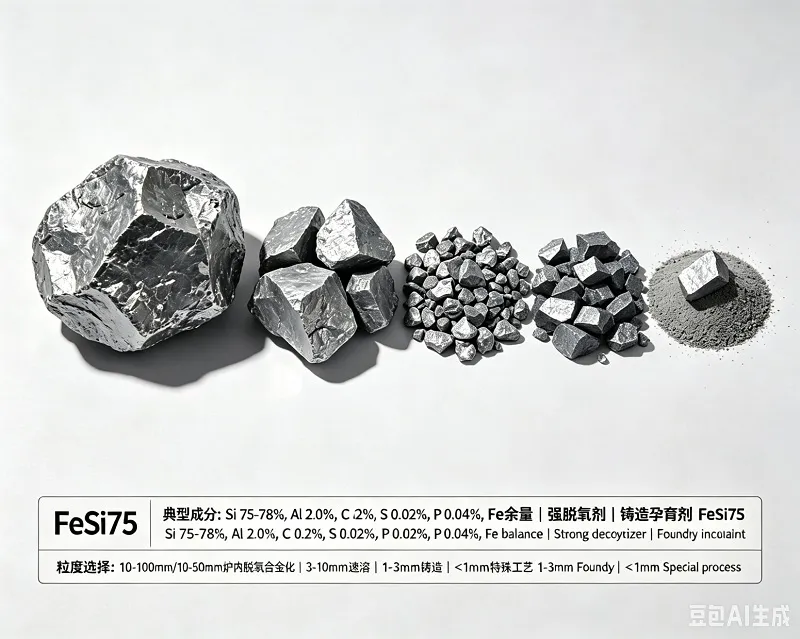
Ferro Silisyum 75 (FeSi75), çelik deoksidasyonu ve alaşımlamasında temel bir alaşımdır, ancak onu basit bir emtia olarak ele almak, kalıntı elementlerinin ve fiziksel boyutlandırmasının önemli etkisini göz ardı eder. Maksimum silisyum geri kazanımı elde etmek, yalnızca doğru ağırlıkta alaşım eklemekle ilgili değildir; aynı zamanda hassas alüminyum, karbon, kalsiyum, fosfor ve kükürt seviyelerini, doğru tane boyutu dağılımıyla birlikte spesifik metalurjik fırına ve çelik kalitesine uygun hale getirmekle ilgilidir. Bir elektrik ark ocağı (EAF) için yanlış seçilmiş bir tane boyutu erken oksidasyona yol açabilirken, bir pota fırınında (LF) yanlış alüminyum içeriği, rulman çeliklerinde zararlı alümina inklüzyonları oluşturabilir. Kesin kimyasal bileşim, tane boyutu seçenekleri ve ambalaj detayları dahil olmak üzere ayrıntılı ürün özellikleri için Bright Alloys FeSi75 ürün sayfasını.
ziyaret edin. FeSi kaliteleri arasındaki farklara ilişkin temel bir anlayış için, aşağıdaki ayrıntılı kılavuzumuza bakın: Ferro Silisyum Deoksidasyonu: Kalite Seçimi. Bu makale, özellikle FeSi75 spektrumuna odaklanarak, kimyasal toleranslarının ve tane boyutlandırmasının (10-50mm, 10-100mm ve 3-8mm) farklı çelik üretim ekipmanları ve dökümhane aşılama prosesleriyle nasıl etkileşime girdiğini inceleyerek bunun üzerine inşa edilmiştir.
FeSi75'te Safsızlık Elementlerinin Kritik Rolü
%75 silisyum birincil özellik olsa da, kalan %25'lik kısım demir ve kritik eser elementler tarafından domine edilir. Bu "safsızlıkların" her biri, çelik üreticilerinin kullanabileceği veya hafifletmesi gereken farklı bir metalurjik rol oynar.
