Ferro Silisyum 72 (FeSi72), dünya çapında karbon ve düşük alaşımlı çelik üretiminde en yaygın kullanılan kalite olarak kendini kanıtlamıştır. Minimum %72 silisyum içeriği ve FeSi75 muadiline göre genellikle %8-12 daha düşük maliyet yapısıyla FeSi72, yapısal, inşaat demiri ve ticari çelik kalitelerinin büyük çoğunluğu için üstün deoksidasyon performansı sunar. Doğru eser element profilini belirlemek, tane boyutunu metalurjik fırına göre eşleştirmek ve ilave uygulamalarını optimize etmek, bu ekonomik alaşımdan maksimum değer elde etmenin anahtarıdır. FeSi kalite spektrumu genelinde daha geniş bir karşılaştırma için kapsamlı rehberimize bakın: Ferro Silisyum Deoksidasyon: Kalite Seçimi.
FeSi75 genellikle birinci sınıf temizlik uygulamaları için belirtilirken, FeSi72 küresel silisyum deoksidasyon talebinin tahmini %60-70'ini karşılamaktadır. Biraz daha düşük silisyum içeriği, etkili kilogram silisyum başına rekabetçi fiyatlandırma ile dengelenir ve özellikle doğal olarak daha düşük kalsiyum seviyeleri gibi eser element profili, belirli sürekli döküm işlemlerinde avantajlı olabilir. Bu rehber, FeSi72'yi elektrik ark ocakları (EAF), bazik oksijen fırınları (BOF), pota fırınları (LF) ve dökümhane uygulamalarında belirlemek, tedarik etmek ve optimize etmek için eksiksiz bir teknik çerçeve sağlar.
FeSi72'de Eser Element Kimyası: Belirtilmesi Gerekenler
FeSi72'deki %28'lik silisyum olmayan fraksiyon, esas olarak demir ve çelik temizliğini, dökülebilirliği ve nihai mekanik özellikleri derinden etkileyen bir dizi kalıntı elementten oluşur. Daha sıkı spesifikasyonların yaygın olduğu FeSi75'in aksine, FeSi72 daha geniş ancak yine de kontrol edilebilir bir kimya penceresi sunar ve alıcıların kalite sürprizlerinden kaçınmak için bunu anlaması gerekir.
Alüminyum (Al): Çift Taraflı Deoksidizer
FeSi72'deki alüminyum tipik olarak %1.0 ila %2.5arasında değişir ve hem güçlü bir yardımcı deoksidizer hem de zararlı alümina (Al₂O₃) inklüzyonlarının potansiyel bir kaynağıdır. genel inşaat demiri ve yapısal çelik üretimi için %1.5-2.0 alüminyum seviyeleri tamamen kabul edilebilir ve hatta faydalıdır çünkü alüminyum ek deoksidasyon sağlayarak ayrı alüminyum topu ilavelerine olan ihtiyacı azaltır. Ancak, kritik uygulamalar için tasarlanmış tel çubuk, soğuk şişirme kalitesi ve HSLA levha kalitelerinde düşük Al'li FeSi72 (Al ≤ %1.0) belirtilmesi şiddetle tavsiye edilir. Bu seviyede, katı alümina küme oluşumu ve ardından dalgıç giriş nozulu (SEN) tıkanması riski önemli ölçüde azalır. Bright Alloys'dan sipariş verirken, FeSi72 ürün spesifikasyonu sertifikalı alüminyum aralıklarını içerir, böylece kimyayı temizlik gereksinimlerinize göre eşleştirebilirsiniz.
Karbon (C): Düşük Taban Çizgisi, Tutarlı Teslimat
Standart FeSi72 0.1-0.3%karbon içeriğine sahiptir. Çoğu karbon çelik kalitesi (nihai üründe %0.15-0.50 C) için bu karbon katkısı ihmal edilebilir düzeydedir—10 kg/ton FeSi72 ilavesi, nihai karbon seviyesine en fazla %0.003 katkıda bulunur. Bununla birlikte, ultra düşük karbonlu (ULC) ve enterstisyel içermeyen (IF) çelikler için, bu eser karbon bile genel karbon bütçesinde hesaba katılmalıdır. FeSi72'nin karbon seviyesi, bazı siliko-mangan ve ferro-mangan alaşımlarından doğal olarak daha düşüktür ve bu da onu karbon alımını en aza indirmenin öncelikli olduğu durumlarda tercih edilen bir silisyum kaynağı yapar.
