Döküm kusurları, dökümhanelere her yıl hurda, yeniden işleme ve müşteri iadeleri nedeniyle milyonlarca dolara mal olur. Yine de birçok kusur benzer görünümleri paylaşır — porozite çekmeyi taklit edebilir ve kalıntılar gaz delikleriyle karıştırılabilir. Etkili sorun giderme sistematik bir yaklaşım gerektirir: kusuru görsel olarak tanımlayın, kök nedene kadar izleyin, ardından hedeflenmiş düzeltici eylemi uygulayın.
Bu pratik rehber, en yaygın üç kusur ailesine odaklanmaktadır — porozite, çekme ve kalıntılar — demir ve çelik dökümler için görsel özellikler, kök neden analizi ve kanıtlanmış düzeltici önlemler sağlar.
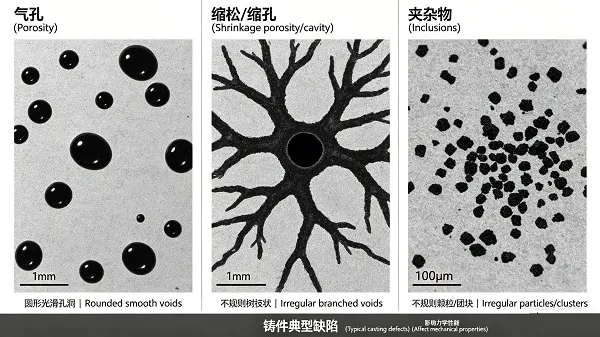
Kusur Ailesi #1: Porozite (Gaz Kaynaklı)
Porozite, katılaşma sırasında gaz çıkışının neden olduğu boşlukları ifade eder. Gazlar (hidrojen, nitrojen, karbon monoksit, buhar) metal katılaştıkça daha az çözünür hale gelir ve sıkışan kabarcıklar oluşturur.
Görsel Tanımlama
- Görünüm: Düzgün cidarlı, yuvarlak veya küresel boşluklar
- Yüzey: Genellikle parlak veya hafif oksitlenmiş iç yüzeyler
- Dağılım: Genellikle döküm boyunca dağılmış veya sıcak noktalarda yoğunlaşmış
- Boyut: Mikroskobik iğne deliklerinden büyük görünür boşluklara kadar değişebilir

Yaygın Kök Nedenler
| Gaz Türü | Kaynak | Tipik Görünüm | Birincil Düzeltici Eylem |
|---|---|---|---|
| Hidrojen (H₂) | Nemli şarj malzemeleri, refrakterde nem, yağla kirlenmiş hurda, nemli ortam | Kesit boyunca ince iğne delikleri | Şarj malzemelerini iyice kurutun, fırını ön ısıtın, nemi kontrol edin |
| Nitrojen (N₂) | Aşırı nitrürlü ferroalaşımlar, hava sürüklenmesi, kokta yüksek nitrojen | Küçük, yuvarlak iğne delikleri, genellikle kümeler halinde | Nitrojen içeren alaşımları azaltın, banyo örtüsünü iyileştirin, düşük N'li rekarbüratörler kullanın |
| Karbon monoksit (CO) | Eksik deoksidasyon (çelik), yüksek oksijen içeriği, karbon ve oksijen arasındaki reaksiyon | Yüzey altı üflemeleri, genellikle uzamış | Deoksidasyon uygulamasını iyileştirin, güçlü deoksidanlar (Al, SiCa) ekleyin, oksijen aktivitesini kontrol edin |
Düzeltici Eylemler Özeti
- Hidrojen porozitesi için: Tüm şarj malzemelerini kurutun, potaları ve aletleri ön ısıtın, organik kirleticilerden kaçının, çelik için inert gaz (Ar veya N₂) ile gaz yıkama kullanın.
- Nitrojen porozitesi (gri/sfero dökme demir) için: Nitrojen içeren rekarbüratörleri azaltın, düşük N'li karbon yükselticiye geçin, yüksek N'li ferroalaşımlardan kaçının.
- CO porozitesi (çelik) için: Kapsamlı deoksidasyon sağlayın — yeterli alüminyum veya SiMn ilavesi, oksijen sensörü ile doğrulayın, kalsiyum işlemini düşünün.
- Genel gaz porozitesi: Hava temasını önlemek için banyo örtüsünü iyileştirin, döküm sıcaklığını kontrol edin (aşırı kızdırmadan kaçının), düzgün metal akışı için uygun yolluk tasarımını sağlayın.
Kusur Ailesi #2: Çekme (Katılaşma Büzülmesi)
Çekme kusurları, sıvı metal katılaşma sırasında büzüldüğünde ve telafi etmek için yeterli besleme metali bulunmadığında meydana gelir. Porozitenin aksine, çekme boşlukları açıkta kalan dendritlerle birlikte düzensiz, pürüzlü yüzeylere sahiptir.