Alüminyum (Al) İçeriği: Deoksidasyon Gücü ve İnklüzyon Kontrolü
Alüminyum, silisyumdan çok daha güçlü bir deoksidizerdir. FeSi75'te alüminyum içeriği tipik olarak %0,5 ile %2,0 arasında değişir. Daha yüksek Al içeriği, ilk deoksidasyon verimliliğini artırabilir ve yapısal çelik üretiminde ayrı alüminyum atışı ihtiyacını azaltabilir. Bununla birlikte, tel halat veya yay çeliği gibi yüksek temizlik gerektiren çelikler için katı Al₂O₃ kümelerinin oluşumu kabul edilemez. Bu kaliteler için, nozul tıkanmasını önlemek ve katı inklüzyon derecelendirme gereksinimlerini karşılamak amacıyla düşük alüminyumlu FeSi75 (Al ≤ %0,5) zorunludur.
Karbon (C) İçeriği: Alaşımlamada Dengeleme Hareketi
Standart FeSi75'teki karbon seviyesi genellikle düşüktür (tipik olarak %0,1-0,2), bu da onu istenmeyen karbürizasyon riski olmadan düşük karbonlu çelik kaliteleri için uygun hale getirir. Bununla birlikte, dökümhane uygulamalarında, biraz daha yüksek ve kontrollü bir karbon içeriği faydalı olabilir. FeSi75 bir aşılama maddesi olarak kullanıldığında, dökme demirin karbon eşdeğerinde değişkenlik yaratmaktan kaçınmak için karbon seviyesi tutarlı olmalıdır; aksi takdirde soğuma derinliğini ve grafit morfolojisini etkileyebilir.
Kalsiyum (Ca), Fosfor (P) ve Kükürt (S)
Kalsiyum (tipik olarak %0,5-1,5) genellikle pota metalurjisinde faydalıdır çünkü alümina inklüzyonlarını sıvı kalsiyum alüminatlara dönüştürerek dökülebilirliği artırır. Bununla birlikte, aşırı Ca'nın kükürt ile birleşmesi, belirli kalitelerin korozyon direncine zararlı olan CaS çökeltileri oluşturabilir. Fosfor ve Kükürt genellikle istenmez ve sıkı bir şekilde kontrol edilir. Yüksek kaliteli FeSi75, nihai çelik ürününde gevrekliği veya sıcak kısalığı önlemek için P ≤ %0,04 ve S ≤ %0,02 seviyelerini korur. Bright Alloys gibi tedarikçiler, tutarlılık için bu seviyeleri sertifikalandırır.
Tane Boyutlandırma Stratejisi: Boyutu Metalurjik Fırına Uydurma
Aynı FeSi75 kimyası, tane boyutu yanlışsa önemli ölçüde farklı performans gösterebilir. Boyut, çözünme hızını, yüzdürme kayıplarını ve homojenliği etkiler. En yaygın üç endüstriyel tane boyutu 10-50mm, 10-100mm ve 3-8mm'dir.