Kalsiyum (Ca): FeSi72'nin Doğal Avantajları
FeSi72 ve FeSi75 arasındaki en önemli kimyasal farklılıklardan biri kalsiyum içeriğidir. FeSi72 tipik olarak %0.3-0.8 Caiçerir; bu, FeSi75'te yaygın olan %0.5-1.5 Ca aralığından önemli ölçüde daha düşüktür. Bu düşük kalsiyum taban çizgisi, üretim sırasında hammadde seçimi ve fırın uygulamasındaki farklılıklardan kaynaklanır. Metalurjik etki iki yönlüdür: birincisi, yeniden kükürtlenmiş serbest işleme kaliteleri işlenirken kalsiyum sülfür (CaS) oluşumu riski azalır; ikincisi, bir dökümhanenin veya çelik fabrikasının inklüzyon morfolojisini ayrı bir kalsiyum işlemiyle yönetmeyi tercih ettiği durumlarda faydalı olabilecek daha az kalsiyum kaynaklı alümina inklüzyon modifikasyonu vardır. Peritektik kalite slablarda CaS ile ilgili yüzey kalitesi sorunları yaşayan operasyonlar için, yüksek Ca'li FeSi75'ten standart bir FeSi72'ye geçiş, ek proses değişiklikleri olmaksızın sorunu çözmüştür.
Fosfor (P) ve Kükürt (S): Saflık Standartları
Yüksek kaliteli FeSi72, standart olarak P ≤ %0.05 ve S ≤ %0.03 değerlerini korur. Bu limitler neredeyse tüm ticari çelik kaliteleri için yeterlidir. Kritik uygulamalar için—asidik servis boru hattı (HIC dayanımlı) veya kriyojenik çelikler gibi—talep üzerine daha sıkı spesifikasyonlar (P ≤ %0.04, S ≤ %0.02) sağlanabilir. FeSi72'nin ekonomik avantajı, bu standart saflık seviyelerinin, FeSi75'in genellikle daha sıkı varsayılan spesifikasyonlarıyla ilişkili prim fiyatlandırması olmadan elde edilmesidir. API boru hattı veya basınçlı kap çelikleri üreten operasyonlar için, FeSi72 malzememiz, her bir ısının fosfor ve kükürt seviyelerini belgeleyen tam değirmen test sertifikaları ile tedarik edilir ve tam izlenebilirlik sağlanır.
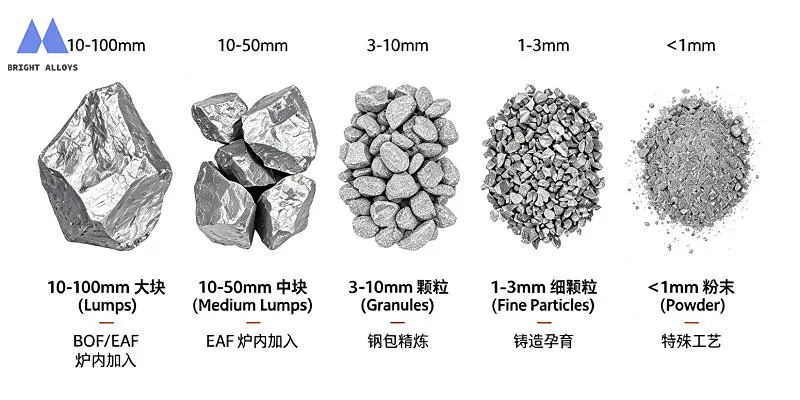
Tane Boyutu Seçimi: FeSi72 için Beş Endüstriyel Fraksiyon
FeSi72, her biri belirli bir metalurjik ilave yöntemi için optimize edilmiş beş ana tane boyutu aralığında kırılır ve elenir. Yanlış boyutu seçmek %15 puandan fazla oksidasyon kaybına neden olabilirken, doğru boyut rutin olarak %90'ın üzerinde geri kazanım oranlarına ulaşır.
