
Ferrosilikon (FeSi), çelik üretiminde en çok kullanılan oksijen giderici maddedir ve erimiş çelikten çözünmüş oksijeni uzaklaştırma yeteneği bakımından alüminyumdan sonra ikinci sırada yer alır. Bununla birlikte, birçok çelik üreticisi FeSi'yi bir emtia olarak ele alır ve özellikle farklı kaliteler arasındaki önemli farklılıkları göz ardı eder. FeSi75 (%75 Si) karşı FeSi72 (%72 Si) — ve alüminyum ve kalsiyum gibi safsızlıkların kritik rolleri. Bu farklılıklar silikon geri kazanımını, inklüzyon morfolojisini ve nihai çelik temizliğini doğrudan etkiler.
Bu makale, doğru ferro silikon kalitesini seçme, maksimum geri kazanım için ilave uygulamalarını optimize etme ve safsızlık elementlerinin Deoksidasyon performansını nasıl etkilediğini anlama konusunda pratik bir kılavuz sunmaktadır. Özel uygulamalar için, ek kaliteler de mevcuttur, örneğin; FeSi70 Ve FeSi65 Ayrıca, özel alaşımlama gereksinimleri için de mevcuttur.
Neden Ferro Silikon? Oksit Gidermede Silikonun Rolü
Silisyum, oksijene karşı güçlü bir afiniteye sahip, güçlü bir Deoksidasyon maddesidir. Deoksidasyon reaksiyonu şu şekildedir:
[Si] + 2[O] → SiO₂ (katı veya sıvı)
Alüminyum oksit giderme işlemi katı alümina (Al₂O₃) inklüzyonları üretirken, silikon oksit giderme işlemi silikon dioksit (SiO₂) üretir. Manganez ile birleştirildiğinde (SiMn oksit giderme işleminde olduğu gibi), ortaya çıkan manganez silikat inklüzyonları çelik üretim sıcaklıklarında sıvı haldedir ve daha iyi flotasyon ve uzaklaştırma imkanı sunar. Silikon ayrıca nihai çelik üründe katı çözelti güçlendirmesi sağlar.
Ferro silikon, daha ekonomik olması, daha düşük erime noktasına sahip olması (saf Si için ~1414°C'ye karşılık ~1300°C) ve erimiş çelikte daha kolay çözünmesi nedeniyle saf silikon metaline tercih edilir.
FeSi75, FeSi72 ve Diğer Kaliteler: Farklılıkları Anlamak
Çelik oksit giderme işleminde en yaygın kullanılan ferro silikon alaşımları, silikon içeriklerine göre ayırt edilir. Bright Alloys eksiksiz bir ürün yelpazesi sunmaktadır:
| Seviye | Silikon İçeriği | Tipik Uygulamalar | Başlıca Özellikler |
|---|---|---|---|
| FeSi65 | Minimum %65 Si | Düşük silikonlu çelik kaliteleri, Dökümhane aşılama (daha düşük maliyetli seçenek) | Daha az zorlu Si hedeflerine sahip uygulamalar için ekonomiktir. |
| FeSi70 | Minimum %70 Si | Genel çelik oksit giderme, maliyet hassasiyeti gerektiren uygulamalar | Ekonomi ve silikon içeriği arasında dengeli bir seçenek. |
| FeSi72 | %72–75 Si | Çoğu karbon ve yapısal çelik için standart kalite. | Yaygın olarak bulunur, seri üretim için uygun fiyatlıdır. |
| FeSi75 | %75–80 Si | Üstün oksit giderme, temiz çelik kaliteleri, HSLA, yay çeliği | Kilogram başına daha yüksek Si içeriği ve genellikle daha düşük safsızlık oranları, kalite hassasiyeti gerektiren uygulamalar için tercih edilir. |
| FeSi85 | Minimum %85 Si | Yüksek silikonlu özel çelikler, elektrik çelikleri (düşük hacimli) | Maksimum silikon konsantrasyonu, özel uygulamalar |
Belirli Uygulamalar İçin Özel Kaliteler
Standart topak kalitelerinin ötesinde, özel formlar benzersiz proses ihtiyaçlarını karşılar:
- FeSi68 Tozu — Briket presleme, enjeksiyon veya hızlı çözünme için ince Toz; pota enjeksiyon sistemleri ve hızlı silikon salınımı gerektiren uygulamalar için idealdir.
