
Sản xuất phôi nhôm là một ngành kinh doanh quy mô lớn, nhạy cảm với lợi nhuận, trong đó mỗi phần trăm hiệu suất đều rất quan trọng. Tuy nhiên, nhiều xưởng nấu chảy bị mất 5-15% kim loại do tạp chất, loại bỏ 2-5% phôi do rỗ hydro hoặc khuyết tật bề mặt, và gặp khó khăn trong việc đảm bảo tính nhất quán về thành phần giữa các mẻ nấu. Những tổn thất này không phải là không thể tránh khỏi — chúng có thể được giải quyết thông qua quy trình nấu chảy bài bản, sử dụng chất trợ dung và khử khí đúng cách, và kiểm soát hợp kim chính xác.
Bài viết này cung cấp các chiến lược thực tiễn đã được chứng minh để tối đa hóa năng suất và chất lượng trong quá trình đúc phôi nhôm, tập trung vào ba yếu tố then chốt: giảm cặn, loại bỏ độ xốp do hydro và đảm bảo tính nhất quán về thành phần hóa học..
Ba trụ cột của chất lượng phôi nhôm
Sản xuất phôi nhôm thành công dựa trên ba trụ cột chất lượng liên kết chặt chẽ với nhau:
- Tạo ra lượng cặn tối thiểu — bảo quản kim loại lẽ ra sẽ trở thành chất thải
- Không có lỗ rỗng — Loại bỏ các lỗ rỗng do hydro gây ra, vốn là nguyên nhân dẫn đến các vấn đề khi nấu chảy lại và tỷ lệ sản phẩm lỗi của khách hàng.
- Hóa học nhất quán — đáp ứng các giới hạn thông số kỹ thuật sau mỗi lần gia nhiệt với sự biến đổi tối thiểu.
Mỗi trụ cột đòi hỏi những thực hành cụ thể, nhưng khi kết hợp lại, chúng tạo thành một hệ thống chất lượng tích hợp.
Trụ cột số 1: Giảm thiểu sự hình thành cặn bẩn
Xỉ nhôm – lớp giàu oxit hình thành trên nhôm nóng chảy – là nguồn gây thất thoát kim loại lớn nhất trong các xưởng nấu chảy nhôm. Tùy thuộc vào Hợp kim, loại lò và quy trình, lượng xỉ nhôm sinh ra dao động từ 1% đến hơn 10% trọng lượng nhôm nóng chảy. Xỉ nhôm bao gồm oxit nhôm (Al₂O₃) và nhôm kim loại bị kẹt lại. Mấu chốt là phải giảm thiểu lượng kim loại thu hồi được từ xỉ nhôm và ngăn chặn sự hình thành của nó ngay từ đầu.
Cơ chế hình thành xỉ
- Quá trình oxy hóa bề mặt: Nhôm nóng chảy phản ứng với không khí trong lò nung tạo thành lớp màng Al₂O₃.
- Sự nhiễu loạn: Việc văng nước và khuấy trộn trong quá trình nạp liệu, khuấy và gõ sẽ giữ lại không khí và làm tăng quá trình oxy hóa.
- Nhiệt độ: Nhiệt độ cao hơn làm tăng tốc quá trình oxy hóa theo cấp số nhân — cứ mỗi 50°C trên mức tối thiểu sẽ làm tăng lượng cặn lên 30–50%.
- Tạp chất: Magie và các nguyên tố phản ứng khác làm tăng xu hướng hình thành xỉ.
Các chiến lược giảm cặn bẩn đã được chứng minh
- Sử dụng chất trợ dung phủ (chất trợ dung muối): Một lớp chất trợ dung muối (hỗn hợp NaCl-KCl có thêm florua) trên bề mặt chất nóng chảy giúp ngăn cách nhôm với không khí, làm giảm quá trình oxy hóa. Sử dụng 3–8 kg cho mỗi tấn chất nóng chảy.
- Giảm thiểu nhiệt độ lò nung: Gia công ở nhiệt độ thấp nhất có thể đối với Hợp kim. Đối với hầu hết các Hợp kim đúc, nên giữ ở nhiệt độ 700–730°C thay vì 750–780°C.
- Tránh khuấy trộn không cần thiết: Mỗi chu kỳ khuấy trộn sẽ phá vỡ lớp oxit bảo vệ và tạo ra bề mặt mới cho quá trình oxy hóa. Chỉ khuấy khi cần thiết để điều chỉnh thành phần hoặc đảm bảo nhiệt độ đồng đều.