Görsel Tanımlama
- Görünüm: Düzensiz, köşeli veya dallanmış boşluklar
- Yüzey: Pürüzlü, dendritik, kristalimsi görünüm (düzgün değil)
- Dağılım: En son katılaşan bölgelerde yoğunlaşmış — kalın kesitler, besleyicilerin altı, termal merkezler
- Türler: Açık çekme (döküm yüzeyinde görünür) ve mikro çekme (içsel, radyografi veya işleme ile tespit edilir)

Yaygın Kök Nedenler
- Yetersiz besleyici sistemi: Besleyiciler çok küçük, yanlış yerleştirilmiş veya besleme tamamlanmadan donuyor
- Zayıf yönlü katılaşma: Sıcak noktalar besleme yollarından izole edilmiş, besleyicilere doğru termal gradyan yok
- Düşük aşılama (dökme demir): Zayıf grafit genleşmesi kendiliğinden besleme kapasitesini azaltır
- Aşırı kızdırma: Yüksek döküm sıcaklıkları toplam çekme hacmini artırır
- Yanlış alaşım bileşimi: Karbon eşdeğeri çok düşük (gri dökme demir) veya aşırı karbür oluşturucu elementler
Düzeltici Eylemler Özeti
- Besleyici tasarımı: Besleyici boyutunu artırın, yalıtım kovanları veya ekzotermik malzemeler ekleyin, ağır kesitleri beslemek için besleyicileri yeniden konumlandırın.
- Yolluk sistemi modifikasyonu: Yönlü katılaşmayı teşvik etmek için soğutucular kullanın, besleme yardımcıları ekleyin, izole sıcak noktaları ortadan kaldırmak için tasarımı yeniden yapın.
- Aşılama (gri/sfero dökme demir): Aşılama seviyesini artırın veya grafit genleşmesi beslemesini iyileştirmek için baryumlu aşılama (FeSiBa) kullanın. %2-4 Ba seviyeleri çekme azaltma için özellikle etkilidir.
- Döküm sıcaklığı: Kızdırmayı döküm kesiti için mümkün olan en düşük pratik seviyeye düşürün.
- Bileşim ayarı: Gri dökme demir için karbon eşdeğerini %3.9–4.1'e yükseltin; sfero dökme demir için uygun magnezyum seviyesi ve karbon eşdeğerini sağlayın.
Kusur Ailesi #3: Kalıntılar (Kum, Cüruf, Dros)
Kalıntılar, dökümde sıkışmış yabancı malzemelerdir — kalıp aşınmasından kaynaklanan kum, eriyik taşımadan kaynaklanan cüruf veya yüzey reaksiyonlarından kaynaklanan dros (oksitler).
Görsel Tanımlama
- Kum kalıntıları: Granüler, açık renkli parçacıklar (kahverengi, gri veya beyaz), genellikle yüzeylere veya köşelere yakın kümelenmiş
- Cüruf kalıntıları: Camsı, düzensiz, koyu veya açık renkli kütleler, genellikle yuvarlak kenarlı, genellikle dökümün üst kısmına yakın
- Dros/oksit kalıntıları: İnce, filmimsi, buruşuk yüzey katmanları (genellikle koyu veya metalik) veya iç katlanmış filmler

Yaygın Kök Nedenler
| Kalıntı Türü | Kaynak | Birincil Düzeltici Eylem |
|---|---|---|
| Kum kalıntıları | Türbülanslı metal akışından kalıp/maça aşınması, düşük kalıp mukavemeti, yanlış sıkıştırma, yüksek döküm sıcaklığı | Türbülansı azaltın (yolluk tasarımı), kalıp sertliğini artırın, daha düşük döküm sıcaklığı kullanın, kalıp kaplamaları uygulayın |
| Cüruf kalıntıları | Zayıf cüruf sıyırma, potada yetersiz cüruf örtüsü, yeniden oksidasyon, pota taşması, yollukta yetersiz cüruf tutma | Sıyırma pratiğini iyileştirin, cüruf azaltıcı pota kapakları kullanın, yolluk sistemine cüruf tuzakları takın, seramik köpük filtreler kullanın |
| Dros/oksit kalıntıları | Eriyiğin havaya maruz kalması, yetersiz deoksidasyon (çelik), düşük aşılama (demir), yüzey filmlerini kıran türbülanslı doldurma | Eriyik örtüsünü iyileştirin, güçlü deoksidanlar ekleyin (çelik için Al, CaSi; demir için FeSi), akış aşılaması kullanın, döküm türbülansını azaltın |
Düzeltici Eylemler Özeti
- Kum kalıntıları: Türbülanssız doldurma için yolluğu optimize edin (serbest düşüşten kaçının, konik yolluklar kullanın), kalıp sertliğini artırın, yıkama veya kaplama uygulayın, mümkünse döküm sıcaklığını düşürün.
