri arasında önemli özellik farklılıkları mevcuttur.
Baryum içeren aşılayıcılar, benzersiz çekirdeklenme kimyası ve uzatılmış stabilite sayesinde bu sınırlamaların her birini doğrudan ele almaktadır.
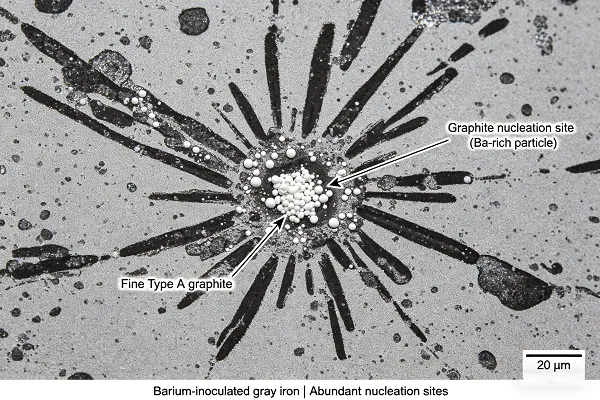
Mekanizma: Baryum Çekirdeklenmeyi Nasıl Artırır?
Aşılama etkinliği, grafit çekirdeklenme substratlarının sayısına ve stabilitesine bağlıdır. Baryum, birden fazla mekanizma yoluyla katkıda bulunur:
1. Kararlı Çekirdeklenme Bileşiklerinin Oluşumu
Aşılama maddesindeki baryum (tipik olarak %1-6 Ba), güçlü grafit çekirdeklenme bölgeleri görevi gören oldukça kararlı bileşikler oluşturur:
- Baryum oksit (BaO): Grafit ile mükemmel kristalografik uyum gösteren, kararlı ve ince dispersiyonlar oluşturur.
- Baryum sülfür (BaS): Özellikle orta düzeyde kükürt içeren demirlerde (0,05–0,10% S) etkilidir.
- Baryum alüminosilikatlar (BaAl₂Si₂): Yüksek termal kararlılığa sahip karmaşık refrakter bileşikler
Bu baryum bileşikleri, kalsiyum bazlı çekirdeklenme bölgelerine kıyasla daha yüksek sıcaklıklarda stabil kalır ve daha yüksek çekirdeklenme yoğunluğu ve çözünmeye karşı direnç sağlar.
2. Daha Düşük Yüzey Gerilimi, Daha İyi Dağılım
Baryum, erimiş demirin yüzey gerilimini azaltarak aşılayıcı parçacıkların eriyik boyunca daha homojen bir şekilde dağılmasını sağlar. Sonuç: daha fazla çekirdeklenme noktası eşit olarak dağılır ve bu da lokalize soğuma veya Tip B grafit rozetlerinin oluşma eğilimini azaltır.
Solmaya Karşı Direnç: Oyunun Kurallarını Değiştiren Avantaj
Baryum aşılama maddelerinin operasyonel açıdan en önemli faydası şudur: uzatılmış solma direnci. Solma, çözünme, kümelenme ve oksidasyon nedeniyle zamanla çekirdeklenme bölgelerinin kademeli olarak kaybolmasıdır. Karşılaştırmalı veriler şunu göstermektedir:
| Aşılayıcı Tipi | İlk Soğukluk Azaltma | 5 dakika sonraki soğukluk derinliği | 10 dakika sonraki soğukluk derinliği | 15 dakika sonraki soğukluk derinliği |
|---|---|---|---|---|
| Standart FeSi (%75) | Harika | Orta düzeyde artış | Ciddi artış | Aşılama başarısız oldu |
| FeSiBa (Ba 1-2%) | Üst | Minimum artış | Orta düzeyde artış | Hâlâ etkili |
| FeSiBa (Ba 2-4%) | Üst | Neredeyse hiç değişmedi. | Minimum artış | İyi koruma |
| FeSiBa (Ba 4-6%) | Olağanüstü | Ölçülebilir bir değişiklik yok. | Hafif bir artış | Önemli ölçüde koruma devam ediyor. |
Pratik çıkarımlar: Standart FeSi ile dökümün, aşılama işleminden sonra 5-8 dakika içinde tamamlanması gerekir. FeSiBa (%2-4 Ba) ile ise dökümhanelerin... 15-20 dakika solmaya dayanıklı pencereBu sayede daha büyük kepçeler, çoklu kalıp dökümleri ve daha esnek üretim planlaması mümkün oluyor.
İnce Kesitlerde Soğuk Etkisinin Giderilmesi
İnce kesitli dökümler (3-8 mm duvar kalınlığı) soğuktan en çok etkilenenlerdir; sert, kırılgan demir karbürler işlenebilirliği bozar. Baryum aşılayıcılar, soğuk kontrolünde üç nedenden dolayı üstünlük sağlarlar:
- Daha yüksek çekirdeklenme yoğunluğu: Birim hacim başına daha fazla grafit bölgesi, grafitin hızlı soğutma koşullarında bile çökelmesini sağlayabilir.