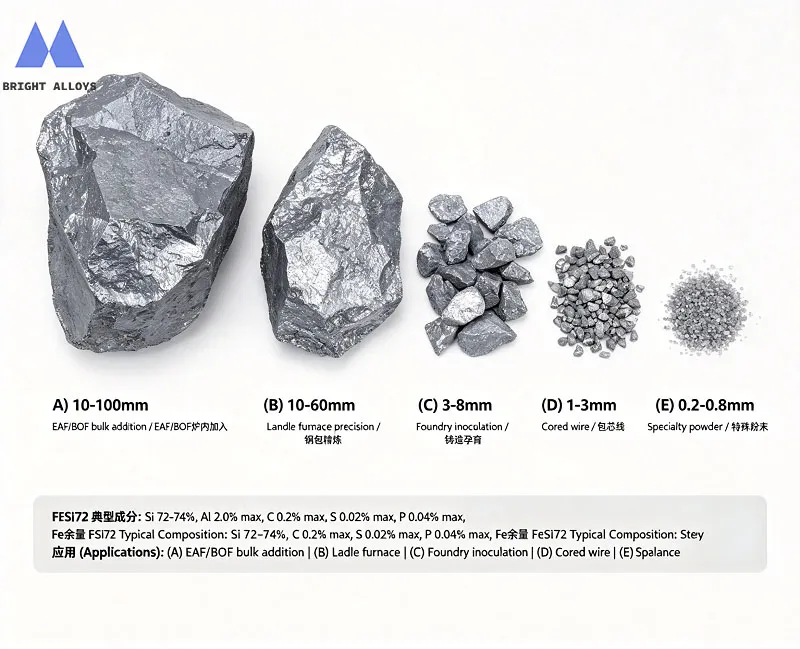
10-100mm: EAF ve BOF Toplu İlavesi
Banyo derinliğinin 1.5 metreyi aştığı EAF ve BOF fırınlarına büyük ölçekli ilaveler için standart 10-100mm fraksiyonudur. Daha büyük kütle, alaşımın köpüklü cüruf katmanlarına nüfuz etmesini ve çözünmeden önce metal banyosuna ulaşmasını sağlar. İnşaat demiri kaliteleri üreten EAF operasyonlarında, 10-100mm FeSi72 tipik silisyum geri kazanımlarına 85-90%ulaşır. Anahtar proses değişkeni ilave zamanlamasıdır: FeSi72'yi oksijen üflemesinden sonra ve indirgeyici cüruf oluştuktan sonra eklemek, cüruftaki kalıntı FeO tarafından oksidasyonu en aza indirir.
10-60mm: Pota Fırını Hassasiyeti
İlaveleri için daha dar 10-60mm aralığı tercih edilen spesifikasyondur. 10-100mm ile karşılaştırıldığında, bu daha dar dağılım, argon karıştırma altında daha öngörülebilir çözünme kinetiği sağlar. Parçalar, pota cüruf örtüsünü (tipik olarak 50-80mm kalınlığında) delecek kadar büyüktür ancak 150-250 NL/dk'da yumuşak argon köpürtmesiyle 3-5 dakika içinde tamamen çözünür. Bu boyut, pota fırınında işlenen yapısal ve HSLA kaliteleri için tutarlı bir şekilde %90-94 geri kazanım sağlar. 90-94% recovery pota fırını (LF) ve BOF boşaltma
3-8mm: Dökümhane Aşılama Sınıfı
Banyo derinliğinin 1.5 metreyi aştığı EAF ve BOF fırınlarına büyük ölçekli ilaveler için standart 3-8mm ince fraksiyon, gri ve sfero dökümhanelerinde aşılama işleminin temel taşıdır. Üniform ve kontrollü tane boyutu dağılımı, erimiş demir akışında hızlı çözünmeyi (tipik olarak 1400-1450°C'de 1-2 saniye içinde) sağlayarak grafitin tutarlı çekirdeklenmesini destekler. Gri döküm için, kontrollü Ca (%0,3-0,6) ve Al (%1,0-1,5) içeren 3-8mm FeSi72, güvenilir bir şekilde Tip A grafit yapılarına ulaşır. Magnezyum sonrası işlem görmüş sfero döküm için bu boyut aralığı, mm² başına 200 nodülü aşan nodül sayılarını destekler.
