
Çelik üretiminde oksijen hem hayati öneme sahip hem de zararlıdır. Oksijen üfleme, karbon, fosfor ve silisyumu uzaklaştırmak için kullanılan temel oksijen fırını (BOF) ve elektrik ark fırını (EAF) arıtma işlemlerinde temel bir yöntem olsa da, Musluktan su alındıktan sonra kalan çözünmüş oksijen miktarı titizlikle kontrol edilmelidir.Kontrolsüz oksijen, gaz gözenekliliğine, kırılganlığa ve en önemlisi, mekanik özellikleri, yorulma ömrünü ve yüzey kalitesini tehlikeye atan metalik olmayan kalıntıların oluşmasına yol açar.
Modern çelik üretimi, oksijen aktivitesi, Deoksidasyon dengeleri ve inklüzyon mühendisliği konularında derin bir anlayış gerektirir. Bu makale, çözünmüş oksijenin inklüzyon oluşumunu nasıl yönlendirdiğini inceliyor ve çeşitli çelik kalitelerinde optimum Deoksidasyon uygulamaları için pratik stratejiler sunuyor.
Oksijen Zorluğu: BOF'tan Tundish'e
BOF veya EAF prosesinin sonunda, erimiş çelik, esas olarak karbonla denge halinde olan 400-800 ppm çözünmüş oksijen içerir. Referans olarak, çoğu nihai çelik ürünü 30 ppm'nin altında oksijen seviyesi gerektirirken, kritik uygulamalar (rulman çelikleri, yay çelikleri) toplam oksijen seviyesini 10 ppm'den az gerektirir. Oksijen afinitesi yüksek elementlerin eklenmesiyle gerçekleştirilen Deoksidasyon adımı, ortaya çıkan kaçınılmaz inklüzyon popülasyonunu yönetirken bu oksijenin büyük çoğunluğunu uzaklaştırmalıdır.
Temel Deoksidasyon reaksiyonu şu şekilde gösterilebilir: x[M] + y[O] → MₓOy (s veya l)Oksit giderici maddenin seçimi, inklüzyon kimyasını, morfolojisini ve uzaklaştırma davranışını belirler. En yaygın oksit giderme sistemlerini inceleyelim.
Alüminyum Oksit Giderimi: Yüksek Verimlilik, Yüksek Katkı Maddesi Riski
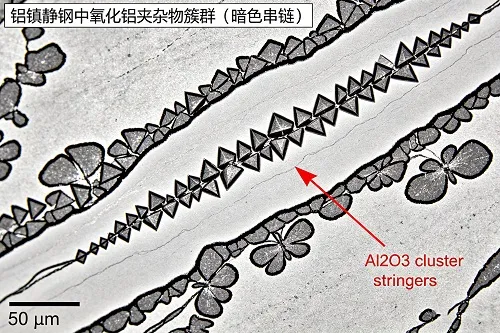
Alüminyum, çözünmüş oksijeni azaltma kapasitesine sahip, en güçlü ve uygun maliyetli oksit giderici maddedir. 2–5 ppm Denge koşulları altında. Tepkime şöyledir: 2Al + 3[O] → Al₂O₃(s)Ancak, ortaya çıkan alümina (Al₂O₃) inklüzyonları katı, serttir ve genellikle tamamen çıkarılması zor olan kümeler oluşturur. Bu inklüzyonlar yorulma ömrüne, işlenebilirliğe ve yüzey kalitesine zarar verir. Sürekli dökümde, batırma giriş nozullarında (SEN) alümina birikimi sürekli bir operasyonel zorluktur.
Alüminyumun oksitlenmesini önlemek için en iyi uygulama yöntemleri: Toplam oksijen seviyesinin çok düşük olması gereken tamamen oksijensizleştirilmiş çelikler için, ton başına 0,5–1,2 kg Al kullanın. Ardından, inklüzyon flotasyonunu teşvik etmek için argon karıştırma işlemi uygulayın ve mümkünse alüminayı sıvı kalsiyum alüminatlara dönüştürmek için kalsiyum işlemi uygulayın.
Silikon-Mangan Oksit Giderme: Sıvı Kalıntıları, Daha Temiz Çelik
Silisyum ve manganezin birleşimi belirgin bir avantaj sunar: Deoksidasyon ürünü bir sıvı manganez silikat (MnO·SiO₂) Çelik üretim sıcaklıklarında. Sıvı inklüzyonlar, katı oksitlere göre daha kolay birleşir ve daha hızlı yüzeye çıkar. Reaksiyon şu şekildedir: [Si] + 2[Mn] + 4[O] → (MnO)₂·SiO₂(l)Silisyum-manganez deoksidasyonu, alüminyum kadar düşük oksijen seviyelerine ulaşmasa da (tipik olarak 20-40 ppm artık O), ortaya çıkan inklüzyon popülasyonu daha küçük, daha küresel ve daha az zararlıdır. Birçok yapısal çelik kalitesi için Si-Mn deoksidasyonu, temizlik ve maliyet arasında en uygun dengeyi sağlar.
Pratik ipucu: Sıvı oksit oluşumunu sağlamak için hedef Mn/Si oranını 3:1 ile 5:1 arasında tutun. Yüksek kaliteli malzemeler kullanın. silikon-manganez Alaşımı (SiMn) Tutarlı kimyasal yapısıyla tekrarlanabilir sonuçlar elde edilir.