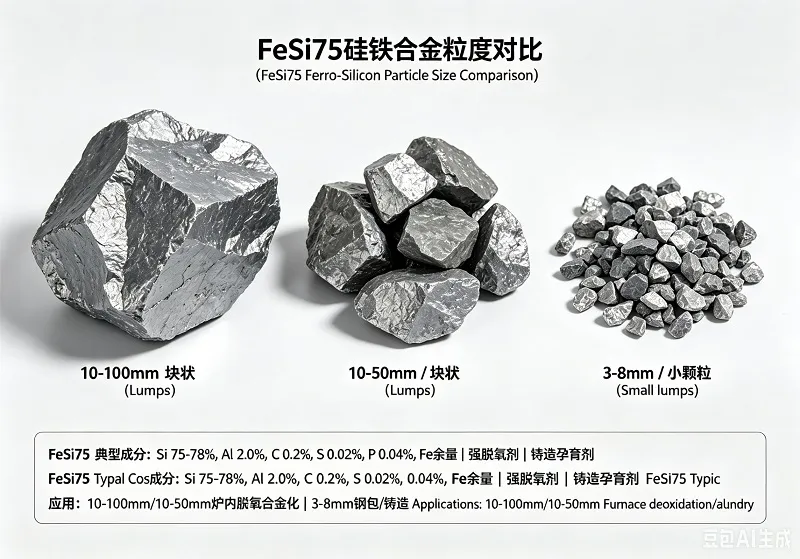
10-50mm: Pota Fırını ve Konvertör Standardı
The 10-50mm boyut aralığı, için ana iş gücüdür. Boşaltma veya argon yıkama sırasında bir potaya eklendiğinde, bu boyut aralığı optimal bir denge sunar. Parçalar, sıvı cüruf tabakasına nüfuz edecek ve erken oksitlenmeden yüzmeyecek kadar büyük, ancak hafif karıştırma ile 3-5 dakika içinde hızla eriyecek kadar küçüktür. Bu, tipik olarak ince tanelerin egzoz gazı sistemi tarafından sürüklenmesiyle ilişkili geri kazanım kayıplarını en aza indirir. FeSi75 gerektiren genel yapısal çelikler (S235, S355) için 10-50mm, %90-95 silisyum geri kazanımı elde etmek için altın standarttır. pota fırınları (LF) ve konvertör (BOF) boşaltmapota fırınları (LF)
10-100mm: Elektrik Ark Ocağı (EAF) ve Büyük Konvertörler
ve büyük ölçekli konvertörler için, ilavenin büyük enerji girdisiyle derin bir banyoya yapıldığı durumlarda, boyutlandırması tercih edilir. Daha büyük kütle, ferro alaşımın çözünmeden önce eriyiğin derinliklerine batmasını sağlayarak fırın atmosferi veya üstteki oksitleyici cüruf tarafından oksitlenmesini önler. Bu, hurda değişkenliğinin dalgalı cüruf FeO seviyelerine yol açtığı EAF operasyonlarında kritiktir. Daha büyük, daha hacimli bir FeSi75 kullanmak, eritme aşamasında agresif, yüksek FeO'lu cüruflara maruz kalan yüzey alanını en aza indirir ve aksi takdirde ince taneler kullanılırsa %85'in altına düşebilen silisyum geri kazanım oranını korur. elektrik ark ocakları elektrik ark ocakları 10-100mm 10-100mm
3-8mm: Hassas Dökümhane Aşılaması ve Tel Besleme
The 3-8mm ince boyutu, yüksek toz kayıpları ve anlık oksidasyon nedeniyle tipik olarak toplu pota ilavesi için kullanılmaz. Bununla birlikte, ve ikincil metalurjide için vazgeçilmezdir. Gri dökme demir veya sfero döküm dökümhanelerinde, 3-8mm'lik FeSi75 birinci sınıf bir aşılama maddesidir. İnce, tutarlı boyutu, erimiş demir akışında hızlı ve homojen bir çözünme sağlayarak sfero dökümde yüksek nodül sayılarını teşvik eder. Çelik tesislerinde hassas pota ayarı için bu boyut, özlü tele doldurulur ve alaşımın, herhangi bir cüruf temasından kaçınarak, yüksek hassasiyetle ve %100'e yakın geri kazanımla çelik banyosunun derinliklerine enjekte edilmesine olanak tanır. dökümhaneler dökümhaneler özlü tel enjeksiyonu özlü tel enjeksiyonu
Uygulama Matrisi: Farklı Çelik Kaliteleri ve Proseslerinde FeSi75
Aşağıdaki matris, uygulama senaryosuna göre doğru kimya ve boyutlandırma kombinasyonunu seçmek için teknik bir referans sağlar.