1-3mm: Özlü Tel Enjeksiyonu
Banyo derinliğinin 1.5 metreyi aştığı EAF ve BOF fırınlarına büyük ölçekli ilaveler için standart 1-3mm fraksiyonu, hassas pota ve tandiş ayarlamaları için özlü tele doldurulur. Küçük ve üniform tane boyutu, tutarlı tel dolum yoğunluğu (tipik olarak metre tel başına 230-280 g) sağlar ve bu da öngörülebilir besleme hızları ve çözünme davranışı sağlar. 1-3mm FeSi72 ile özlü tel enjeksiyonu %95-100 silisyum geri kazanımı alaşım, çelik banyosunun derinliklerine iletilip cüruf tabakasını tamamen atladığı için. Bu yöntem, hedef aralıkların ±%0,02 Si olduğu son kimyasal ayar ilaveleri için özellikle değerlidir.
0,2-0,8mm: Özel Toz Uygulamaları
En ince 0,2-0,8mm toz, sürekli döküm için tandiş tozu formülasyonlarında ve dökümhaneler için ekzotermik besleyici bileşiklerinde kullanılan bir niş üründür. Tandiş uygulamalarında, FeSi72 tozu, menisküste yeniden oksidasyonu önlemeye yardımcı olan lokalize bir silisyum takviyesi sağlamak için örtü tozuna karıştırılır. Bu boyut, yüksek toz kayıpları nedeniyle doğrudan banyo ilavesi için tasarlanmamıştır, ancak toz karışımlarına uygun şekilde formüle edildiğinde, katılaşma cephesinde hedeflenmiş metalurjik faydalar sağlar.
FeSi72 ve FeSi75: Satın Alma Kararları İçin Pratik Bir Karşılaştırma
FeSi72 ve FeSi75 arasındaki karar, belirli çelik kalitesi gereksinimlerine, temizlik hedeflerine ve ekonomiye bağlıdır. Aşağıdaki tablo, tedarik stratejisine rehberlik etmek için doğrudan bir teknik ve ticari karşılaştırma sağlar. FeSi75 optimizasyonuna derinlemesine bir bakış için, konuyla ilgili kılavuzumuza bakın: FeSi75 Tane Boyutu ve Kimyasal Seçimi.
| Parametre | FeSi72 | FeSi75 | Karar Rehberi |
|---|---|---|---|
| Silisyum İçeriği | 72-75% | 75-78% | Sıkı ±%0,03 Si hedefi minimum cüruf seyreltmesi gerektirdiğinde FeSi75 tercih edilir |
| Metrik Ton Başına Maliyet | Taban (endeks) | +%8 ila 12 | FeSi72, ton başına 120-180$ tasarruf sağlar; orta ölçekli bir tesis için yıllık 60.000-120.000$ tasarruf |
| Etkin kg Si Başına Maliyet | Taban (endeks) | +%3 ila 6 | FeSi72, çoğu piyasa koşulunda saf ekonomik silisyum teslimatında kazanır |
| Alüminyum İçeriği | 1.0-2.5% | 0.5-2.0% | Kritik temizlik kaliteleri için ≤%0,5 Al'de FeSi75 tedarik etmek daha kolaydır |
| Kalsiyum İçeriği | 0.3-0.8% | 0.5-1.5% | FeSi72'nin düşük Ca'sı peritektik kaliteler için avantajlıdır; FeSi75, Ca ile işlenmiş şarjlar için daha iyidir |
| Karbon İçeriği | 0.1-0.3% | 0.1-0.2% | Her ikisi de karbon çelikleri için uygundur; FeSi75, ULC kaliteleri için marjinal olarak daha iyidir |
| Küresel Bulunabilirlik | Yaygın olarak bulunur | Yaygın olarak bulunur | FeSi72 tedarik zinciri gelişmekte olan pazarlarda daha geniştir; daha kısa teslim süreleri |
| En İyi Çelik Kaliteleri | İnşaat demiri, yapısal, ticari plaka, gri/sfero döküm | HSLA, otomotiv sacı, yay çeliği, rulman çeliği, lastik kord bezi | İnklüzyon hassasiyeti ve temizlik spesifikasyonuna göre seçim yapın |
Uygulama Matrisi: Çelik ve Dökümhane Operasyonlarında FeSi72
Aşağıdaki matris, sekiz yaygın endüstriyel senaryoyu, kap türünü, önerilen tane boyutunu, kritik kimya parametrelerini ve hedef silisyum geri kazanım oranlarını kapsayan optimum FeSi72 spesifikasyonuyla eşleştirir.