- Daha düşük alt soğutma gereksinimi: Baryum bileşikleri, daha yüksek sıcaklıklarda (daha az aşırı soğutma gerektirerek) grafit çökelmesini katalize eder ve karbür oluşumuna yol açan sıcaklık düşüşünü önler.
- Kükürt ile sinerji: %0,06–0,10 S içeren demirlerde, BaS oluşumu özellikle ince kesitlerde soğutma kontrolü için faydalıdır.
Dökümhane verileri sürekli olarak şunu gösteriyor: Soğukluk derinliğinde %40-60 oranında azalma İnce kesitli gri dökme demir dökümlerinde FeSi'den FeSiBa'ya (%2-4 Ba) geçiş yapıldığında, daha önce gerekli olan kesite özgü soğutma işlemlerinin ortadan kaldırılmasına olanak sağlanır.
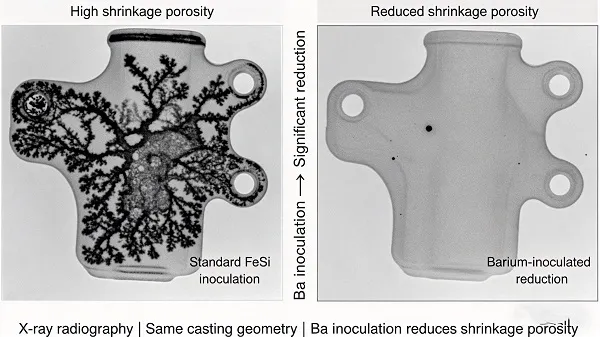
Grafit Genleşmesi Yoluyla Büzülmenin Azaltılması
Gri dökme demirde büzülme gözenekliliği, sıvı büzülmesinin grafit çökelmesinden kaynaklanan telafi edici genleşmeyi aşması durumunda ortaya çıkar. Baryum aşılayıcılar, aşağıdaki yollarla büzülme direncini artırır:
- Gecikmiş grafit çökelmesi: Baryum, grafit genleşmesinin başlangıcını katılaşma dizisinde daha geç bir zamana kaydırır; bu da daha fazla sıvı büzülmesinin zaten gerçekleştiği anlamına gelir ve büzülmeyi beslemek için daha fazla genleşme imkanı sağlar.
- Artan genleşme hacmi: Daha yüksek grafit çekirdeklenme yoğunluğu, daha fazla toplam grafit hacmine ve dolayısıyla genleşmeye yol açar.
- Daha dar katılaşma aralığı: Baryum, ötektik katılaşmayı daha da artırarak, büzülmenin en sorunlu olduğu yarı katı bölgeyi azaltır.
Dökümhanelerin öncesi/sonrası karşılaştırmalarını içeren rapor belgesi Yükseltici boru boyut gereksinimlerinde %20-40 oranında azalma FeSi'den FeSiBa'ya geçiş yapıldığında, iç büzülme kaynaklı reddetme oranlarında da önemli düşüşler gözlemlenmiştir.
Doğru Baryum Seviyesini Seçmek: %1-2, %2-4 veya %4-6 Baryum
Bright Alloys, her biri belirli uygulamalar için optimize edilmiş üç farklı baryum aralığına sahip FeSiBa aşılayıcıları sunmaktadır:
| Seviye | Baryum İçeriği | En İyi Uygulamalar | Başlıca Faydalar |
|---|---|---|---|
| FeSiBa %1-2 | 1,0–2,0% Ba | Genel amaçlı gri dökme demir, orta kalınlıkta kesit (8–20 mm), daha kısa bekleme süreleri | İyi solma direnci (10–12 dk), orta düzeyde soğuk kontrolü, FeSi'den uygun maliyetli bir yükseltme. |
| FeSiBa %2-4 | %2,0–4,0 Ba | İnce cidarlı dökümler (4–10 mm), uzun döküm dizileri, büzülmeye yatkın tasarımlar, uzun katılaşma sürelerine sahip kalın kesitli dökümler | Mükemmel solma direnci (15-20 dk), üstün soğukluk giderme, önemli ölçüde çekme azalması — en popüler sınıf |
| FeSiBa %4-6 | 4.0–6.0% Ba | Son derece ince duvarlar (3–6 mm), çok uzun bekleme süreleri (20+ dk), değişken kesit kalınlığına sahip karmaşık dökümler, yüksek kalite standartları. | Maksimum solma direnci (20–25 dk), olağanüstü soğuk kontrolü, kritik uygulamalar için üstün performans. |
Daha yüksek baryum seviyelerinin, eşdeğer silikon katkısı elde etmek için biraz daha yüksek ilave oranları gerektirdiğini, ancak baryuma özgü faydaların, zorlu uygulamalar için artan maliyeti haklı çıkardığını unutmayın.
