
Dökme demir dökümhanelerinde en güçlü ancak en az takdir edilen araçlardan biri de aşılama işlemidir. Doğru şekilde aşılanmış bir eriyik, kırılgan, karbür oluşumuna yatkın demiri, kontrollü grafit morfolojisine sahip, işlenebilir, güçlü ve güvenilir bir döküme dönüştürür. Yetersiz aşılama veya hiç aşılama yapılmaması ise soğuma, büzülme, tutarsız sertlik ve işleme zorluklarına yol açarak maliyetleri ve hurda oranlarını artırır.
Bu kapsamlı kılavuz, modern dökme demir aşılama bilimi ve pratiğini inceliyor. Aşılama işleminin nasıl çalıştığını, hangi aşılayıcıların belirli uygulamalar için en iyi sonucu verdiğini ve soğumayı ortadan kaldıran, büzülmeyi azaltan ve her dökümde tutarlı A tipi grafit sağlayan tekniklerin nasıl uygulanacağını öğreneceksiniz.
Temel Bilgiler: Aşı Nedir ve Neden Önemlidir?
Aşılama, dökümden hemen önce erimiş dökme demire az miktarda malzeme (tipik olarak kalsiyum, baryum, stronsiyum veya nadir toprak elementleri gibi aktif elementler içeren silikon bazlı ferroalaşımlar) eklenmesidir. Başlıca amaçlar şunlardır:
- Grafit çekirdeklenme bölgelerini artırın — daha iyi mekanik özellikler için daha fazla ve daha küçük grafit parçacıkları oluşturmak
- Karbür (soğuk) oluşumunu önleyin — ince kesitlerdeki sert, kırılgan demir karbürlerin ortadan kaldırılması
- Grafit morfolojisinin kontrolü — gri dökme demirde A tipi (tekdüze pul) grafit veya sünek dökme demirde yüksek nodülerlik oluşumunu teşvik etmek
- Bölüm hassasiyetini azaltın — Kalın ve ince döküm bölümleri arasındaki özellik varyasyonunu en aza indirmek
- Büzülme gözenekliliğini azaltın — katılaşma sırasında genişlemiş grafit çökelmesi yoluyla
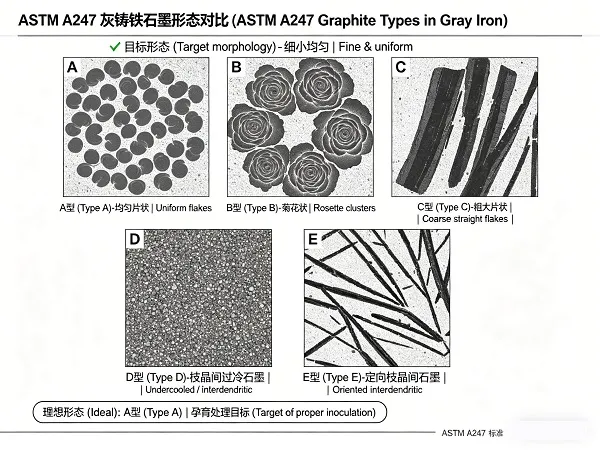
Grafit Morfolojisini Anlamak: A'dan E'ye Kadar Tipler
Dökme demirdeki grafit morfolojisi, mekanik özellikleri, işlenebilirliği ve performansı doğrudan belirler. ASTM A247 standardı, pul grafit türlerini şu şekilde sınıflandırır:
| Grafit Tipi | Tanım | Tipik Sebep | Özellikler Üzerindeki Etkisi |
|---|---|---|---|
| A Tipi | Düzgün dağılım, rastgele yönelimli pullar | Uygun aşılama, kontrollü soğutma | Mükemmel işlenebilirlik, tutarlı mukavemet, istenen yapı |
| B Tipi | Merkezlerinde ince grafit bulunan rozet kümeleri. | Orta düzeyde yetersiz aşılama | Azaltılmış çekme dayanımı, değişken sertlik |
| C Tipi | Kiş grafiti (büyük, iri taneli) | Aşırı yüksek karbon eşdeğeri | Zayıf mekanik özellikler, öngörülemez |
| D Tipi | Aşırı soğutulmuş, ince yönlü grafit | Aşırı yetersiz aşılama, hızlı soğutma | Sert, işlenmesi zor, kırılgan |
| E Tipi | Dendritler arası, yönlü grafit | Düşük aşılama, orta derecede aşırı soğutma | Azalmış mukavemet, yönsel özellik varyasyonu |
A tipi grafit, gri dökme demir uygulamalarının çoğunda hedef malzemedir. A tipi grafiti tutarlı bir şekilde elde etmek için şunlar gereklidir: Uygun aşı maddesi seçimi, doğru ilave oranları ve etkili geç aşılama uygulamaları.
