Gri dökümün pul grafitinin sfero dökümün küresel nodüllerine dönüşümü, temel bir element gerektirir: magnezyum. Ancak magnezyumun erimiş demirle şiddetli reaksiyonu, düşük çözünürlüğü ve hızlı sönümlemesi, muameleyi sfero döküm üretiminde en kritik — ve en zorlu — adım haline getirir. Doğru yöntemi seçmek ve proses parametrelerini optimize etmek, nodülariteyi, mekanik özellikleri ve döküm sağlamlığını doğrudan belirler.
Bu makale, üç ana magnezyum muamele yöntemini — tundish örtü, sandviç ve çekirdek tel enjeksiyonu — karşılaştırarak, optimum verim ve minimum sönümleme ile tutarlı >%90 nodülarite elde etmek için pratik rehberlik sağlar.
Magnezyum Zorluğu: Yüksek Reaktivite, Düşük Çözünürlük
Magnezyumun kaynama noktası 1090°C'dir — tipik demir döküm sıcaklıklarının (1400–1500°C) oldukça altındadır. Erimiş demire eklendiğinde, magnezyum anında buharlaşarak yoğun türbülans ve duman oluşturur. Başarılı muamelenin anahtarı, bu şiddetli reaksiyonu kontrol etmektir küreselleştirme için yeterli, aşırı karbür veya cüruf olmaksızın %0,030–0,045 artık magnezyum seviyelerine ulaşmaktır.
Tüm ticari yöntemler, magnezyum ferrosilisyum (MgFeSi) alaşımlarını kullanır; tipik olarak %3–10 Mg içeren, reaksiyonu yumuşatmak ve nodülariteyi artırmak için nadir toprak elementleri (Ce, La) ve kalsiyum ile birlikte.
Yöntem 1: Sandviç Yöntemi (Geleneksel)
Sandviç yöntemi, özellikle düşük sermaye maliyeti nedeniyle daha küçük dökümhanelerde en yaygın kullanılan muamele tekniği olmaya devam etmektedir.
Proses Tanımı
MgFeSi alaşımı, özel olarak tasarlanmış bir potanın dibindeki bir cebe veya oyuğa yerleştirilir. Cep, erimiş demirle teması geciktirmek için çelik talaşları veya çelik bir plaka ile kapatılır. Demir, doğrudan örtünün üzerine dökülür, örtüyü eriterek magnezyum reaksiyonunu başlatır.
Tipik Parametreler
- Mg verimi: %25–45 (oldukça değişken)
- MgFeSi ilavesi: Erimiş ağırlığın %1,0–1,5'i (hedef Mg'ye bağlı olarak)
- Ekipman maliyeti: Düşük (sadece özel pota)
- Operatör becerisi: Orta ila yüksek
- Duman oluşumu: Önemli
- Elde edilen tipik nodülarite: 80–90%
Avantajlar
- Düşük sermaye yatırımı — muamele potası dışında özel ekipman gerektirmez
- Küçük ve orta parti boyutları için uygundur (100–1000 kg)
- Esnek — geniş bir yelpazedeki demir kimyasını işleyebilir
Sınırlamalar
- Tutarsız verim — parti arası ±%10 varyasyon yaygındır
- Yüksek duman ve alev — güvenlik ve çevresel endişeler
- Önemli sıcaklık kaybı (muamele sırasında 30–50°C)
- Düşük kükürtlü demirler için uygun değildir (daha yüksek ilave gerektirir)
- Otomatik veya yüksek hacimli üretim için uygun değildir
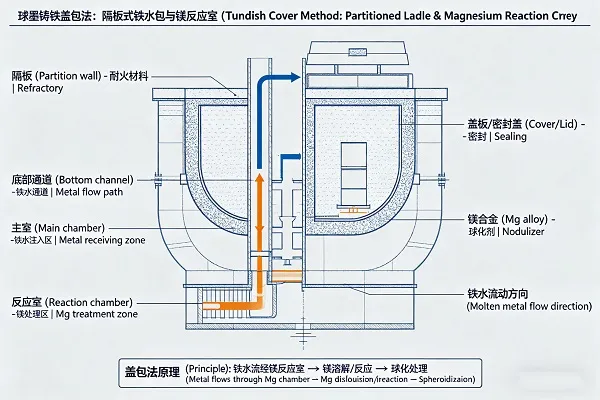
Yöntem 2: Tundish Örtü Yöntemi
Tundish yöntemi, bir reaksiyon odası oluşturan bölmeli bir pota kullanan, daha iyi kontrol ve daha yüksek verim sunan, sandviç tekniğinin rafine bir versiyonudur.