- Elektrik Çeliği için Yüksek Saflıkta FeSi76-79 — Ultra düşük alüminyum, titanyum ve kalsiyum içeriği; manyetik özelliklerin olağanüstü saflık gerektirdiği tanecik yönelimli ve yönelimsiz elektrik çelikleri için vazgeçilmezdir.
FeSi75'i Ne Zaman Seçmelisiniz?
- Daha yüksek silikon verimliliği: Alaşımdaki kilogram başına daha fazla silisyum, nakliye ve taşıma maliyetlerini düşürür.
- Alüminyum içeriğini düşürün: Alümina inklüzyonlarının sorun teşkil ettiği çelikler için tercih edilir (örneğin, rulman çelikleri, lastik kordları).
- Daha iyi tutarlılık: Premium FeSi75 Güvenilir kaynaklardan elde edilenler daha sıkı kimyasal özelliklere sahiptir.
- Toplu oksijen giderme için uygun maliyetli: Daha düşük ilave oranları aynı silikon hedefine ulaşır.
FeSi72'yi Ne Zaman Seçmelisiniz?
- Maliyet hassasiyeti yüksek uygulamalar: Genellikle ton başına fiyatı daha düşüktür (ancak etkin Si başına maliyeti karşılaştırın).
- Daha yüksek alüminyum toleransı: Alümina inklüzyonlarının daha az kritik olduğu genel yapısal çelikler için uygundur.
- Mevcut miktar: Bazı bölgelerde daha fazla tutarlılık var. FeSi72 müsaitlik
- Kalsiyum seviyelerini düşürmek: Bazı özel alaşımlar için tercih edilebilir.
FeSi65 veya FeSi70'i Ne Zaman Seçmelisiniz?
- Bütçeye uygun oksijen giderme: Daha az katı silikon özelliklerine sahip karbon çelikleri için
- Dökümhanede aşılama (düşük Si kaliteleri): FeSi65 Gri dökme demir aşılama için uygun maliyetli bir silikon kaynağı sunar.
- Ara hedefler: FeSi70 ekonomi ve performans arasındaki boşluğu kapatıyor
Silikon Geri Kazanımı: Verimin Hesaplanması ve Maksimize Edilmesi
Silisyum geri kazanımı, deoksidasyondan sonra çelikte kalan ilave silisyumun yüzdesidir. Kayıplar, cürufa oksidasyon, buharlaşma ve pota refrakterleriyle reaksiyon yoluyla meydana gelir. Tipik geri kazanım hedefleri:
- İyi uygulama: %88-95 oranında iyileşme
- Ortalama uygulama: %82-88 oranında iyileşme
- Kötü uygulama: %70-80 oranında iyileşme
Kurtarma hesaplaması örneği: 100 tonluk çelik üretiminde %0,20 silikon ilavesi elde etmek için FeSi75 (%75 Si) %90 geri kazanım oranında:
- Hedeflenen ilave Si miktarı = 100.000 kg × 0,20% = 200 kg Si
- Gerekli FeSi75 = 200 kg ÷ (%75 × %90 geri kazanım) = 200 ÷ 0,675 = 296 kg
- Geri kazanım %80'e düşerse, gerekli FeSi75 miktarı 200 ÷ (0,75 × 0,80) = 333 kg'a yükselir (+%12,5 tüketim).