| Uygulama / Çelik Kalitesi | Fırın | Önerilen Boyut | Ana Kimyasal Odak (FeSi75) | Geri Kazanım Hedefi |
|---|---|---|---|---|
| İnşaat / İnşaat Demiri | EAF / BOF Pota | 10-100mm veya 10-50mm | Standart Al (%1,0-1,5), Düşük P/S | 88-92% |
| Yapı Çeliği (S355, A572) | LF / BOF Doldurma | 10-50mm | Orta Al (%0,5-1,0), Ca %0,5-1,0 | 90-95% |
| HSLA / Otomotiv Sacı | Argon yıkamalı LF | 10-50mm | Düşük Al (≤%0,5), Kontrollü Ca | 92-95% |
| Yay Çeliği (60Si2Mn, 55Cr3) | LF / Vakumlu Gaz Giderme | 10-50mm veya Özlü Tel (3-8mm) | Sıkı Düşük Al (≤%0,5), Düşük P (≤%0,035) | 93-96% |
| Rulman Çeliği (100Cr6, SAE 52100) | LF / RH Gaz Giderme | 10-50mm | Ultra Düşük Al (≤%0,3), Düşük Ti/Ca izleri | 92-94% |
| Dökümhane Aşılaması (Gri/Sfero Döküm) | Döküm akışı / Pota | 3-8mm | Tutarlı C (~%0,1), Spesifik Ca ve Ba seviyeleri | 95-100% |
| Hassas Tel Besleme | LF / Tandiş | 3-8mm (kırılmış ve elenmiş) | Kalite ihtiyacına göre özel kimyasal bileşim | 98-100% |
Geri Kazanımı Optimize Etme: FeSi75 ile Proses Entegrasyonu
Kimyasal bileşim ve tane boyutunun ötesinde, ekleme tekniği işi tamamlar. Tipik bir yapı çeliği haddehanesinde 100 tonluk bir şarj için, genel bir dökme eklemeden hassas boyutlandırılmış 10-50mm FeSi75 argon karıştırmanın geç aşamasında eklenen, geri kazanımı 4-6 puan artırabilir. Bunun nedeni, doğru boyutun alaşımın ne cüruf tabakasına yüzmesini ne de erimeden önce pota tabanına batmasını engellemesidir. Yılda 500.000 ton üreten bir tesis için, silisyum geri kazanımında %5'lik bir iyileşme, on binlerce dolarlık hammadde tasarrufu anlamına gelirken, nihai silisyum kimyasını daha dar bir aralıkta stabilize eder.
Vaka Örneği: Sfero Döküm Dökümhanesi Dönüşümü
Sfero döküm boru üreten bir dökümhane, genel 10-50mm FeSi75 kullanımından, kontrollü alüminyum (%1,2) ve kalsiyum (%0,8) içeren özel bir 3-8mm aşılama kalitesi FeSi75 geçiş yaptı. Daha ince, daha dar tane boyutu dağılımı, magnezyumla işlenmiş demir akışında daha homojen çözünme sağladı. Sonuç, stabil nodül sayılarında %15 artış ve karbür oluşum kusurlarında önemli bir azalma oldu; bu da döküm uygulamalarının 3-8mm malzemenin sağladığı fiziksel hassasiyeti gerektirdiğini göstermektedir.
Çelik üretimi ve dökümhane profesyonelleri için çıkarılacak ders açıktır: FeSi75'ten maksimum değer elde etmek, herkese uyan tek bir yaklaşımın ötesine geçmeyi gerektirir. Alüminyum, karbon ve kalsiyum içeriğini dikkatlice belirleyerek ve tane boyutunu belirli fırın veya pota prosesiyle eşleştirerek, operasyonlar önemli maliyet tasarrufları, daha yüksek verimlilik ve üstün ürün kalitesi elde edebilir. Kapsamlı Ferro Silisyum Deoksidasyonu: Kalite Seçimi rehberimizde detaylandırıldığı gibi, alaşımın stratejik seçimi, tüm çelik üretim zincirinde temettü öder. Sertifikalı kimyasal özellikler ve belirli uygulamanız için mevcut tane boyutları ile eksiksiz FeSi75 ürün serimizi incelemek için Bright Alloys FeSi75 ürün sayfasını.