- Sử dụng phương pháp bao phủ bằng khí trơ: Đối với các hợp kim có giá trị cao, hãy phủ kín lò nung bằng khí nitơ hoặc argon để thay thế oxy. Điều này có thể giảm lượng xỉ thải từ 40–60%.
- Xử lý xỉ: Sử dụng máy ép xỉ hoặc lò muối quay để thu hồi 60–80% nhôm kim loại từ xỉ sinh ra.

Trụ cột số 2: Kiểm soát độ xốp của hydro
Rỗ khí do hydro là khuyết tật bên trong phổ biến nhất trong các sản phẩm đúc nhôm. Hydro dễ dàng hòa tan trong nhôm nóng chảy (độ hòa tan ~0,65 cm³/100g ở 700°C) nhưng hầu như không hòa tan trong nhôm rắn (độ hòa tan ~0,036 cm³/100g ở 660°C). Khi nhôm đông đặc, lượng hydro dư thừa tạo thành các bọt khí bị mắc kẹt tạo thành các lỗ rỗ. Những lỗ rỗng này làm giảm các tính chất cơ học, gây rò rỉ trong các sản phẩm đúc kín áp suất và gây ra hiện tượng phồng rộp bề mặt trong quá trình xử lý nhiệt.
Các nguồn hydro
- Hơi nước: Nguồn chính — từ không khí ẩm, phế liệu ướt, hơi ẩm trong chất trợ dung hoặc vật liệu chịu lửa ẩm.
- Ô nhiễm hydrocarbon: Dầu, mỡ hoặc cặn hữu cơ trên phế liệu
- Oxit ngậm nước: Nhôm hydroxit trên bề mặt phế liệu sẽ giải phóng hơi nước khi bị nung nóng.
Các phương pháp khử khí hiệu quả
| Phương pháp | Khử hydro điển hình | Tốt nhất cho | Hạn chế |
|---|---|---|---|
| Khử khí (N₂ hoặc Ar) bằng ống phóng than chì. | Giảm 40–60% | Lò nung nhỏ, vận hành theo mẻ | Không nhất quán, phụ thuộc vào người vận hành |
| Khử khí bằng cánh quạt quay | Giảm 70–90% | Lò nung cỡ trung bình đến lớn, đúc liên tục | Chi phí thiết bị cao hơn, kết quả tuyệt vời. |
| Khử khí trực tiếp (bằng phương pháp quay hoặc bằng nút xốp) | Giảm 75–90% | Đúc liên tục khối lượng lớn | Cần vốn đầu tư lớn, đòi hỏi hệ thống rửa tiền. |
Các phương pháp tối ưu để khử khí bằng máy quay ly tâm: Sử dụng khí argon (ưu tiên) hoặc nitơ ở tốc độ 10–20 L/phút trong 10–20 phút tùy thuộc vào kích thước khối kim loại nóng chảy. Duy trì tốc độ cánh khuấy ở mức 300–500 vòng/phút. Sau khi khử khí, chờ 5–10 phút để bọt khí nổi lên và khí hydro thoát ra trước khi đổ khuôn.
Đo lường hydro trực tuyến
Bạn không thể kiểm soát những gì bạn không thể đo lường. Hãy đầu tư vào các thiết bị phân tích hydro trực tuyến (ví dụ: ALSCAN, ALSPEK hoặc thử nghiệm áp suất giảm) để xác minh nồng độ hydro trước khi đúc. Mức mục tiêu:
- Ngành hàng không vũ trụ/ô tô cao cấp: <0,10 mL/100g Al
- Các sản phẩm đúc kỹ thuật chung: <0,15 mL/100g Al
- Thỏi kim loại để nấu chảy lại: <0,20 mL/100g Al
Trụ cột số 3: Thành phần hóa học nhất quán
Việc đáp ứng các giới hạn quy định về các nguyên tố Hợp kim (Si, Fe, Cu, Mn, Mg, Zn, Ti, v.v.) với độ sai lệch tối thiểu là điều cần thiết để khách hàng chấp nhận và đảm bảo quy trình chế biến tiếp theo. Tính nhất quán đòi hỏi việc bổ sung Hợp kim chính xác và xử lý nóng chảy hiệu quả.
Các phương pháp tối ưu trong việc bổ sung Hợp kim chính
Hợp kim chủ đạo (Ví dụ: AlSi, AlCu, AlMn, AlTiB, AlSr) cung cấp khả năng bổ sung các nguyên tố hợp kim một cách hiệu quả và chính xác hơn so với kim loại nguyên chất. Các phương pháp tốt nhất bao gồm:
- Làm nóng trước hợp kim chính Làm nóng đến 200–300°C trước khi thêm vào để tránh sốc nhiệt và hơi ẩm.