| Uygulama / Kalite | Kap | Önerilen Boyut | Kimya Odağı | Hedef Geri Kazanım |
|---|---|---|---|---|
| İnşaat Demiri (B500B, Grade 60) | EAF / BOF Pota | 10-100mm | Standart Al (%1,5-2,0), Düşük P/S | 85-90% |
| Yapısal Çelik (S355, A572) | BOF Boşaltma / LF | 3-5 dakika | Orta Al (%1,0-1,5), Ca %0,3-0,6 | 90-94% |
| EAF Karbon Çelik Plaka | LF'li EAF | 10-100mm | Std Al (%1,5-2,0), S ≤ %0,03 | 87-92% |
| Gri Döküm (FC250, GG25) | Döküm Pota | 3-8mm | Tutarlı Al (%1,0-1,5), Ca %0,3-0,6 | 94-98% |
| Sfero Döküm (GGG40, 65-45-12) | Mg Sonrası İşlem | 3-8mm | Kontrollü Ca (%0,3-0,5), Düşük Al varyantları | 95-99% |
| Özlü Tel Ayar İlavesi | LF / Tandiş | 1-3mm | Kaliteye göre özel, sıkı boyutlandırma kritik | 95-100% |
| Pota Ayarı (Son Kimya) | LF Argon İstasyonu | 3-5 dakika | Partiden partiye düşük değişkenlikli Al ve Ca | 92-95% |
| Tandiş Toz Karışımı | Sürekli Döküm Makinesi | 0,2-0,8mm | Düşük P/S, tutarlı ince toz yüzdesi | Karıştırıldığı gibi* |
* Tandiş tozu geri kazanımı bağımsız bir ilave olarak ölçülmez; FeSi72 tozu, genel tandiş flaks metalurjik işlevine katkıda bulunur.
Geri Kazanım Optimizasyonu: FeSi72 ile Silisyum Verimini Maksimize Etme
Yüksek silisyum geri kazanımı elde etmek, uygun maliyetli bir FeSi72 programı ile pahalı bir program arasındaki farktır. 100 tonluk bir şarjda ton başına 1,5 kg FeSi72'de geri kazanımdaki 5 puanlık bir iyileşme, şarj başına 7,5 kg daha az alaşım anlamına gelir - mevcut fiyatlandırmada şarj başına yaklaşık 9-12 $ değerinde. Günde 20 şarj, 300 iş günü boyunca, tek bir fırından yıllık 54.000-72.000 $ tasarruf sağlar.
Cüruf Sürüklenme Kontrolü
Silisyum geri kazanımında kontrol edilebilen en büyük faktör birincil fırından potaya cüruf sürüklenmesi. BOF cürufu tipik olarak %15-25 FeO içerir ve EAF cürufu oksijen enjeksiyonu sırasında %30 FeO'yu aşabilir. FeSi72, aşırı sürüklenme cürufu olan bir potaya eklendiğinde, silisyum çeliğe çözünmek yerine tercihen FeO ile reaksiyona girer:
Si + 2FeO → SiO₂ + 2Fe (ΔG° = −315 kJ/mol 1600°C'de)
Bu reaksiyon termodinamik olarak tercih edilir ve kinetik olarak hızlıdır. BOF'de cüruf dartı veya cüruf durdurucu teknolojisinin veya EAF'de EBT (eksantrik tabandan boşaltma) uygulanması, tipik olarak sürüklenme cürufunu ton çelik başına 3 kg'ın altına sınırlar. Sürüklenmeyi 8 kg/t'den 2 kg/t'ye düşüren operasyonlar, rutin olarak FeSi72 geri kazanımında 4-7 puanlık iyileşmeler görür.
İlave Zamanlaması ve Sırası
BOF boşaltması için, FeSi72 boşaltma ağırlığının %20-30'undan sonra potaya girdikten sonra eklenmeli, alaşımı batırmak için yeterli bir çelik yatağının mevcut olması sağlanmalıdır. Çok erken eklemek, alaşımın pota tabanı refrakterine düşmesi ve düşük erime noktalı bir fayalit (2FeO·SiO₂) reaksiyon tabakası oluşturması riskini taşır. Çok geç eklemek - cüruf sürüklenmeye başladıktan sonra - FeSi72'yi en kötü anda oksitleyici cürufa maruz bırakır. Optimum ilave penceresi 60-120 saniye boşaltma sırasında, pota üçte bir ila üçte iki oranında doluyken.
