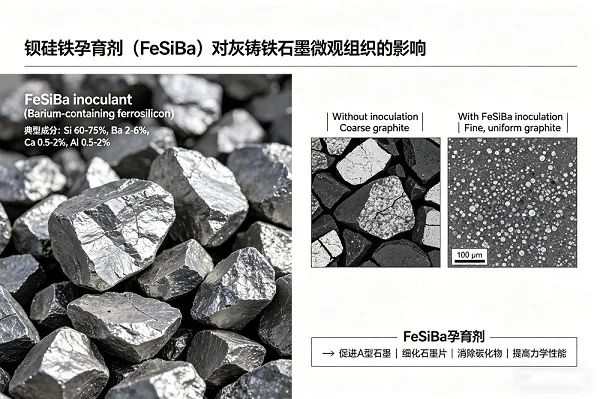
Dành cho các xưởng đúc gang xám đang tìm kiếm loại than chì Type A đồng nhất, loại bỏ hiện tượng đông cứng nhanh ở các tiết diện mỏng và thời gian giữ nhiệt kéo dài mà không bị phai màu. Chất cấy ferrosilicon chứa bari (FeSiBa) Đây là một bước tiến đáng kể so với hợp kim ferrosilicon tiêu chuẩn. Bari không chỉ đơn thuần là chất thay thế cho canxi mà còn mang lại những ưu điểm luyện kim riêng biệt, giải quyết được những thách thức dai dẳng nhất trong quá trình đúc gang xám.
Bài viết này xem xét cơ sở khoa học đằng sau khả năng tạo mầm vượt trội của bari, khả năng chống phai màu đáng kể và những lợi ích thực tiễn đã khiến FeSiBa trở thành chất tạo mầm được lựa chọn cho các ứng dụng gang xám đòi hỏi khắt khe — đặc biệt là các sản phẩm đúc thành mỏng, hình dạng phức tạp và quy trình rót dài.
Thách thức: Những hạn chế của phương pháp cấy ferrosilicon tiêu chuẩn
Chất cấy ferrosilicon (FeSi) tiêu chuẩn 75% đã là vật liệu chủ lực trong các Xưởng đúc trong nhiều thập kỷ. Tuy nhiên, những hạn chế của nó đã được ghi nhận rõ ràng:
- Mờ dần nhanh chóng: Các điểm mầm kết tinh bắt đầu biến mất trong vòng 5-8 phút sau khi thêm vào, đòi hỏi quá trình đổ khuôn phải diễn ra nhanh chóng.
- Kiểm soát nhiệt độ lạnh kém ở các đoạn mỏng: Các thành có độ dày dưới 6 mm thường xuất hiện sự hình thành graphit loại D/E hoặc cacbua.
- Chế độ ăn hạn chế hao hụt: Sự giãn nở tối thiểu của than chì trong quá trình đông đặc.
- Độ nhạy của phần: Sự khác biệt đáng kể về tính chất giữa các vùng đúc dày và mỏng.
Các chất tạo mầm chứa bari giải quyết trực tiếp từng hạn chế này thông qua phản ứng tạo mầm độc đáo và độ ổn định kéo dài.
Cơ chế: Bari thúc đẩy quá trình hình thành mầm tinh thể như thế nào
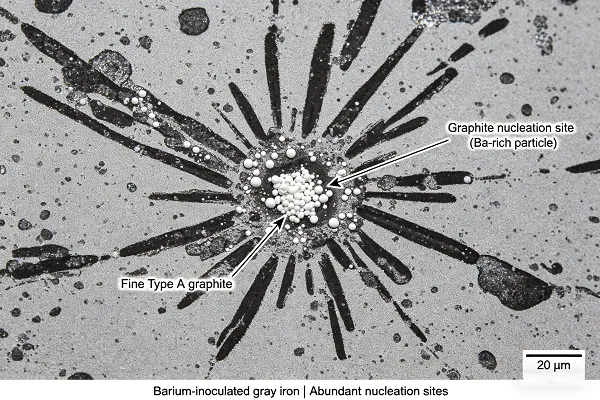
Hiệu quả cấy mầm phụ thuộc vào số lượng và độ ổn định của các chất nền tạo mầm graphit. Bari đóng góp thông qua nhiều cơ chế:
1. Sự hình thành các hợp chất mầm ổn định
Bari trong Chất cấy (thường là 1–6% Ba) tạo thành các hợp chất rất bền, đóng vai trò là các điểm mầm kết tinh than chì mạnh mẽ:
- Bari oxit (BaO): Tạo thành các dung dịch phân tán mịn, ổn định với sự phù hợp tinh thể học tuyệt vời với than chì.