Proses Tanımı
Bir tundish potası, potayı iki bölmeye ayıran merkezi bir duvara sahiptir. MgFeSi, daha küçük bölmeye yerleştirilir ve erimiş demir, daha büyük bölmeye dökülür, duvarın üzerinden MgFeSi bölmesine akar. Bu, sandviç yönteminden daha az türbülansla kontrollü bir reaksiyon oluşturur.
Tipik Parametreler
- Mg verimi: %40–60 (sandviçten daha tutarlı)
- MgFeSi ilavesi: Erimiş ağırlığın %0,8–1,2'si
- Ekipman maliyeti: Orta (özel tundish potası gerekli)
- Operatör becerisi: Orta
- Duman oluşumu: Orta
- Elde edilen tipik nodülarite: 85–95%
Avantajlar
- Sandviç yönteminden daha yüksek ve daha tutarlı Mg verimi
- Azaltılmış duman ve alev
- Daha düşük sıcaklık kaybı (15–30°C)
- Düşük kükürtlü baz demirler için daha iyi
- Orta ölçekli dökümhanelerde (500–2000 kg partiler) yaygın olarak kullanılır
Sınırlamalar
- Tundish potaları için daha yüksek sermaye maliyeti
- Özel pota tasarımı ve bakımı gerektirir
- Çok küçük partiler (< 200 kg) için ideal değildir
- Yine de özlü tele kıyasla partiler arasında önemli farklılıklar gösterir
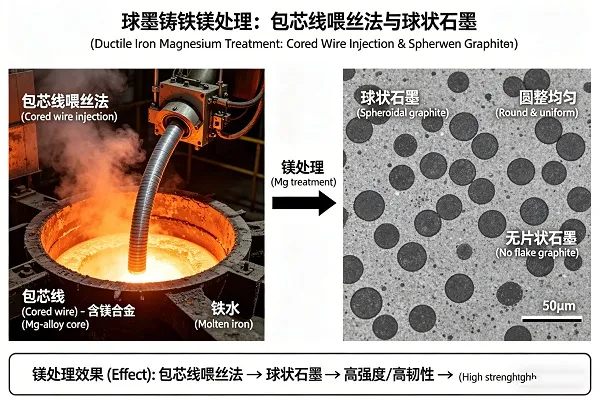
Yöntem 3: Özlü Tel Enjeksiyonu (Modern Yöntem)
Özlü tel enjeksiyonu, yüksek hacimli küresel grafitli dökme demir üretimi için hassasiyet, tutarlılık ve otomasyon sunan en teknolojik olarak gelişmiş yöntemi temsil eder.
Proses Tanımı
MgFeSi tozu, çelik bir kılıf (özlü tel) içine kapsüllenir ve bir lans aracılığıyla sürekli olarak erimiş demire beslenir. Tel yüzeyin altında eriyerek magnezyumu doğrudan banyoya bırakır, minimum duman ve maksimum verimlilik sağlar.
Tipik Parametreler
- Mg verimi: %50–75 (en tutarlı)
- MgFeSi teli ilavesi: Erimiş metal ağırlığının %0,5–0,9 eşdeğeri
- Ekipman maliyeti: Yüksek (tel besleyici + lans)
- Operatör becerisi: Düşük (otomatik)
- Duman oluşumu: Minimum
- Elde edilen tipik nodülarite: 90–98%
Avantajlar
- En yüksek ve en tutarlı geri kazanım — değişim < ±%3
- Hassas Mg kontrolü — hedef artık Mg %0,005 dahilinde
- Minimum duman ve parlama — daha güvenli, daha temiz çalışma
- En düşük sıcaklık kaybı (5–15°C)
- Tamamen otomatikleştirilebilir — proses kontrol sistemleriyle entegre olur
- Her parti boyutuyla çalışır — 100 kg'dan 50 tona kadar
- Düşük kükürtlü baz demirler için en iyisi
Sınırlamalar
- Tel besleyici ve lans sistemi için daha yüksek sermaye yatırımı
- Tutarlı tel kalitesi ve besleme sistemi kalibrasyonu gerektirir
- Tel için sürekli sarf malzemesi maliyeti (daha düşük ilave oranlarıyla dengelenir)
- Optimum lans derinliği ve besleme hızı için operatör eğitimi gerekebilir

Karşılaştırmalı Özet Tablosu
| Parametre | Sandviç Yöntemi | Tundish Yöntemi | Özlü Tel Enjeksiyonu |
|---|---|---|---|
| Mg Geri Kazanımı (%) | 25–45% | 40–60% | 50–75% |
| Geri Kazanım Tutarlılığı | Zayıf (±%10) | Orta (±%5) | Mükemmel (±%3) |
| MgFeSi İlave Oranı | 1.0–1.5% | 0.8–1.2% | 0.5–0.9% |
| Sıcaklık Kaybı (°C) | 30–50°C | 15–30°C | 5–15°C |
| Duman Oluşumu | Yüksek | Orta | Minimum |
| Sermaye Maliyeti | Düşük | Orta | Yüksek |
| Parti Boyutu Uygunluğu | 100–1000 kg | 500–2000 kg | Her Boyut (100–50.000 kg) |
| Tipik Küresellik | 80–90% | 85–95% | 90–98% |
| Otomasyon Potansiyeli | Yok | Sınırlı | Tam |
Sönümlemeyi Anlamak: Zamana Karşı Yarış
Magnezyum sönümlemesi — artık magnezyumun kükürt, oksijen ve cürufla reaksiyona girerek kademeli kaybı — işlemden hemen sonra başlar. Sönümleme öngörülebilir bir üstel azalma izler:
- İlk 5 dakika: %10–15 Mg kaybı
- 5–10 dakika: ek %5–10 kayıp
- 10–15 dakika: ek %3–5 kayıp
Kritik çıkarım: Küreselliği >%90 korumak için döküm işlemi 10–12 dakika içinde tamamlanmalıdır. 15 dakikanın ötesinde, başlangıçtaki Mg seviyesinden bağımsız olarak küresellik %80'in altına düşebilir.