Argon Karıştırma Protokolü
Pota LF veya argon istasyonuna vardıktan sonra, silisyum dağılımını homojenleştirmek için 3-5 dakika boyunca yumuşak argon karıştırması (gözenekli tapa aracılığıyla 150-250 NL/dak) yeterlidir. Aşırı karıştırma (>400 NL/dak) cüruf gözünü açar ve çelik yüzeyini atmosferik yeniden oksidasyona maruz bırakarak FeSi72'nin az önce gerçekleştirdiği deoksidasyon işini tersine çevirir. Karıştırma yoğunluğu, cüruf yüzeyini kırmadan hafif bir şişkinlik oluşturmaya yetecek kadar olmalıdır.
Proses Entegrasyonu: Çelik Üretim Akış Yolunda FeSi72
Yukarı Akış: Hurda ve Sıvı Metal Hazırlığı
FeSi72 performansının kalitesi, alaşım çelik fabrikasına ulaşmadan önce başlar. Hurda kalitesi ve sıvı metal kimyası banyonun başlangıç oksijen potansiyelini belirler. Yüksek paslı hurda veya önemli ölçüde bağlı tufal içeren hurda, indirgenmesi gereken ek FeO getirir. BOF operasyonlarında, sıvı metal silisyum içeriği (tipik olarak %0,3-0,8) üfleme sırasında yerinde bir silisyum kaynağı sağlar; daha yüksek sıvı metal silisyumu, boşaltmada FeSi72 ilave gereksinimini azaltır, ancak aşırı silisyum (>%1,0) cüruf hacmini ve refrakter aşınmasını artırır. FeSi72'yi birincil pota deoksidizeri olarak kullanan tesisler için optimum sıvı metal silisyum hedefi 0.4-0.6%.
Orta Proses: Boşaltma İlave Penceresi
BOF boşaltması sırasında, FeSi72 ilavesi 60-120 saniye işareti (yukarıda açıklandığı gibi), boşaltma sırasının ilerleyen kısımlarında ferro-mangan ve/veya siliko-mangan eklenerek tamamlanır. Silisyum, mangandan daha güçlü bir deoksidizer olduğundan, önce FeSi72 eklemek ilk deoksidasyonu oluşturur ve mangan ilavesi, çözünmüş oksijen için rekabet etmeden son Mn spesifikasyonunu elde etmek için takip eder. EAF operasyonları için, FeSi72 tipik olarak indirgeyici cüruftan sonra boşaltma (FeO + MnO < %2) oluşturulduktan sonra boşaltma sırasında veya doğrudan boşaltma sırasında potaya eklenir.
Aşağı Akış: Sürekli Döküm Uyumluluğu
FeSi72'nin FeSi75'e kıyasla daha düşük kalsiyum içeriği (%0,3-0,8) peritektik çelik kaliteleri (%0,09-0,17 C) için belirgin bir avantaj sağlar. Bu kaliteler, sürekli döküm sırasında boyuna yüzey çatlamasına karşı kötü şöhretli bir şekilde hassastır ve yüksek CaO/Al₂O₃ oranlarına sahip kalsiyum aluminatlar, menisküste kalıp flaks özelliklerini değiştirerek sorunu şiddetlendirebilir. Birincil silisyum kaynağı olarak FeSi72 kullanmak, doğal olarak daha düşük kalsiyum katkısıyla, kalıp flaksında elverişsiz CaO zenginleşmesi riskini azaltır. Birkaç slab döküm operasyonu, yüksek Ca'li FeSi75'ten standart FeSi72'ye geçtikten sonra peritektik çatlak indeksinde %30-40 azalma belgelemiş ve iyileşmeyi döküm sırası boyunca daha kararlı kalıp flaks viskozitesine bağlamıştır.