Mekanizma: Aşılama Nasıl Çalışır?
Aşılama, grafit çökelmesi için heterojen çekirdeklenme substratları oluşturarak işlev görür. En etkili çekirdeklenme maddeleri, tipik olarak refrakter bileşiklerdir. oksitler, sülfürler, karbürler ve nitrürler Kalsiyum, baryum, stronsiyum, alüminyum ve nadir toprak elementlerinden oluşurlar. Bu parçacıklar eriyikte dağıldığında, katılaşma sırasında grafitin çökelmesi için düşük enerjili arayüzler sağlarlar.
Aşılama yapılmadığında, grafit daha az sayıda noktada çekirdeklenir ve bu da iri, düzensiz pullar (B/D/E tipleri) veya masif karbürler (soğuk) oluşmasına yol açar. solma etkisi — Zamanla çekirdeklenme noktalarının kademeli olarak kaybolması — aşılama işleminin döküme mümkün olduğunca yakın bir zamanda, genellikle kalıp doldurulduktan sonraki 5-10 dakika içinde gerçekleştirilmesi gerektiği anlamına gelir.
Aşı Çeşitleri: İş İçin Doğru Aracı Seçmek
Modern aşılayıcılar, basit ferrosilikonlardan çok daha gelişmiştir. Her tür, farklı uygulamalar için belirli avantajlar sunar:
Standart Ferrosilikon (FeSi) Aşılayıcı
İçerik: %74–75 Si, bakiye Fe, eser Al, Ca
En uygun kullanım alanı: Genel amaçlı gri dökme demir, daha az zorlu uygulamalar, bütçe dostu dökümhaneler
Sınırlamalar: Hızlı solma, ince kesitlerde sınırlı soğuk kontrolü
Ferrosilisyum-Baryum (FeSiBa) Aşılayıcı
İçerik: %70–75 Si, %1–6 Ba, %0,5–2 Al, %0,5–2 Ca
En uygun kullanım alanı: Kalın kesitli gri dökme demir, uzun bekleme süreleri, büzülme azaltma
Avantajlar: Mükemmel solma direnci (15-20 dakikaya kadar), güçlü soğuk giderme, azaltılmış büzülme gözenekliliği. Baryum, kararlı çekirdeklenmeyi destekler ve genişletilmiş grafit çökelmesi Katılaşma büzülmesini besleyen bir üründür. Şu kalitelerde mevcuttur: Ba %1-2, Ba %2-4, Ve Ba %4-6 Artan performans gereksinimleri için.
Ferrosilisyum-Kalsiyum (FeSiCa) Aşılayıcı
İçerik: %70–75 Si, %0,5–3 Ca, %0,5–2 Al
En uygun kullanım alanı: Aşılama sonrası sünek dökme demir, soğuklama sorunları olan gri dökme demir
Avantajlar: Güçlü soğuk giderme, güçlü çekirdeklenme, ince kesitli dökümler için uygundur. Kalsiyum ayrıca kükürt giderici görevi de görür.
Ferrosilisyum-Strontiyum (FeSiSr) Aşılayıcı
İçerik: %73–77 Si, %0,6–1,2 Sr, düşük Al ve Ca
En uygun kullanım alanı: Minimum aşılama gerektiren (düşük ilave oranları), ince kesitli dökümler için gri dökme demir.
Avantajlar: İğne deliği gözenekliliği oluşturma eğilimi çok düşüktür, düşük ilave seviyelerinde (%0,05–0,15) mükemmel soğutma kontrolü sağlar. Stronsiyum özellikle ince duvarlı gri dökme demir (3–6 mm kesitler) için etkilidir.
Nadir Toprak (RE) İçeren Aşılayıcılar
İçerik: %1-3 oranında nadir toprak elementleri (Ce, La) içeren FeSi bazlı
En uygun kullanım alanı: Sünek dökme demirde nodülerliğin iyileştirilmesi, kalın kesitli sünek dökme demir
Avantajlar: Nodül sayısını artırır, kalın kesitlerde karbür oluşumunu azaltır, magnezyum tedavisinin sınırda olduğu durumlarda nodülerliği artırır.
Aşılama Teknikleri: Kepçe, Akış ve Kalıp
Aşılayıcıyı nasıl eklediğiniz, ne eklediğiniz kadar önemlidir. Her birinin kendine özgü avantajları olan üç temel teknik mevcuttur:
Kepçe ile Aşılama (Geleneksel)
Aşılayıcı madde, musluktan malzeme alınmadan önce veya alma işlemi sırasında işlem kepçesine eklenir. Avantajlar: Basit, özel ekipman gerektirmez. Dezavantajları: Dökümden önce belirgin solma meydana gelir; genellikle daha yüksek ilave oranları (erimiş ağırlığın %0,3-0,6'sı) gerektirir. Kısa döküm sürelerine sahip büyük dökümler için en uygundur.