Sönümleme azaltma stratejileri:
- MgS oluşumuna Mg kaybını en aza indirmek için düşük kükürtlü baz demir kullanın (<%0,02 S)
- Cüruf örtüsünü kalın ve bazik (CaO/SiO₂ > 2,0) tutun
- Çekirdeklenme bölgelerini yeniden oluşturmak için Mg işleminden sonra %0,1–0,3 oranında aşılama sonrası (FeSiCa veya FeSiBa) ekleyin (magnezyum grafit çekirdeklerini yok eder)
- İşlem ile döküm arasındaki bekleme süresini en aza indirin
- Özlü tel enjeksiyonu daha sonra Mg ilavesine izin vererek toplam bekleme süresini azaltır
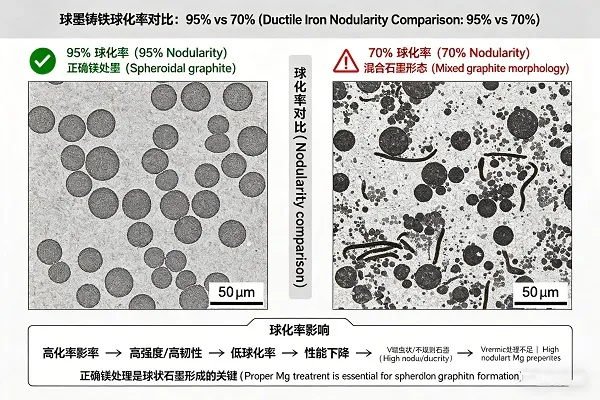
Artık Magnezyum Hedefleri ve Küresellik
Artık Mg ile küresellik arasındaki ilişki, kesit kalınlığına, baz kükürt ve nadir toprak içeriğine bağlıdır. Genel yönergeler:
| Artık Mg (%) | Beklenen Küresellik | Uygulama Uygunluğu |
|---|---|---|
| 0.020–0.025% | %50–70 (karışık/vermiküler) | CGI (sıkıştırılmış grafitli demir), küresel değil |
| 0.030–0.035% | 80–90% | Küresel grafitli dökme demir için minimum, ağır kesitler için yeterli |
| 0.035–0.045% | 90–95% | Standart küresel grafitli dökme demir aralığı — çoğu uygulama için hedef |
| 0.045–0.055% | 95–98% | Premium küresel grafitli dökme demir, ince kesitler, yüksek küresellik gereksinimleri |
| >0.060% | %95–98 + karbürler | Aşırı işlem — soğuma riski, süneklikte azalma, cüruf artışı |
Optimum aralık: %0,035–0,045 artık Mg, küreselliği (>%90) karbür riski ve maliyete karşı dengeler.
Başarılı İşlem İçin Baz Demir Gereksinimleri
İşlem yönteminden bağımsız olarak, baz demir kalitesi başarıyı belirler:
- Kükürt: Mg işleminden önce <%0,02 olmalıdır. Yüksek S, Mg'yi MgS olarak tüketerek küreselliği azaltır. Baz S %0,025'i aşarsa desülfürizasyon (CaC₂, CaO veya soda külü) kullanın.
- Karbon eşdeğeri: %4,2–4,4 optimal. Daha düşük CE, karbür eğilimini artırır; daha yüksek CE, grafit yüzmesine neden olur.
- Fosfor: <%0,05 — yüksek P gevrekleşmeye neden olur.
