Gri dökme demirin pul grafitinin, sünek dökme demirin küresel nodüllerine dönüşümü için olmazsa olmaz bir unsur gereklidir: magnezyumAncak magnezyumun erimiş demirle şiddetli reaksiyonu, düşük çözünürlüğü ve hızlı solması, bu işlemi sünek dökme demir üretimindeki en kritik ve zorlu adım haline getiriyor. Doğru yöntemi seçmek ve işlem parametrelerini optimize etmek, nodülerliği, mekanik özellikleri ve döküm sağlamlığını doğrudan belirler.
Bu makale, magnezyum tedavisinin üç temel yöntemini karşılaştırmaktadır. Dağıtım hunisi kapağı, sandviç ve özlü tel enjeksiyonu — %90'ın üzerinde tutarlı nodülerlik elde etmek, optimum iyileşme sağlamak ve minimum solma yaratmak için pratik rehberlik sunmak.
Magnezyum Sorunu: Yüksek Reaktivite, Düşük Çözünürlük
Magnezyumun kaynama noktası 1090°C'dir; bu, tipik demir eritme sıcaklıklarının (1400–1500°C) oldukça altındadır. Erimiş demire eklendiğinde magnezyum anında buharlaşarak yoğun türbülans ve duman oluşturur. Başarılı bir işlemin anahtarı şudur: bu şiddetli tepkiyi kontrol etmek Aşırı karbür veya cüruf oluşumu olmaksızın küreselleştirme için yeterli olan %0,030–0,045 aralığında artık magnezyum seviyelerine ulaşmak.
Tüm ticari yöntemler şunları kullanır: magnezyum ferrosilikon (MgFeSi) Genellikle %3-10 Mg içeren alaşımlar, reaksiyonu yavaşlatmak ve nodülerliği artırmak için nadir toprak elementleri (Ce, La) ve kalsiyum ile birlikte kullanılır.
Yöntem 1: Sandviç Yöntemi (Geleneksel)
Sandviç yöntemi, özellikle küçük dökümhanelerde düşük sermaye maliyeti nedeniyle en yaygın kullanılan işleme tekniği olmaya devam etmektedir.
Süreç Açıklaması
MgFeSi Alaşımı, özel olarak tasarlanmış bir potanın dibindeki bir cep veya çukura yerleştirilir. Cep, erimiş demirle teması geciktirmek için çelik zımbalar veya bir çelik levha ile kapatılır. Demir doğrudan kapağa vurularak eritilir ve magnezyum reaksiyonu başlatılır.
Tipik Parametreler
- Mg geri kazanımı: %25-45 (oldukça değişken)
- MgFeSi ilavesi: Erime ağırlığının %1,0-1,5'i (hedeflenen Mg'ye bağlı olarak)
- Ekipman maliyeti: Düşük (sadece özel kepçe)
- Operatör becerisi: Orta ila yüksek
- Duman oluşumu: Önemli
- Elde edilen tipik nodülerlik: %80-90
Avantajlar
- Düşük sermaye yatırımı — arıtma kepçesi dışında özel ekipmana gerek yok.
- Küçük ve orta ölçekli partiler için uygundur (100–1000 kg).
- Esnek — çok çeşitli demir kimyalarını işleyebilir
Sınırlamalar
- Tutarsız geri kazanım — partiden partiye ±%10'luk varyasyon yaygındır.
- Yüksek duman ve alevlenme — güvenlik ve çevresel endişeler
- Tedavi sırasında önemli sıcaklık kaybı (30–50°C)
- Düşük kükürtlü demirler için uygun değil (daha yüksek ilave gerektirir)
- Otomatik veya yüksek hacimli üretim için uygun değildir.