Akarsu (Geç) Aşılama
Aşılayıcı madde, eritilmiş metal akışına, kepçeden kalıba dökme işlemi sırasında eklenir. Avantajlar: Solmayı en aza indirir, daha düşük ilave oranlarına (%0,1–0,3) olanak tanır ve daha tutarlı bir mikro yapı sağlar. Gerekli ekipmanlar: Hacimsel besleyici veya manuel ekleme. Bu, tercih edilen yöntem Gri ve sfero döküm uygulamalarının çoğu için.
Küf (Küf İçi) Aşılama
Aşı maddesi (genellikle önceden şekillendirilmiş bir blok veya Toz halinde) doğrudan kalıplama sistemine yerleştirilir. Avantajlar: Sıfır solma, en düşük ekleme oranları (%0,05–0,15), hassas yerleştirme. Dezavantajları: Kalıp modifikasyonu gerektirir, tam çözünmeme riski vardır. Otomatik yüksek üretim kapasiteli dökümhaneler için idealdir.

Üşümeyi Ortadan Kaldırmak: Pratik Stratejiler
Soğuklama (grafit yerine sert demir karbürlerin (sementit) oluşumu), aşılama ile ilgili en yaygın kusurdur. Soğuklama, soğuma hızlarının eriyiğin grafit çekirdeklenmesi yeteneğini aştığı durumlarda, genellikle ince kesitlerde veya köşelerde meydana gelir. Soğuklamayı ortadan kaldırma stratejileri:
- Aşılama seviyesini artırın: Gri dökme demir için, pota aşılama yönteminde %0,2–0,4, akış aşılama yönteminde ise %0,1–0,2 oranında aşılayıcı ilavesi hedeflenmelidir. İnce kesitler (< 5 mm) %0,5'e kadar aşılayıcı gerektirebilir.
- Daha güçlü bir Aşılayıcıya geçin: Eğer standart FeSi soğukluğu gidermiyorsa, FeSiBa (%2-4 Ba) veya FeSiSr'ye geçin.
- Geç aşılama yöntemini kullanın: Akışkan veya kalıp içi aşılama, yalnızca kepçe ile yapılan uygulamaya kıyasla soğukluğu önemli ölçüde azaltır.
- Karbon eşdeğerini kontrol edin: Gri dökme demir için CE değerini %3,9-4,1 arasında tutun. Daha düşük CE değerleri soğuma eğilimini artırır.
- Titanyum ve kromu azaltın: Şarj malzemelerinde bu karbür oluşumunu teşvik eden elementlerin miktarı en aza indirilmelidir.
Aşılama Yöntemiyle Küçülmenin Azaltılması
Büzülme gözenekliliği, hem gri dökme demirde hem de sfero dökme demirde önemli bir kusurdur. Aşılama, bu sorunu gidermeye yardımcı olur. genişletilmiş grafit çökelmesi Ötektik katılaşma sırasında, grafit oluşumundan kaynaklanan hacim genişlemesi (yaklaşık %2-3 doğrusal genişleme), katılaşma büzülmesini besleyerek büyük yükselticilere olan ihtiyacı azaltabilir veya ortadan kaldırabilir. Baryum içeren aşılayıcılar, büzülme kontrolü için özellikle etkilidir çünkü:
- Grafit çökelmesini katılaşmanın daha sonraki aşamalarına kadar geciktirin.
- Büzülmeyi besleyen genleşmiş grafitin hacmini artırın.
- Ötektik katılaşmanın sıcaklık aralığını azaltın.
FeSi'den FeSiBa'ya (2-4% Ba) geçiş yapan dökümhaneler genellikle şu sonuçları bildirir: Yükseltici boru boyut gereksinimlerinde %30-50 oranında azalma ve önemli ölçüde daha düşük fire oranları.
Sünek Dökme Demir Özellikleri: Nodülerlik ve Nodül Sayısı
Sünek dökme demir, grafit çekirdeklenme bölgelerini eski haline getirmek için magnezyum işleminden sonra aşılama gerektirir (magnezyum çekirdeklenme potansiyelini azaltır). Tipik uygulama:
- Aşılama öncesi: Magnezyum işleminden önce potaya FeSi veya FeSiCa ekleyin (%0,2–0,4).
- Aşılama sonrası: FeSiCa veya FeSiBa'nın akış veya kalıp yoluyla ilavesi (%0,1–0,3)
- Hedef nodül sayısı: Çoğu uygulama için 150–300 nodül/mm², ince kesitli sfero dökümde ise daha yüksek.