- Thêm vào ở nhiệt độ thích hợp: Nhiệt độ lý tưởng cho hầu hết các hợp kim gốc là 720–750°C; nhiệt độ cao hơn làm tăng quá trình oxy hóa, nhiệt độ thấp hơn làm chậm quá trình hòa tan.
- Khuấy đều Sau khi thêm nguyên liệu, khuấy bằng máy hoặc điện từ trong 5-10 phút để đảm bảo hỗn hợp đồng nhất.
- Lấy mẫu và xác minh Trước khi đúc, hãy lấy mẫu từ ít nhất ba vị trí trong lò.
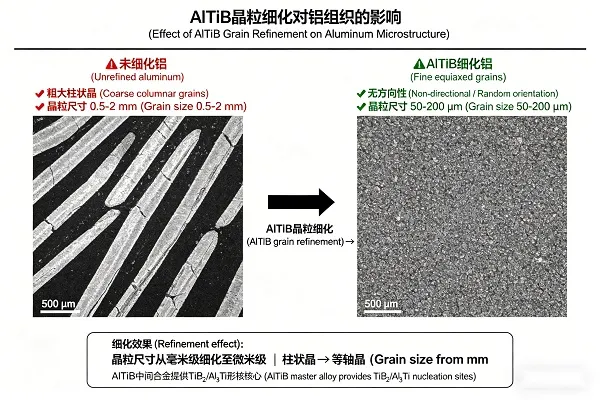
Tinh luyện hạt bằng hợp kim AlTiB
Hợp kim chủ AlTiB (nhôm-titan-boron) Đây là tiêu chuẩn công nghiệp để tinh luyện hạt trong hợp kim nhôm. Các hạt mịn, đẳng hướng giúp cải thiện khả năng cấp liệu, giảm hiện tượng nứt nóng và tăng cường các tính chất cơ học. Tỷ lệ thêm vào điển hình:
- AlTi5B1 (5% Ti, 1% B): 1–3 kg/tấn cho các ứng dụng chung
- AlTi3B3 (3% Ti, 3% B): 0,5–1,5 kg/tấn cho độ nhạy boron cao hơn
- Thêm vào trong quá trình đúc (trực tuyến) hoặc 5-10 phút trước khi đúc (lò nung).
- Tránh xử lý quá mức — lượng Ti hoặc B quá nhiều có thể tạo thành các hợp chất liên kim loại thô.
Biến đổi cấu trúc silicon eutectic (hợp kim Al-Si)
Đối với hợp kim đúc Al-Si (ví dụ: A356, A380), stronti (AlSr10) hoặc dạng natri Chuyển hóa các mảnh silicon thô, giòn thành silicon eutectic dạng sợi mịn, cải thiện đáng kể độ dẻo. Thực hành tốt nhất:
- Lượng bổ sung AlSr10: 0,2–0,5 kg/tấn (mục tiêu 100–300 ppm Sr)
- Thêm vào sau khi khử khí (stroni có thể phản ứng với khí khử).
- Hiệu ứng mờ dần diễn ra trong vòng 30–60 phút — nên thay băng ngay sau khi chỉnh sửa.
Quy trình thực hành nấu chảy tích hợp
Để đảm bảo chất lượng phôi nhôm ổn định, hãy làm theo trình tự đã được chứng minh sau:
- Chuẩn bị sạc: Làm khô và làm sạch phế liệu nhôm và nhôm nguyên chất. Loại bỏ dầu, sơn và các chất bẩn hữu cơ.
- Nóng chảy: Giảm thiểu hiện tượng quá nhiệt — nung chảy ở nhiệt độ 720–740°C, tránh vượt quá 760°C.
- Thêm chất trợ hàn: Thêm chất trợ dung phủ muối (3–5 kg/tấn) ngay sau khi nấu chảy để ngăn ngừa quá trình oxy hóa.
- Hợp kim: Thêm hợp kim chủ (AlSi, AlCu, AlMn, v.v.) ở nhiệt độ 730–750°C và khuấy đều.
- Lấy mẫu và phân tích: Kiểm tra thành phần; điều chỉnh nếu cần.
- Khử khí: Khử khí bằng máy quay ly tâm với khí argon trong 10–20 phút. Sau đó đo lượng hydro.
- Tinh luyện hạt: Thêm AlTiB (1–2 kg/tấn) trong vòng 10 phút sau khi đúc.
- Điều chỉnh (nếu là Hợp kim Al-Si): Thêm AlSr10 (0,2–0,5 kg/tấn) sau khi khử khí, đổ khuôn trong vòng 30 phút.