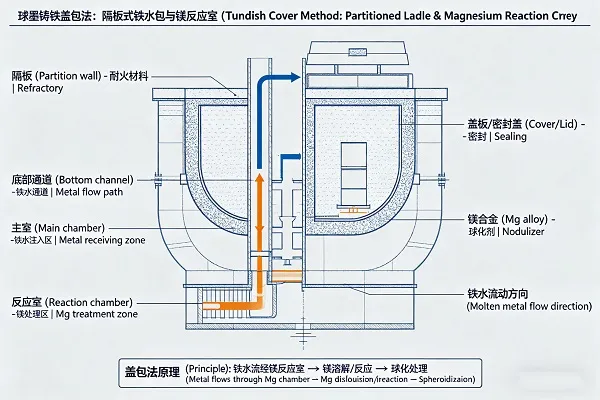
Yöntem 2: Tundish Örtüsü Yöntemi
Dağıtım hunisi yöntemi, bölmeli bir kepçe kullanarak bir reaksiyon odası oluşturan ve daha iyi kontrol ve daha yüksek verim sağlayan, sandviç tekniğinin geliştirilmiş bir versiyonudur.
Süreç Açıklaması
Bir pota kepçesinin ortasında, kepçeyi iki bölmeye ayıran bir duvar bulunur. MgFeSi daha küçük bölmeye yerleştirilir ve erimiş demir daha büyük bölmeye dökülür; bu duvar üzerinden MgFeSi bölmesine doğru akar. Bu, sandviç yöntemine göre daha az türbülanslı, kontrollü bir reaksiyon oluşturur.
Tipik Parametreler
- Mg geri kazanımı: %40-60 (sandviçten daha tutarlı)
- MgFeSi ilavesi: Erime ağırlığının %0,8-1,2'si
- Ekipman maliyeti: Orta boy (özel dağıtım kepçesi gereklidir)
- Operatör becerisi: Ilıman
- Duman oluşumu: Ilıman
- Elde edilen tipik nodülerlik: %85–95
Avantajlar
- Sandviç yöntemine göre daha yüksek ve daha tutarlı Mg geri kazanımı.
- Duman ve alev miktarında azalma
- Daha düşük sıcaklık kaybı (15–30°C)
- Düşük kükürtlü demirler için daha iyi
- Orta ölçekli dökümhanelerde (500–2000 kg'lık partiler halinde) yaygın olarak kullanılır.
Sınırlamalar
- Dağıtım potası kepçeleri için daha yüksek sermaye maliyeti
- Özel kepçe tasarımı ve bakımı gerektirir.
- Çok küçük miktarlar (< 200 kg) için ideal değildir.
- Özlü tele kıyasla hala önemli ölçüde parti bazında farklılık göstermektedir.
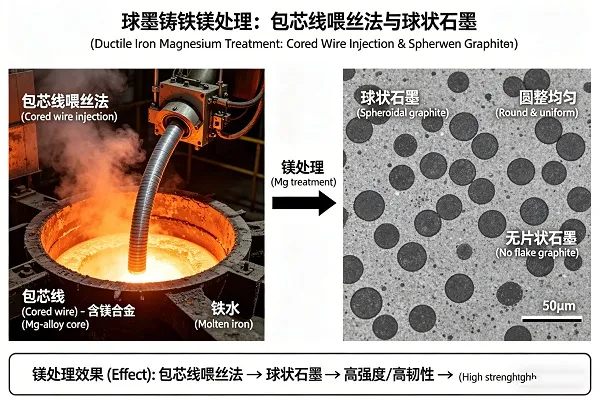
Yöntem 3: Özlü Tel Enjeksiyonu (Modern Yöntem)
Özlü tel enjeksiyonu, yüksek hacimli sfero döküm üretiminde hassasiyet, tutarlılık ve otomasyon sunan, teknolojik olarak en gelişmiş yöntemdir.
Süreç Açıklaması
MgFeSi tozu, çelik bir kılıf (çekirdek tel) içine yerleştirilir ve bir boru vasıtasıyla sürekli olarak erimiş demire beslenir. Tel yüzeyin altında erir ve magnezyumu minimum duman ve maksimum verimlilikle doğrudan banyoya salar.