Silikon Geri Kazanımını Etkileyen Faktörler
| Faktör | İyileşme Üzerindeki Etkisi | Optimizasyon Stratejisi |
|---|---|---|
| Cüruf FeO seviyesi | Yüksek FeO (>%5) silikonu tüketir ve geri kazanımı %10-20 oranında azaltır. | Taşma sonucu oluşan oksitleyici cürufu en aza indirin; FeSi ilavesinden önce FeO'yu %3'ün altına düşürün. |
| Eklenen sıcaklık | Aşırı ısınma (sıvılaşma noktasının 100°C üzerinde) oksidasyonu artırır. | Çoğu çelik kalitesi için 1600–1630°C'de FeSi ekleyin. |
| Toplama yöntemi | Kepçe ilavesiyle %85-92 oranında, akış ilavesiyle ise %90-95 oranında geri kazanım sağlanır. | Mümkün olduğunda (geç) ilave akış yöntemini kullanın; cüruf tabakasının altına derinlemesine nüfuz ettiğinden emin olun. |
| Kepçe ile karıştırma | Yetersiz karıştırma, bölgesel olarak yüksek Si konsantrasyonuna ve cüruf kaybına yol açar. | Homojen bir karışım elde etmek için ekledikten sonra 3-5 dakika karıştırın. |
| Parçacık boyutu ve şekli | Aşırı ince taneler (<5 mm) çözünmeden önce oksitlenir ve bu da verimi %5-10 oranında düşürür; Toz halindeki malzeme özel işlem gerektirir. | İnce tanecik oranı %5'in altında olan FeSi'yi belirtin; Toz uygulamaları için şunu kullanın: FeSi68 tozu briketlerde veya ince parçacıklar için tasarlanmış enjeksiyon sistemlerinde |
Alüminyum ve Kalsiyum Safsızlıklarının Rolü
Ferro Silisyum her zaman eser miktarda alüminyum ve kalsiyum içerir; üretim sürecine (kuvars ve kok kullanılarak karbon-termal indirgeme) bağlı olarak tipik olarak her biri %0,5-2,0 arasındadır. Bu safsızlıklar sadece kirletici değildir; Deoksidasyon ve inklüzyon oluşumunda aktif rol oynarlar. Elektrik çelikleri gibi en yüksek saflık gerektiren uygulamalar için, yüksek saflıkta FeSi76-79 Ultra düşük Al ve Ti içeriğine sahip olanı mevcuttur.
FeSi'deki Alüminyum
- Olumlu etki: Alüminyum, silisyumdan daha güçlü bir oksit gidericidir. FeSi'deki alüminyum, ek oksit giderme gücü sağlar ve genellikle ayrı bir alüminyum ilavesine olan ihtiyacı azaltır.
- Olumsuz etki: Alüminyum, çıkarılması zor olan ve sürekli döküm sırasında nozul tıkanmasına neden olabilen katı alümina (Al₂O₃) kalıntıları üretir.
- Temiz çelikler için: Rulman, lastik kordu ve yay çelikleri için düşük Al içerikli FeSi (<%0,5 Al) belirtin. FeSi75 Genellikle standart FeSi72'ye göre daha düşük Al içeriğine sahiptir.
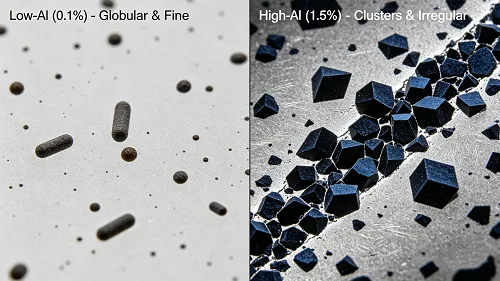
- Elektrik çelikleri için: Alüminyum, özellikle manyetik özellikler açısından son derece zararlıdır; yüksek saflık dereceleri Al içeriği %0,1'den az olanlar esastır.
- Genel amaçlı çelikler için: Standart Al seviyeleri (%0,5–1,5) kabul edilebilir ve genellikle faydalıdır.
FeSi'deki Kalsiyum
- Olumlu etki: Kalsiyum, alümina kalıntılarını daha az zararlı olan ve nozul tıkanmasını azaltan sıvı kalsiyum alüminatlara dönüştürür.