- Lần đọc lướt cuối cùng: Loại bỏ cặn bẩn ngay trước khi đúc.
- Tuyển diễn viên: Duy trì nhiệt độ và tốc độ rót ổn định.
Các lỗi thường gặp và biện pháp khắc phục
| Khuyết điểm | Chỉ dẫn thị giác/cảm giác | Nguyên nhân gốc rễ | Biện pháp khắc phục |
|---|---|---|---|
| Cặn oxit (quá nhiều) | Lớp cặn khô dày; tỷ lệ thu hồi thấp | Nhiệt độ cao, tiếp xúc với không khí, không có lớp phủ bảo vệ. | Giảm nhiệt độ, thêm chất trợ hàn phủ, sử dụng lớp khí trơ bảo vệ. |
| Độ xốp hydro | Các lỗ nhỏ li ti trên bề mặt vết gãy hoặc trên phim chụp X-quang | Phế liệu ướt, không khí ẩm, quá trình khử khí không đầy đủ | Làm nóng sơ bộ phế liệu, làm khô chất trợ dung, khử khí bằng máy quay ly tâm với khí argon, đo H₂ trực tuyến |
| Cấu trúc hạt thô | Các hạt dạng cột lớn trên bề mặt được khắc | Không tinh luyện hạt, tốc độ làm nguội thấp | Thêm Hợp kim chủ AlTiB (1–2 kg/tấn) |
| phồng rộp bề mặt | Vết phồng rộp sau khi xử lý nhiệt | Hydro hòa tan giãn nở trong quá trình xử lý dung dịch. | Giảm lượng hydro trước khi đúc, kiểm tra bằng thử nghiệm áp suất giảm. |
| Thành phần không đạt tiêu chuẩn | Hóa chất nằm ngoài giới hạn của khách hàng | Trộn không đều, thêm Hợp kim chính không chính xác, phân tách. | Cải thiện quá trình khuấy trộn, làm nóng trước hợp kim chính, kiểm chứng bằng máy quang phổ. |
Ví dụ minh họa: Nâng cao hiệu suất từ 88% lên 95%
Một nhà máy luyện nhôm thứ cấp sản xuất 40.000 tấn/năm Hợp kim nhôm thỏi A356 hoạt động với hiệu suất nấu chảy 88% — 12% bị hao phí do xỉ và các yếu tố khác. Sau khi thực hiện một chương trình cải tiến toàn diện bao gồm:
- Lượng chất trợ dung phủ lớp muối được sử dụng đã tăng từ 2 lên 6 kg/tấn.
- Nhiệt độ lò nung giảm từ 760°C xuống 720°C (nhiệt độ duy trì).
- Phương pháp khử khí bằng quay tròn đã thay thế phương pháp khử khí bằng vòi phun.
- Tiêu chuẩn hóa quá trình tinh luyện hạt AlTiB
- Quá trình ép xỉ được thực hiện để thu hồi kim loại từ xỉ.
Kết quả sau sáu tháng:
- Hiệu suất nóng chảy tăng từ 88% lên 94,5% (cải thiện 6,5%).
- Lượng kim loại có thể bán thêm hàng năm: 2.600 tấn
- Tỷ lệ sản phẩm bị khách hàng từ chối do độ xốp đã giảm từ 4,2% xuống còn 0,7%.
- Tiết kiệm hàng năm: 4,5 triệu đô la Mỹ theo giá nhôm hiện hành.
- Thời gian hoàn vốn cho máy khử khí và máy ép xỉ: 8 tháng
Để tối đa hóa năng suất và chất lượng trong sản xuất phôi nhôm, cần chú trọng một cách có hệ thống đến việc giảm xỉ, kiểm soát hydro và tính nhất quán về thành phần. Bằng cách áp dụng các phương pháp tốt nhất được nêu ở đây — chất trợ dung che phủ, giảm nhiệt độ, khử khí hiệu quả, độ chính xác của Hợp kim chủ và tinh luyện hạt — các xưởng nấu chảy nhôm có thể giảm tổn thất kim loại, loại bỏ các khuyết tật rỗ khí và cung cấp các phôi đáp ứng các thông số kỹ thuật khắt khe nhất. Bright Alloys cung cấp Hợp kim nhôm cơ bản (AlSi, AlCu, AlMn, AlTiB, AlSr10, AlB), chất tinh luyện hạt và chất trợ dung khử khí. Hỗ trợ mọi khía cạnh của quy trình sản xuất phôi nhôm chất lượng cao.