Tipik Parametreler
- Mg geri kazanımı: %50–75 (en tutarlı)
- MgFeSi tel ilavesi: Erime ağırlığının %0,5-0,9'una eşdeğer
- Ekipman maliyeti: Yüksek (tel besleyici + mızrak)
- Operatör becerisi: Düşük (otomatik)
- Duman oluşumu: Minimal
- Elde edilen tipik nodülerlik: %90–98
Avantajlar
- En yüksek ve en istikrarlı iyileşme — varyasyon < ±%3
- Hassas Mg kontrolü — Hedeflenen kalıntı Mg değeri %0,005 içinde olmalıdır.
- Minimum duman ve alevlenme — daha güvenli, daha temiz bir operasyon
- En düşük sıcaklık kaybı (5–15°C)
- Tamamen otomatikleştirilebilir — proses kontrol sistemleriyle entegre olur
- Herhangi bir parti büyüklüğüyle çalışır. — 100 kg'dan 50 tona kadar
- Düşük kükürtlü ütüler için en iyisi
Sınırlamalar
- Tel besleme ve püskürtme sistemi için daha yüksek sermaye yatırımı
- Tutarlı tel kalitesi ve besleme sistemi kalibrasyonu gerektirir.
- Kablo için devam eden sarf malzemesi maliyeti (daha düşük ek ücretlerle dengelenir)
- Optimum püskürtme derinliği ve ilerleme hızı için operatör eğitimi gerekebilir.

Karşılaştırmalı Özet Tablosu
| Parametre | Sandviç Yöntemi | Tundiş Yöntemi | Özlü Tel Enjeksiyonu |
|---|---|---|---|
| Mg Geri Kazanımı (%) | %25-45 | %40-60 | %50–75 |
| İyileşme Tutarlılığı | Zayıf (±10%) | Orta (±5%) | Mükemmel (±3%) |
| MgFeSi İlave Oranı | 1,0–1,5% | 0,8–1,2% | 0,5–0,9% |
| Sıcaklık Kaybı (°C) | 30–50°C | 15–30°C | 5–15°C |
| Duman Üretimi | Yüksek | Ilıman | Minimal |
| Sermaye Maliyeti | Düşük | Orta | Yüksek |
| Parti Büyüklüğü Uygunluğu | 100–1000 kg | 500–2000 kg | Herhangi bir (100–50.000 kg) |
| Tipik Nodülerlik | %80-90 | %85–95 | %90–98 |
| Otomasyon Potansiyeli | Hiçbiri | Sınırlı | Tam dolu |
Solmayı Anlamak: Zamana Karşı Yarış
Magnezyum kaybı (kükürt, oksijen ve cüruf ile reaksiyon sonucu kalan magnezyumun kademeli olarak azalması) işlemden hemen sonra başlar. Kayıp, öngörülebilir bir üstel azalmayı takip eder:
- İlk 5 dakika: %10-15 Mg kaybı
- 5-10 dakika: ek %5-10 kayıp
- 10-15 dakika: ek %3-5 kayıp
Kritik sonuç: Nodülerliği %90'ın üzerinde tutmak için döküm işlemi şu süre içinde tamamlanmalıdır: 10-12 dakika Tedavinin 15 dakikasından sonra, başlangıçtaki Mg seviyesinden bağımsız olarak nodülerlik %80'in altına düşebilir.
Solma azaltma stratejileri:
- Magnezyumun MgS oluşumuna bağlı kaybını en aza indirmek için düşük kükürtlü baz demir (<%0,02 S) kullanın.
- Cüruf örtüsünü kalın ve bazik tutun (CaO/SiO₂ > 2,0).
- Magnezyum işleminden sonra, çekirdeklenme bölgelerini geri kazandırmak için %0,1-0,3 oranında sonradan aşılama (FeSiCa veya FeSiBa) ekleyin (magnezyum grafit çekirdeklerini yok eder).
- İşlem ve döküm arasındaki bekleme süresini en aza indirin.
- Özlü tel enjeksiyonu, daha sonra Mg ilavesine olanak tanıyarak toplam bekleme süresini azaltır.