- Hedef nodülerlik: Standart kaliteler için %85'in üzerinde, premium uygulamalar için %90'ın üzerinde.
Kalın kesitli sünek dökme demir (> 100 mm kesit kalınlığı) için, nadir toprak elementleri içeren aşılayıcılar, daha yavaş katılaşma yoluyla nodüler yapının korunmasına yardımcı olur.
Kalite Kontrolü: Termal Analiz ve Mikro Yapı Doğrulaması
Tutarlı aşılama, sürekli doğrulama gerektirir. Başlıca kalite kontrol araçları:
- Termal analiz: Grafit çökelmesi sırasında meydana gelen sıcaklık artışını (recalescence) ölçer. Daha düşük recalescence, daha iyi aşılama anlamına gelir. Gri dökme demir için hedef alt soğutma (ΔT) < 5°C'dir.
- Soğuk testi (kama testi): Standart bir kama döküm parçası kesilerek soğukluk derinliği açısından incelenir. Bu hızlı atölye testi, aşılama etkinliğini doğrular.
- Mikro yapı incelemesi: Grafit tipinin (ASTM A247) ve nodülerliğin (ASTM E2567) düzenli olarak doğrulanması.
- Sertlik testi: Kesitler boyunca tutarlı sertlik, iyi bir aşılama ve kesit hassasiyeti kontrolünün göstergesidir.
Örnek Durum: İnce Duvarlı Gri Dökme Demir Bileşen
4 mm duvar kalınlığına sahip karmaşık gri dökme demir bir parçayı döküm yapan bir pompa üreticisi, soğuma ve sertleşme sorunları nedeniyle %25 oranında atıkla karşılaştı. Standart FeSi pota aşılama yöntemi ( %0,4 ilave) kullanılmasına rağmen, ince kesitlerde hala D/E tipi grafit gözlemlendi. Çözüm: yeni bir yönteme geçmek. Akış aşılama yöntemiyle FeSiSr aşılayıcı %0,15 ilave ile. Sonuçlar:
- İnce kesitlerde soğukluğun tamamen ortadan kaldırılması
- Dökümün tamamında tutarlı A tipi grafit.
- Aşı tüketiminde %40 azalma (%0,15'e karşı %0,4)
- Reddedilme oranı %25'ten %4'e düştü.
- İşleme takımının ömrü 3 kat arttı.
Bu vaka, en pahalı aşının genellikle yanlış aşı olduğunu göstermektedir. Doğru aşı maddesini doğru ekleme noktasına uygulamak Daha düşük maliyetle üstün kalite sunar.
Başvuruya Göre Öneriler
Dökümhanedeki kapsamlı deneyime dayanarak, işte pratik başlangıç noktaları:
| Başvuru | Önerilen Aşılayıcı | Toplama Yöntemi | Tipik Ekleme Oranı |
|---|---|---|---|
| Genel gri dökme demir (ağır bölümler) | FeSiBa (Ba 1-2%) | Kepçe veya akıntı | 0,2–0,4% |
| İnce cidarlı gri dökme demir (< 6 mm) | FeSiSr veya FeSiBa (Ba %2-4) | Akarsu veya kalıp | 0,1–0,2% |
| Sfero döküm (standart) | FeSiCa + aşılama sonrası | Kepçe + akış | %0,3–0,5 toplam |
| Sfero döküm (kalın kesit) | FeSi + RE aşılayıcı | Kepçe + kalıp | toplamda %0,4–0,6 |
| Sıkıştırılmış grafitli demir (CGI) | FeSi, Ti + Ba ile | Aktarım | 0,2–0,3% |
Aşılama tekniklerinde ustalaşmak, dökme demir dökümhanelerinin işlemlerini öngörülemezlikten tutarlılığa, yüksek fireden yüksek verime, işleme sorunlarından memnun müşterilere dönüştürür. Grafit morfolojisini anlayarak, uygun Aşılayıcıyı (FeSi, FeSiBa, FeSiCa, FeSiSr veya RE kaliteleri) seçerek ve geç aşılama tekniklerini uygulayarak, dökümhaneler soğumayı ortadan kaldırabilir, büzülmeyi azaltabilir ve üstün dökme demiri tanımlayan A Tipi grafit yapısını elde edebilir. Bright Alloys, eksiksiz bir ürün yelpazesi sunmaktadır. ferrosilikon aşılayıcılarStandart FeSi dahil olmak üzere, FeSiBa (1-6% Ba)FeSiCa, FeSiSr ve nadir toprak elementleri içeren, aşılama uygulamalarınızı optimize etmek için metalurjik destekle desteklenen ürünler.