- Cüruf kalıntıları: Yolluk sisteminde seramik köpük filtreler kullanın (10–30 ppi), cüruf tuzakları tasarlayın (yolluk uzantısı, girdap tuzakları), pota sıyırmasını iyileştirin, cüruf pıhtılaştırıcıları kullanın.
- Dros (demir dökümler): Aşılamayı artırın (özellikle FeSiCa veya FeSiBa ile), eriyik örtüsünü iyileştirin, döküm sıcaklığını düşürün, yeniden oksidasyonu önlemek için akış aşılaması kullanın.
- Dros (çelik dökümler): Tam deoksidasyonu sağlayın (Al veya SiMn + Ca işlemi), inert gaz örtüsü altında dökün, ekzotermik/sıcak tepelik bileşikleri kullanın.
Hızlı Görsel Referans Tablosu
Atölyede kusur türlerini ayırt etmek için bu hızlı referans tablosunu kullanın:
| Özellik | Gaz Porozitesi | Çekme | Kalıntı (Kum/Cüruf) |
|---|---|---|---|
| Boşluk şekli | Yuvarlak, küresel, pürüzsüz | Düzensiz, köşeli, dallanmış | Değişken — granüler veya camsı kütleler |
| Boşluk yüzeyi | Pürüzsüz, parlak, oksitlenmiş | Pürüzlü, dendritik, kristalimsi | Uygulanamaz (katı parçacıklar) |
| Dağılım | Dağınık, tekdüze | Sıcak noktalarda yoğunlaşmış | Yüzeylere yakın veya yolluk alanlarında |
| Metalografi | Dendritsiz yuvarlak boşluklar | Açıkta dendritler bulunan pürüzlü boşluklar | Farklı bileşime sahip parçacıklar |
| Yaygın çözüm | Malzemeleri kurutun, deokside edin | Besleyiciler, soğutucular, aşılama | Filtreler, sıyırma, kalıp kalitesi |
Sistematik Sorun Giderme İş Akışı
Bir kusurla karşılaştığınızda bu sırayı izleyin:
- Kusuru görsel olarak inceleyin — Pürüzsüz ve yuvarlak mı? → Gaz. Pürüzlü ve dendritik mi? → Çekme. Gömülü parçacıklar mı? → Kalıntı.
- Kusurun yerini belirleyin — Dökümün üst kısmı mı? → Cüruf veya çekme. Alt veya ince kesitler mi? → Gaz porozitesi. Ağır kesitler mi? → Çekme.
- Proses parametrelerini gözden geçirin — Döküm sıcaklığı, eriyik kimyası, aşılama/deoksidasyon pratiği, yolluk tasarımı.
- Doğrulayıcı testler yapın — Termal analiz (aşırı soğuma), soğutma testi, radyografi veya kalıntı tanımlaması için SEM/EDS.
- Düzeltici faaliyeti uygulayın — Her seferinde bir değişkeni değiştirin, sonuçları bir test dökümü çalışmasıyla doğrulayın.
Vaka Örneği: Porozite ve Çekme Yanlış Teşhisi
Vana gövdeleri üreten bir dökümhane, işleme sonrası görünen iç boşluklar nedeniyle %15 red oranı yaşadı. İlk teşhis gaz porozitesini varsaydı; operatörler deoksidasyonu artırdı ve malzemeleri kuruttu ancak iyileşme olmadı. Radyografilerin yeniden incelenmesi, boşlukların dendritik yüzeylere sahip düzensiz olduğunu gösterdi — klasik çekme, gaz değil. Düzeltici faaliyet: ağır kesitlere soğutucular eklendi ve besleyici boyutu %30 artırıldı. Red oranı %3'e düştü. Ders: doğru tanımlama, sorun gidermede ilk ve en kritik adımdır.
Etkili kusur giderme, reaktif hurda yönetimini proaktif kalite kontrolüne dönüştürür. Bir kusurun porozite, çekme veya kalıntı olup olmadığını sistematik olarak belirleyerek ve bunu temel nedene kadar izleyerek, dökümhaneler hurdayı azaltan, döküm bütünlüğünü iyileştiren ve maliyetleri düşüren hedefli düzeltici faaliyetler uygulayabilir. Bright Alloys, dökümhaneleri yüksek kaliteli ferrosilisyum aşılama malzemeleri, deoksidasyon alaşımları (Al, SiMn, CaSi) ve filtrasyon çözümleri ile bu yaygın döküm kusurlarını ortadan kaldırmaya yardımcı olur.