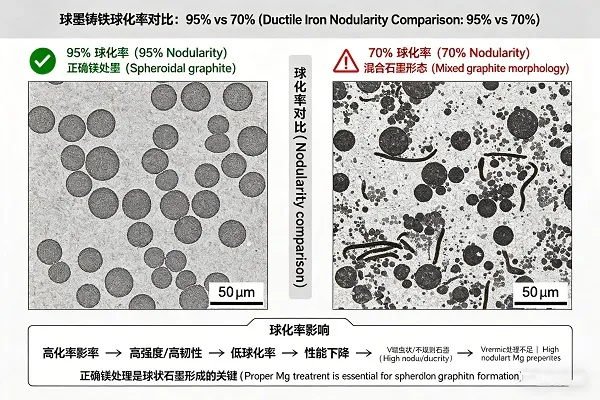
Kalıntı Magnezyum Hedefleri ve Nodülerlik
Kalıntı Mg ile nodülerlik arasındaki ilişki, kesit kalınlığına, baz kükürte ve nadir toprak elementleri içeriğine bağlıdır. Genel kurallar:
| Kalan Mg (%) | Beklenen Nodülerlik | Uygulama Uygunluğu |
|---|---|---|
| 0,020–0,025% | %50–70 (karışık/vermiküler) | Sıkıştırılmış grafitli demir (CGI), sünek değildir. |
| 0,030–0,035% | %80-90 | Sünek demir için minimum, kalın kesitler için yeterli. |
| 0,035–0,045% | %90-95 | Standart sünek dökme demir serisi — çoğu uygulama için hedef ürün. |
| 0,045–0,055% | %95–98 | Üstün kaliteli sfero döküm, ince kesitler, yüksek nodülerlik gereksinimleri |
| >0.060% | %95–98 + karbürler | Aşırı işlem görme — üşüme riski, sünekliğin azalması, cüruf miktarının artması |
Optimum aralık: %0,035–0,045 oranındaki kalıntı Mg, nodülerliği (%90'ın üzerinde) karbür riski ve maliyetiyle dengeler.
Başarılı Tedavi İçin Temel Demir Gereksinimleri
Tedavi yönteminden bağımsız olarak, başarıyı belirleyen temel demir kalitesidir:
- Sülfür: Mg işlemi öncesinde %0,02'den düşük olmalıdır. Yüksek kükürt, Mg'yi MgS olarak tüketir ve nodülerliği azaltır. Baz kükürt %0,025'i aşarsa kükürt giderme (CaC₂, CaO veya soda külü) kullanılmalıdır.
- Karbon eşdeğeri: %4,2–4,4 optimum değerdir. Daha düşük CE, karbür eğilimini artırır; daha yüksek CE ise grafit flotasyonuna neden olur.
- Fosfor: <0.05% — yüksek P değeri kırılganlığa neden olur.
- Titanyum ve krom: Minimize edin — bunlar magnezyumu etkisiz hale getiren karbür promotörleridir.
Sünek Dökme Demirde Sık Görülen Arızaların Giderilmesi
Düşük Nodülerlik (<80%)
- Olası nedenler: Düşük kalıntı Mg, yüksek baz kükürt (>0.02%), aşırı solma, yetersiz nadir toprak elementleri
- Çözümler: MgFeSi ilavesini artırın, baz demiri önceden kükürt giderme işlemine tabi tutun, bekleme süresini azaltın, nadir toprak elementleri içeren MgFeSi ekleyin.
Karbür (Soğuk) Oluşumu
- Olası nedenler: Aşırı işlem (Mg >0,055%), düşük aşılama, düşük karbon eşdeğeri, ince kesitlerde hızlı soğutma
- Çözümler: Mg ilavesini azaltın, aşılama sonrası (FeSiCa) miktarını artırın, CE'yi yukarı doğru ayarlayın (%4,3-4,4), ince kesitler için FeSiSr aşılayıcı kullanın.