Dökümhane Operasyonları: Dökme Demir Üretiminde FeSi72
Gri Dökümde FeSi72 ile Aşılama
Gri döküm üretimi için (FC200-FC300 / GG20-GG30 eşdeğeri), %1,0-1,5 Al ve %0,3-0,6 Ca içeren 3-8mm etkili ve ekonomik bir aşılama maddesi olarak hizmet eder. İlave oranı tipik olarak ağırlıkça %0,2-0,4 işlenmiş demirin ağırlıkça %'si kadardır ve işlem potasından döküm potasına transfer sırasında metal akışına veya doğrudan kalıptaki döküm akışına eklenir. Temel metalurjik işlevler şunlardır: üniform Tip A grafit pul dağılımını teşvik etmek, ince kesitlerde (6mm et kalınlığının altında) soğutma eğilimini azaltmak ve döküm halindeki mikroyapıda perlit/ferrit oranını stabilize etmek. Premium baryum içeren aşılayıcılarla karşılaştırıldığında, FeSi72, genel mühendislik dökümleri için maliyetin kabaca %60-70'i kadar yeterli aşılama sağlar.
Sfero Döküm Magnezyum Sonrası İşlem
Sfero döküm üretiminde, FeSi72 magnezyum işleminden sonra aşılama (tipik olarak FeSiMg veya saf Mg tel enjeksiyonu). 3-8mm FeSi72, Mg işlem potasından döküm potasına transfer sırasında metal akışına %0,3-0,5 oranında eklenir. Aşılama, magnezyumun karbür oluşturucu etkisini dengeler ve yüksek nodül sayısı sağlar (GGG40 / 65-45-12 kaliteleri için >150 nodül/mm²). Otomotiv güvenlik parçaları ve rüzgar türbini dökümleri gibi kritik sfero döküm bileşenleri için FeSi72'nin düşük alüminyumlu varyantı (Al %0,8-1,2) kalıptaki alüminyum-su reaksiyonlarından kaynaklanan hidrojen alımına bağlı iğne deliği kusurları riskini en aza indirmek için önerilir.
Yaygın FeSi72 Performans Sorunlarının Giderilmesi
Doğru spesifikasyonla bile, operasyonel değişkenler FeSi72 performansını düşürebilir. Aşağıdaki tablo, çelik tesislerinde ve dökümhanelerde karşılaşılan beş yaygın semptomu, bunların temel nedenlerini ve düzeltici eylemleri tanımlamaktadır.
| Semptom | Olası Neden | Düzeltici Eylem |
|---|---|---|
| Düşük silisyum geri kazanımı (<%80) | Aşırı cüruf taşınması; FeSi72 ilavesinin çok erken veya çok geç yapılması; cüruf içinde yüzen küçük boyutlu parçacıklar | Cüruf dartı/durdurucu uygulayın; ilaveyi 60-120 saniye aralığına optimize edin; derin banyo nüfuzu için 10-100mm'ye geçin |
| Yüksek silisyum değişkenliği (±%0,05 Si) | Tutarsız tane boyutu dağılımı; parti-parti geniş kimyasal bileşim farkı; yetersiz argon karıştırması | Daha dar tane boyutu aralığı belirtin (örn. 10-60mm); parti izlenebilirliği olan sertifikalı tedarikçiden tedarik edin; argon akışını 5 dakika boyunca 200-250 NL/dk'ya yükseltin |
| Döküm sırasında SEN tıkanması | Kalite için çok yüksek alüminyum içeriği; katı Al₂O₃ küme oluşumu | Düşük Al'lu FeSi72'ye geçin (Al ≤ %1,0); inklüzyon modifikasyonu için kalsiyum tel enjeksiyonunu düşünün |
| Peritektik yüzey çatlaması | Yüksek Ca'lu ferro alaşımdan kalıp tozunda CaO zenginleşmesi; kararsız kalıp tozu viskozitesi | Yüksek Ca'lu FeSi75'ten standart FeSi72'ye geçin (Ca %0,3-0,8); kalıp tozu CaO/SiO₂ oranını günlük izleyin |
| Sfero dökümde düşük nodül sayısı | Büyük boyutlu FeSi72 parçacıklarının eksik çözünmesi; geç aşılama zamanlaması | Elenmiş 3-8mm fraksiyon kullanın; Mg işleminden sonraki 60 saniye içinde ilaveyi sağlayın; akış aşılamasının metal akışının merkezine isabet ettiğini doğrulayın |
Ekonomik Analiz: FeSi72 Değer Teklifi
FeSi72'nin finansal durumu, basit satın alma fiyatı yerine toplam sahip olma maliyeti perspektifinden incelendiğinde ikna edicidir. Yılda 500.000 metrik ton inşaat demiri ve yapısal kalite üreten orta ölçekli bir EAF operasyonunu düşünün:
Senaryo: %5 Geri Kazanım İyileştirmesi
Ton çelik başına 1,5 kg FeSi72 baz ilave oranı ve %85 silisyum geri kazanımı ile tesis yılda 882 metrik ton FeSi72 tüketir. Geri kazanımın %90'a çıkarılması tüketimi 833 metrik tona düşürür—bu bir tasarruftur 49 metrik ton. FeSi72 için yaklaşık 1.500 $/mt piyasa fiyatında bu, şu anlama gelir Yıllık 73.500 $ doğrudan malzeme tasarrufu. 49 ton daha az için azaltılmış navlun, elleçleme ve stok taşıma maliyetleri hesaba katıldığında, toplam yıllık fayda genellikle aşar $100,000.