- Optimal aralık: %0,3–1,0 Ca, aşırı maliyet veya yan etkiler olmaksızın faydalı inklüzyon modifikasyonu sağlar.
- Fazla Ca: %1,5'in üzerindeki oranlarda (kükürt mevcutsa) CaS inklüzyonları oluşabilir ve cüruf viskozitesini artırabilir.
- Kalsiyumla işlem görmüş çelikler için: Standart FeSi kalsiyum seviyeleri genellikle yeterlidir; aşırı işlemden kaçının.
Ekleme Zamanlaması ve En İyi Uygulamalar
Kepçeyle Ekleme (Geleneksel)
- Zamanlama: Alüminyum ile kısmi deoksidasyondan sonra (kullanılmışsa) veya SiMn eklendikten sonra döküm sırasında FeSi ekleyin.
- Atama: Daha iyi karışım için dökme suyuna ekleyin; katı cüruf tabakasına damlatmaktan kaçının.
- İyileşme beklentisi: %85-90
- En uygun kullanım alanı: Genel amaçlı karbon çelikleri, büyük partiler, tel besleme ünitesi olmayan dökümhaneler
- Notlar: FeSi72 veya FeSi75 standart topak boyutunda (10–50 mm)
Akış (Geç) Ekleme
- Zamanlama: Sürekli döküm için potadan dağıtım haznesine aktarım sırasında veya külçe dökümü için kalıp doldurma sırasında metal akışına FeSi ekleyin.
- Teçhizat: Hacimsel besleyici veya manuel ekleme
- İyileşme beklentisi: %90-95
- En uygun kullanım alanı: Temiz çelik kaliteleri, hassas oksit giderme kontrolü, yeniden oksitlenmenin en aza indirilmesi
- Notlar: FeSi75 veya FeSi85 yüksek silikon gereksinimleri için
Toz ve Enjeksiyon Uygulamaları
- Başvuru: İnce parçacık boyutu gerektiren pota enjeksiyon sistemleri veya briket presleme için
- Kullanılan kalite: FeSi68 tozu kontrollü parçacık boyutu dağılımı ile (tipik olarak <1 mm veya <150 μm)
- Avantajlar: Hızlı çözünme, hassas ilave kontrolü, otomatik besleme sistemleri için uygundur.
- İyileşme beklentisi: %85–92 (uygun enjeksiyon derinliği ve gaz akışı gerektirir)
Optimize Edilmiş İş Akışı
- Oksijen aktivitesini ölçün: Musluktan çıkan sudaki çözünmüş oksijen miktarını belirlemek için mızrak sensörü kullanın (FeSi birincil oksijensizleştirme kullanılıyorsa hedef değer 200-400 ppm'dir).
- Toplama işlemini hesaplayın: Muayenehanenizde geçmiş verilere dayalı iyileşme formülünü kullanın.
- Notunuzu seçin: Seçmek FeSi72 Genel çelikler için, FeSi75 birinci sınıf kaliteler için veya yüksek saflıkta FeSi76-79 elektrik çeliği uygulamaları için
- FeSi'yi ekleyin: En iyi kurtarma için dokunma sırasında veya akışa girerken
- Karıştırmak: 3-5 dakika argon gazı ile karıştırın (nazikçe, şiddetli olmadan).
- Oksijen seviyesini yeniden ölçün: Oksijen kalıntısını doğrulayın (<30 ppm, oksijensizleştirilmiş çelikler için) ve gerekirse ayarlama yapın.
- Kimya dersi için örnek: Silikon içeriğinin belirtilen özelliklere uygun olduğunu doğrulayın.