Büzülme Gözenekliliği
- Olası nedenler: Düşük nodül sayısı, yetersiz besleme ve aşırı Mg nedeniyle grafitin yetersiz genişlemesi.
- Çözümler: Aşılama sonrası (özellikle FeSiBa) miktarını artırın, yükselmeyi optimize edin, artık Mg'yi %0,035-0,040'a düşürün.
Örnek Durum: Sandviç Telden Özlü Tele Geçiş
Yılda 15.000 ton sfero döküm parçası (otomotiv braketleri ve diferansiyel gövdeleri) üreten orta ölçekli bir Dökümhane, tutarsız nodülerlik (%78-92) ve düşük nodülerlik ve karbürler nedeniyle %8 oranında hurda sorunuyla karşı karşıyaydı. %1,2 MgFeSi ilavesiyle sandviç yöntemi kullanıldığında, artık Mg oranı %0,028 ile %0,052 arasında değişiyordu.
Dönüştürdükten sonra özlü tel enjeksiyonu %0,7 eşdeğer ilaveyle MgFeSi (%6 Mg) teli kullanıldığında sonuçlar çarpıcıydı:
- Kalan Mg miktarı %0,038–0,042 aralığında sabitlendi (varyasyon <±0,003%)
- Nodülerlik sürekli olarak >%92 (ortalama %95)
- Reddedilme oranı %8'den %1,5'e düştü.
- MgFeSi tüketimi %35 oranında azaldı (%1,2'den %0,78 eşdeğerine).
- Yıllık tasarruf: Alaşım maliyetinde 210.000 $ + hurda maliyetinde 180.000 $ azalma
- Kablo besleme sisteminin geri ödeme süresi: 4 ay
Başvuruya Göre Öneriler
| Üretim Ölçeği | Önerilen Yöntem | Temel Gerekçe |
|---|---|---|
| Küçük Dökümhane (<1000 ton/yıl) | Sandviç veya Tunç | Düşük sermaye yatırımı, mütevazı kalite gereksinimleri için yeterli. |
| Orta ölçekli Dökümhane (1000–5000 ton/yıl) | Tünel veya Özlü Tel | Tundish yöntemi, sandviç yöntemine göre önemli bir gelişme sunar; özlü tel ise tutarlılık ve daha düşük Alaşım tüketimi sağlar. |
| Büyük Dökümhane (>5000 ton/yıl) | Özlü Tel | Üstün kıvam, en düşük Alaşım maliyeti, otomasyon, minimum duman, en yüksek nodülerlik |
| İnce kesitli dökümler (<6 mm) | Özlü Tel + FeSiSr aşılama | Hassas Mg kontrolü karbür oluşumunu önler; Sr aşılayıcı soğuğa karşı direnci artırır. |
| Kalın kesitli dökümler (>100 mm) | Özlü Tel + RE-taşıyıcı MgFeSi | Uzun süreli katılaşma için daha yüksek Mg tutma kapasitesi gereklidir; RE solmayı yavaşlatır. |
Sünek dökme demirde tutarlı nodülerlik elde etmek sistematik bir yaklaşım gerektirir: ölçek ve kalite gereksinimlerinize uygun doğru magnezyum işleme yöntemini seçin, sıkı baz demir kontrolü (özellikle kükürt) sağlayın, sağlam bir son aşılama uygulayın ve artık Mg ve solma süresini izleyin. Çoğu orta ve büyük ölçekli dökümhane için, özlü tel enjeksiyonu Bright Alloys, geri kazanım, tutarlılık, nodülerlik ve toplam maliyet açısından en iyi kombinasyonu sunar; ancak tel besleme ekipmanına yatırım yapamayanlar için pota yöntemi hala geçerli bir yükseltme seçeneğidir. MgFeSi alaşımları (%3-10 Mg, nadir toprak elementleriyle birlikte), özlü teller ve ferrosilikon aşılayıcılar Sünek demir işleme uygulamalarınızı optimize etmek için metalurjik destekle desteklenen, işlem sonrası bakım için.