Kalsiyum İşlemi: Üstün Performans İçin İçeriklerin Değiştirilmesi
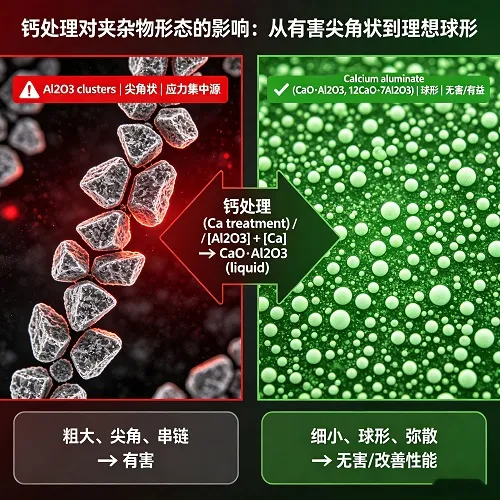
Kalsiyum, yüksek maliyeti ve düşük geri kazanımı nedeniyle birincil oksit giderici olarak nadiren kullanılır, ancak bir dahil etme değiştiricisi olarak eşsizKalsiyum, alüminyumla deoksidasyon işlemine tabi tutulmuş çeliğe (tipik olarak kalsiyum silikon alaşımı özlü tel yoluyla) eklendiğinde, katı alümina kalıntılarıyla reaksiyona girerek düşük erime noktalı kalsiyum alüminatlar (örneğin, 12CaO·7Al₂O₃, erime noktası ~1455°C) oluşturur. Bu küresel kalıntılar, mekanik özelliklere daha az zarar verir ve sürekli döküm sırasında nozul tıkanmasını önemli ölçüde azaltır.
Kalsiyum ilavesi yönergeleri: En uygun modifikasyon için, Ca/Al oranının 0,10–0,15 aralığında olması hedeflenmelidir. Aşırı kalsiyum, tekrar katılaşabilen ve diğer döküm sorunlarına neden olabilen CaS oluşumuna yol açar. Hassasiyet çok önemlidir; modern uygulamalarda kalsiyum silikon alaşımı özlü tel enjeksiyonu gerçek zamanlı geri bildirim ile.
Oksijen Aktivitesinin Ölçülmesi ve İzlenmesi
Modern çelik üretimi şunlara dayanmaktadır: elektrokimyasal oksijen sensörleri (ZrO₂ bazlı) çözünmüş oksijen aktivitesini doğrudan potada ölçmek için kullanılır. Bu ölçümler, deoksidan ilavelerine rehberlik ederek aşırı ve yetersiz arıtmayı azaltır. Proses aşamasına göre temel oksijen hedefleri:
- BOF/EAF'nin Sonu: 400–800 ppm (oksijen gidermeden önce)
- Al veya SiMn ilavesinden sonra: 10–30 ppm (aktif oksijen)
- Kalsiyum tedavisi sonrası: 5–15 ppm + kararlı inklüzyon modifikasyonu
- Tundish (sürekli döküm): Toplam oksijen (Otot) genellikle kaliteye bağlı olarak 15-30 ppm arasındadır.
Optimal Deoksidasyon Uygulamaları İçin Stratejiler
Çeliğin tutarlı bir şekilde temizlenmesi sistematik bir yaklaşım gerektirir. Aşağıdaki çerçeve, çoğu karbonlu ve düşük alaşımlı çelik kalitesi için geçerlidir:
- Cüruf mühendisliği: Deoksidasyon ürünlerini emmek için temel cüruf oranını (CaO/SiO₂ > 2,5) koruyun. Cüruftaki FeO oranını %1'in altına düşürmek, oksijen geri dönüşümünü en aza indirir.
- Güçlü argonla karıştırma: Oksit giderme işleminden sonra en az 5-10 dakika boyunca hafif argon gazı üflemek, inklüzyon flotasyonunu destekler.
- Ardışık toplama: Çok düşük oksijen seviyesi gerektiren kaliteler için, Si-Mn ile ön Deoksidasyon, ardından Al son işlem ve sonrasında Ca modifikasyonu düşünülebilir.
- Kepçe kapağı: Döküm ve boşaltma sırasında pota cürufundan veya hava girişinden kaynaklanan yeniden oksidasyonu önleyin.
Örnek Olay: Rulman Çeliği Kalite Dönüşümü
SAE 52100 rulman çeliği üreten özel bir çelik üreticisi, ultrasonik testlerde tespit edilen alümina tipi kalıntılar nedeniyle yüksek ret oranlarıyla karşı karşıya kaldı. Bir dizi iyileştirme uygulayarak bu sorunu çözdü. iki aşamalı Deoksidasyon protokolü (Si-Mn ön Deoksidasyon → Al son işlem → kalsiyum silikon alaşımı çekirdekli tel işleme) ve pota karıştırma süresinin 12 dakikaya optimize edilmesiyle, üretici toplam oksijeni 18 ppm'den 8 ppm'ye düşürdü. İnklüzyon oranları %60 oranında iyileşti ve rulman yorulma ömrü (L10) iki katından fazla arttı. Bu örnek, oksijen kontrolünün tek bir işlem değil, entegre bir süreç stratejisi olduğunu vurgulamaktadır.
Elektrikli araç güç aktarma sistemlerinden açık deniz rüzgar türbinlerinin temellerine kadar çelik uygulamaları giderek daha yüksek performans gerektirirken, oksijen kontrolünde ustalık rekabet avantajı haline geliyor. Çözünmüş oksijen, inklüzyon oluşumu ve Deoksidasyon kimyası arasındaki ilişkiyi anlayarak, çelik üreticileri sürekli olarak daha temiz, daha güçlü ve daha güvenilir çelik üretebilirler. Bright Alloys, uygulamalarınızı optimize etmenize yardımcı olmak için metalurjik uzmanlıkla desteklenen ferrosilikon, silikon-manganez ve kalsiyum silikon alaşımı özlü tel de dahil olmak üzere eksiksiz bir Deoksidasyon alaşımları portföyü sunmaktadır.