- Titanyum ve krom: En aza indirin — bunlar magnezyuma karşı koyan karbür destekleyicilerdir.
Yaygın Küresel Grafitli Dökme Demir Kusurlarının Giderilmesi
Düşük Küresellik (<%80)
- Olası nedenler: Düşük artık Mg, yüksek baz kükürt (>%0,02), aşırı sönümleme, yetersiz nadir topraklar
- Çözümler: MgFeSi ilavesini artırın, baz demiri önceden desülfürize edin, bekleme süresini azaltın, RE içeren MgFeSi ekleyin
Karbür (Soğuma) Oluşumu
- Olası nedenler: Aşırı işlem (Mg >%0,055), düşük aşılama, düşük karbon eşdeğeri, ince kesitlerde hızlı soğuma
- Çözümler: Mg ilavesini azaltın, aşılama sonrasını artırın (FeSiCa), CE'yi yukarı ayarlayın (%4,3-4,4), ince kesitler için FeSiSr aşılama kullanın
Büzülme Porozitesi
- Olası nedenler: Düşük nodül sayısına bağlı yetersiz grafit genleşmesi, zayıf besleme, aşırı Mg
- Çözümler: Aşılama sonrasını artırın (özellikle FeSiBa), besleyiciyi optimize edin, artık Mg'yi %0,035-0,040'a düşürün
Vaka Örneği: Sandviçten Özlü Tele Geçiş
Yılda 15.000 ton küresel grafitli dökme demir bileşen (otomotiv braketleri ve diferansiyel gövdeleri) üreten orta ölçekli bir dökümhane, tutarsız küresellik (%78–92) ve düşük küresellik ve karbürler nedeniyle %8 red oranıyla mücadele ediyordu. %1,2 MgFeSi ilavesiyle sandviç yöntemi kullanıldığında, artık Mg %0,028 ile %0,052 arasında değişiyordu.
%0,7 eşdeğer ilavesiyle MgFeSi (%6 Mg) teli kullanan çekirdek tel enjeksiyonu geçtikten sonra sonuçlar çarpıcıydı:
- Artık Mg %0,038–0,042 seviyesinde stabilize edildi (değişim <%0,003)
- Küresellik sürekli olarak >%92 (ortalama %95)
- Reddedilme oranı %8'den %1,5'e düştü
- MgFeSi tüketimi %35 azaldı (%1,2'den %0,78 eşdeğerine)
- Yıllık tasarruf: Alaşımda 210.000 $ + hurda azaltımında 180.000 $
- Tel besleyici için geri ödeme süresi: 4 ay
Uygulamaya Göre Öneriler
| Üretim Ölçeği | Önerilen Yöntem | Temel Gerekçe |
|---|---|---|
| Küçük dökümhane (<1000 ton/yıl) | Sandviç veya Tundish | Düşük sermaye yatırımı, orta düzey kalite gereksinimleri için yeterli |
| Orta ölçekli dökümhane (1000–5000 ton/yıl) | Tundish veya Çekirdek Tel | Tundish, sandviç yöntemine göre iyi bir iyileştirme sunar; çekirdek tel tutarlılık ve daha düşük alaşım tüketimi sağlar |
| Büyük dökümhane (>5000 ton/yıl) | Çekirdek Tel | Üstün tutarlılık, en düşük alaşım maliyeti, otomasyon, minimum duman, en yüksek küresellik |
| İnce kesitli dökümler (<6 mm) | Çekirdek Tel + FeSiSr aşılama | Hassas Mg kontrolü karbürleri önler; Sr aşılayıcı soğuma direncini artırır |
| Kalın kesitli dökümler (>100 mm) | Çekirdek Tel + RE içeren MgFeSi | Uzun katılaşma için daha yüksek Mg tutulumu gerekir; RE sönümlemeyi yavaşlatır |
Sünek demirde tutarlı küresellik, sistematik bir yaklaşım gerektirir: ölçeğinize ve kalite gereksinimlerinize uygun doğru magnezyum işleme yöntemini seçin, sıkı baz demir kontrolü (özellikle kükürt) sağlayın, sağlam bir son aşılama uygulayın ve artık Mg ile sönümleme süresini izleyin. Çoğu orta ve büyük ölçekli dökümhane için, çekirdek tel enjeksiyonu en iyi verim, tutarlılık, küresellik ve toplam maliyet kombinasyonunu sunar — ancak tundish yöntemi, tel besleme ekipmanına yatırım yapamayanlar için uygun bir yükseltme olmaya devam etmektedir. Bright Alloys, sünek demir uygulamanızı optimize etmek için metalurjik destekle birlikte MgFeSi alaşımları (%3-10 Mg, nadir toprak elementleri ile), çekirdek teller ve ferrosilisyum aşılayıcılar tedarik eder.