Çelik Kalitesine Göre Seçim Kılavuzu
| Çelik Kalitesi | Önerilen FeSi Sınıfı | Çelikte Hedef Si | Özel Hususlar |
|---|---|---|---|
| İnşaat / Demir donatı / Ticari bar | FeSi70 veya FeSi72 | 0,10–0,30% | Kabul edilebilir standart Al/Ca seviyeleri; tipik geri kazanım %85-90. |
| Yapısal / HSLA | FeSi75 (Düşük alüminyumlu tercih edilir) | 0,15–0,40% | Çentik dayanıklılığı gereksinimleri olan HSLA için düşük Al içerikli FeSi tercih edilir. |
| Yay çeliği | FeSi75 düşük Al (<0,5% Al) | 1,5–2,5% | Kritik temizlik — yüksek Si içeriği, sürekli geri kazanım gerektirir. |
| Rulman çeliği | FeSi75 düşük Al (<0,5% Al) | 0,20–0,40% | Alümina inklüzyonları kabul edilemez; düşük Al içerikli FeSi şarttır. |
| Lastik kord çeliği | FeSi75 ultra düşük Al (<0.3% Al) | 0,15–0,30% | Sıkı içerik kontrolü — birinci sınıf düşük Al içerikli FeSi belirtin |
| Elektrik çeliği (GOES / NOES) | Yüksek saflıkta FeSi76-79 | %2,5–3,5 | En uygun manyetik özellikler için ultra düşük Al, Ti, Ca içeriği; standart FeSi kaliteleri bu gereksinimleri karşılayamaz. |
| Dökümhane aşılama (gri dökme demir) | FeSi65 veya standart FeSi72 | Gerektiği kadar (aşılayıcı ilavesi genellikle %0,1-0,4) | Ekonomik silikon kaynağı; genellikle özel aşılayıcılar için baz olarak kullanılır. |
Özel Uygulamalar: Elektrik Çelikleri ve Yüksek Saflık Gereksinimleri
Tanecik yönelimli (GOES) ve yönelimsiz (NOES) elektrik çelikleri için standart ferro silikon kaliteleri kabul edilemez. Alüminyum, titanyum ve kalsiyum safsızlıkları, manyetik özellikleri şu nedenlerle ciddi şekilde bozar:
- Tane sınırlarını sabitleyen ve Goss dokusunun gelişimini engelleyen ince çökelmeler oluşturur.
- Zorlama kuvveti ve histerezis kayıplarının artması
- Manyetik geçirgenliğin ve doygunluk indüksiyonunun azaltılması
Bu zorlu uygulamalar için, yüksek saflıkta FeSi76-79 Özellikle şu özelliklerle tasarlanmıştır:
- Al < 0,05% (maksimum 500 ppm, tipik olarak <300 ppm)
- Ti < 0,02% (maksimum 200 ppm)
- Ca < 0.03% (maksimum 300 ppm)
- C < 0,02% (maksimum 200 ppm)
- Hassas alaşımlama için tutarlı silikon içeriği (%76-79)
Düşük Silikon Geri Kazanımı Sorun Giderme
| Belirti | Olası Sebep | Çözüm |
|---|---|---|
| İyileşme oranı sürekli olarak %80'in altında | Yüksek cüruf FeO (>%5), aşırı ince tanecikler, yetersiz karıştırma, yanlış kalite seçimi | Oksitleyici cüruf taşınımını azaltın, düşük ince taneli FeSi belirtin, karıştırmayı iyileştirin; şunlardan birine geçmeyi düşünün: FeSi70 ile FeSi72 veya FeSi75 daha iyi çözünme için |
| Değişken geri kazanım (yüksek ısı-ısı değişimi) | Ekleme zamanlamasında veya yerleşiminde tutarsızlık, değişken cüruf koşulları | Ekleme protokolünü standartlaştırın, eklemeden önce cüruf FeO'yu izleyin. |
| Doğru toplama hesaplamasına rağmen düşük nihai Si değeri. | Hafife alınan geri kazanım, aşırı oksitlenmiş eriyik, çok yüksek sıcaklık | Hesaplanan ilave miktarını %5-10 artırın, süzme sıcaklığını kontrol edin (<1680°C). |