Uygulama Kılavuzu: Kepçe, Akış ve Küf Aşılama
FeSiBa aşılayıcıları, tüm aşılama yöntemlerinde çok yönlü ve etkilidir:
Kepçe Aşılama
Döküm işlemi sırasında potaya %0,2–0,4 FeSiBa ekleyin. Baryumun uzun süreli solma direnci, orta derecede bekleme sürelerinde bile etkili olmasını sağlar. Büyük potalar (> 500 kg) için aralığın üst sınırını kullanın.
Akarsu (Geç) Aşılama — Tercih Edilen Yöntem
Döküm sırasında metal akışına %0,1–0,2 FeSiBa ekleyin. Bu yöntem, baryum verimliliğini en üst düzeye çıkarır, solmayı en aza indirir ve daha düşük ilave oranlarına olanak tanır. İnce kesitli dökümler (< 6 mm) için %0,15–0,25 hedefleyin.
Küf (Küf İçi) Aşılama
Döküm sistemine %0,05–0,15 FeSiBa (ince granül veya önceden şekillendirilmiş bloklar halinde) yerleştirin. Sıfır solma, en düşük ilave oranları, otomatik yüksek üretim hatları için idealdir. Baryumun stabilitesi, değişken döküm hızlarında bile tutarlı çözünmeyi sağlar.
Örnek Durum: İnce Duvarlı Pompa Gövdesi
5 mm duvar kalınlığına sahip gri dökme demir pompa gövdeleri üreten bir Dökümhane, %18 oranında soğutma kaynaklı fire sorunu yaşıyordu. Standart FeSi pota aşılama yöntemi ( %0,35 ilave) kullanmalarına rağmen, kritik bölgelerde hala D tipi grafit gözlemliyorlardı. Daha sonra farklı bir yönteme geçtiler. %0,18 oranında akış aşılama ile FeSiBa (%2-4 Ba)Sonuçlar çarpıcıydı:
- Soğukluk derinliği 0,8 mm'den 0,1 mm'ye düşürüldü (neredeyse tamamen ortadan kalktı).
- Tüm duvar bölümlerinde tutarlı A tipi grafit.
- Reddedilme oranı %18'den %3'e düştü.
- Toplam aşılama maliyeti %12 azaldı (daha düşük ilave oranı, daha yüksek birim maliyetini dengeledi).
- Döküm programındaki esneklik arttı — kepçeden son kalıplara döküm yapılırken kalite kaybı yaşanmıyor.
Dökümhane daha sonra tüm gri dökme demir üretimini FeSiBa aşılayıcılarına dönüştürdü ve sadece hurda miktarındaki azalmadan kaynaklanan yıllık tasarruf 150.000 doları aştı.
Kalite Kontrolü: Baryum Aşılama Etkinliğinin Doğrulanması
FeSiBa aşılayıcılarından tutarlı performans elde etmek için aşağıdaki doğrulama adımlarını uygulayın:
- Termal analiz: Baryum aşılanmış gri dökme demir için hedef yeniden ısınma aşırı soğuması (ΔT) < 3°C (FeSi için ise < 5°C)
- Soğuk kama testi: Kama dökümlerini düzenli olarak kesin ve soğuma derinliğini ölçün; doğru FeSiBa uygulamasıyla sıfıra yakın olmalıdır.
- Mikro yapı incelemesi: A tipi grafitin homojen dağılımını doğrulayın; uygun şekilde aşılanmış gri dökme demir için nodül sayısı 200–400/mm² olmalıdır.
- Kükürt seviyesini kontrol edin: Baryum, baz demirde %0,06–0,10 kükürt ile en iyi performansı gösterir; çok düşük kükürtlü demirlerde baryum bileşiklerini aktive etmek için kükürt ilavesi gerekebilir.
Gri dökme demir dökümhaneleri için kaliteyi yükseltmek, hurda miktarını azaltmak ve üretim esnekliği kazanmak isteyenler için baryum içeren aşılayıcılar kanıtlanmış bir çözüm sunmaktadır. Üstün çekirdeklenme gücü, uzun süreli solma direnci (standart FeSi için 5-8 dakikaya karşılık 15-20 dakika) ve ince kesitlerde olağanüstü soğuk kontrolü, FeSiBa'yı zorlu gri dökme demir uygulamaları için en iyi seçenek haline getirmektedir. Bright Alloys tedarik etmektedir. %1-2, %2-4 ve %4-6 baryum oranlarında FeSiBa aşılayıcılarıPota, akış veya kalıp aşılama için özelleştirilmiş boyutlandırma seçenekleriyle ve Dökümhane uygulamalarınızı optimize etmek için metalurjik destekle birlikte sunulmaktadır.