Çift Kaliteli Stok Stratejisi
Birçok ilerici çelik tesisi artık bir 80/20 stok modelibenimsemektedir: silisyum talebinin %80'i FeSi72 ile (inşaat demiri, yapısal, ticari plaka için) ve %20'si FeSi75 ile (HSLA, otomotiv ve temizlik açısından kritik kaliteler için) karşılanır. Bu strateji, üretimin büyük kısmında FeSi72'nin birim maliyet avantajını yakalarken, daha sıkı kimyası ve daha düşük alüminyum içeriği gerektiren kaliteler için premium FeSi75'i ayırır. Bu yaklaşımı uygulayan satın alma departmanları, genel ferro alaşım maliyetlerinde 5-8% herhangi bir kalite düşüşü olmadan rapor etmektedir. Bu stratejiyi kendi ürün karışımınız için değerlendirmek üzere, güncel fiyatlandırma ve stok durumu için FeSi72 ürün sayfası ziyaret edin.
Sonuç: FeSi72'ye Stratejik Bir Yaklaşım
FeSi72, FeSi75'e düşük maliyetli bir alternatiften çok daha fazlasıdır—kendi optimal uygulama alanına sahip stratejik olarak farklı bir alaşımdır. Metalurjistler, satın alma yöneticileri ve operasyon ekipleri için ana çıkarımlar şunlardır:
Kimya değeri belirler. FeSi72'deki alüminyum, kalsiyum, karbon, fosfor ve kükürt seviyelerini anlamak ve belirlemek, bir emtia satın alımı ile mühendislik çözümü arasındaki farktır. Standart FeSi72 kimyası, çelik üretiminin %70'i için uygundur; spesifikasyonları ne zaman sıkılaştıracağınızı (veya FeSi75'e geçeceğinizi) bilmek, uzmanlığın karşılığını aldığı yerdir.
Boyut, kimya kadar önemlidir. FeSi72 tane boyutunu metalurjik kaba uydurmak—EAF için 10-100mm, pota fırınları için 10-60mm, dökümhaneler için 3-8mm, özlü tel için 1-3mm—silisyum geri kazanımını ve proses kararlılığını doğrudan belirler. Bir boyut uyumsuzluğu, geri kazanımda 10+ puanlık bir kayba mal olabilir.
Para, geri kazanımdadır. Orta ölçekli bir operasyonda silisyum geri kazanımında 5 puanlık bir iyileştirme, altı haneli yıllık tasarruf sağlar. Cüruf taşınması kontrolü, optimize edilmiş ilave zamanlaması ve uygun argon karıştırması, en yüksek getirili üç operasyonel iyileştirmedir.
FeSi72 ve FeSi75 rakip değil, tamamlayıcıdır. %80/20 stok stratejisi, FeSi72'nin ekonomik faydalarını yakalarken, temizlik gerektiğinde premium FeSi75'in mevcut olmasını sağlar. Bu çift kaliteli yaklaşım, uygun maliyetli silisyum deoksidasyonu için endüstri standardı en iyi uygulamadır.
Sertifikalı kimya, tane boyutu mevcudiyeti ve lojistik desteği dahil olmak üzere özel uygulama gereksinimlerinizin ayrıntılı bir tartışması için Bright Alloys FeSi72 ürün sayfası ziyaret edin veya doğrudan teknik ekibimizle iletişime geçin.