| Yüksek alümina inklüzyonları | FeSi'deki fazla alüminyum veya ayrı Al ilavesi | Düşük alüminyumlu olana geçin FeSi75 ayrı Al ilavesini azaltmak veya ortadan kaldırmak, kaliteyi yükseltmek. |
| Elektrik çeliklerinde zayıf manyetik özellikler | Standart FeSi'deki safsızlıklar (Al, Ti, Ca) | Yükselt yüksek saflıkta FeSi76-79 elektrik çeliği uygulamaları için |
Örnek Durum: FeSi72'den FeSi75'e Yükseltme
Yılda 400.000 ton HSLA sınıfı çelik üreten bir yapısal çelik fabrikası. FeSi72 %1,8 Al ve %0,8 Ca içeren çelik kullanıldı. Geri kazanım kabul edilebilir düzeyde (%86) olsa da, nihai çelikte zaman zaman alümina kümeleri görüldü ve bu da haddelenmiş ürünlerin yüzey kalitesiyle ilgili müşteri şikayetlerine yol açtı. Daha sonra yeni bir çeliğe geçildi. düşük alüminyum FeSi75 (%0,4 Al, %0,9 Ca) Aynı silikon hedefiyle:
- Alümina inklüzyon derecesi (ASTM E45) 1,5'ten 0,8'e düştü ( %47 azalma).
- Silikon geri kazanımı %91'e yükseldi (yüzde 5 puan artış).
- Daha yüksek kalite maliyetine (kg başına daha fazla Si) rağmen net FeSi tüketimi %8 azaldı.
- Yüzey kusurlarıyla ilgili müşteri şikayetleri %65 oranında azaldı.
- Alaşım tüketiminin azalması ve hurda oranının düşmesinden kaynaklanan yıllık tasarruf: 320.000 dolar
Örnek Durum 2: Elektrikli Çelik Saflığının İyileştirilmesi
Elektrikli araç motoru laminasyonları için yönlendirilmemiş elektrik çeliği (NOES) üreten özel bir çelik fabrikası, standart yöntemler kullanıldığında tutarsız çekirdek kaybı değerleri (1,5 T, 50 Hz'de 3,5–4,5 W/kg) elde etti. FeSi75 %0,12 Al ve %0,03 Ti ile. Geçiş yaptıktan sonra yüksek saflıkta FeSi76-79 (Al < 0.03%, Ti < 0.008%), çekirdek kaybı 3,2–3,5 W/kg'da sabitlendi; bu da %18'lik bir iyileşme sağlayarak değirmenin EV çekiş motorları için üstün verimlilik özelliklerini karşılamasını mümkün kıldı.
Dersin özeti: Üstün kaliteli FeSi75 ve yüksek saflıkta özel alaşımlar, genellikle daha iyi geri kazanım, kalite ve performans sayesinde kendilerini amorti ederler; en ucuz Alaşım her zaman en uygun maliyetli olanı değildir.
Ferrosilisyum, çoğu çelik kalitesi için temel bir oksit giderici olmaya devam etmektedir, ancak değerini en üst düzeye çıkarmak dikkatli kalite seçimi gerektirir. FeSi65 ekonomik Dökümhane kullanımı için FeSi75 birinci sınıf çelik kaliteleri için yüksek saflıkta FeSi76-79 Elektrik çelikleri için. Safsızlıkların (Al, Ca) kontrolü, optimize edilmiş katkı uygulamaları ve uygun kalite seçimi, Alaşım tüketimini azaltmak, çeliğin temizliğini iyileştirmek ve üretim maliyetlerini düşürmek için çok önemlidir. Bright Alloys, eksiksiz bir ürün yelpazesi sunmaktadır. Ferro silikon kaliteleri — FeSi65, FeSi68 tozu, FeSi70, FeSi72, FeSi75, FeSi85, Ve Elektrik çeliği için yüksek saflıkta FeSi76-79 — Deoksidasyon uygulamalarınızı optimize etmek için sertifikalı kimyasal bileşim ve pota veya akış ilavesi için özelleştirilmiş boyutlandırma ile metalurjik destek sağlanmaktadır.