- Bari sunfua (BaS): Đặc biệt hiệu quả với sắt có hàm lượng lưu huỳnh vừa phải (0,05–0,10% S)
- Bari aluminosilicat (BaAl₂Si₂): Các hợp chất chịu nhiệt phức tạp có độ ổn định nhiệt cao.
Các hợp chất bari này vẫn ổn định ở nhiệt độ cao hơn so với các điểm mầm kết tinh gốc canxi, mang lại mật độ mầm kết tinh cao hơn và khả năng chống hòa tan tốt hơn.
2. Sức căng bề mặt thấp hơn, khả năng phân tán tốt hơn
Bari làm giảm sức căng bề mặt của sắt nóng chảy, cho phép các hạt mầm phân tán đồng đều hơn trong toàn bộ khối nóng chảy. Kết quả: nhiều điểm mầm hơn được phân bố đều, làm giảm xu hướng hình thành các cụm graphit loại B hoặc hiện tượng đông cứng cục bộ.
Khả năng chống phai màu: Lợi thế mang tính đột phá
Lợi ích quan trọng nhất về mặt vận hành của chất cấy bari là khả năng chống phai màu kéo dàiHiện tượng phai màu là sự mất dần các điểm mầm kết tinh theo thời gian do sự hòa tan, kết tụ và oxy hóa. Dữ liệu so sánh cho thấy:
| Loại Chất cấy | Giảm nhiệt ban đầu | Độ lạnh sau 5 phút | Độ lạnh sau 10 phút | Độ lạnh sau 15 phút |
|---|---|---|---|---|
| FeSi tiêu chuẩn (75%) | Xuất sắc | Tăng vừa phải | Tăng mạnh | Tiêm chủng bị mất |
| FeSiBa (Ba 1-2%) | Thượng đẳng | Tăng tối thiểu | Tăng vừa phải | Vẫn còn hiệu quả |
| FeSiBa (Ba 2-4%) | Thượng đẳng | Hầu như không thay đổi | Tăng tối thiểu | Bảo vệ tốt |
| FeSiBa (Ba 4-6%) | Xuất sắc | Không có thay đổi đáng kể | Tăng nhẹ | Khả năng bảo vệ đáng kể vẫn còn |
Ý nghĩa thực tiễn: Với FeSi tiêu chuẩn, quá trình đúc phải hoàn tất trong vòng 5–8 phút sau khi cấy mầm. Với FeSiBa (2-4% Ba), các xưởng đúc có thể Thời gian phơi sáng 15–20 phút, cửa sổ chống phai màu., cho phép sử dụng các gáo múc lớn hơn, rót nhiều lần vào khuôn và lên kế hoạch sản xuất linh hoạt hơn.
Khử lạnh trong các lát cắt mỏng
Các chi tiết đúc có tiết diện mỏng (độ dày thành 3–8 mm) dễ bị đông cứng đột ngột nhất — tạo thành các cacbua sắt cứng, giòn làm giảm khả năng gia công. Chất cấy bari có hiệu quả vượt trội trong việc kiểm soát hiện tượng đông cứng đột ngột vì ba lý do sau:
- Mật độ tạo mầm cao hơn: Càng nhiều điểm graphit trên mỗi đơn vị thể tích thì graphit càng có thể kết tủa ngay cả trong điều kiện làm nguội nhanh.
- Yêu cầu làm lạnh thấp hơn: Các hợp chất bari xúc tác quá trình kết tủa graphit ở nhiệt độ cao hơn (cần ít làm lạnh hơn), ngăn chặn sự giảm nhiệt độ dẫn đến sự hình thành cacbua.
- Sự phối hợp với lưu huỳnh: Trong các loại sắt có hàm lượng S từ 0,06–0,10%, sự hình thành BaS đặc biệt có lợi cho việc kiểm soát quá trình làm nguội trong các tiết diện mỏng.
Dữ liệu của Xưởng đúc cho thấy điều này một cách nhất quán. Giảm độ sâu lạnh từ 40–60%. Khi chuyển từ FeSi sang FeSiBa (2-4% Ba) trong các sản phẩm đúc gang xám tiết diện mỏng, thường cho phép loại bỏ các công đoạn làm nguội riêng biệt cho từng tiết diện vốn trước đây cần thiết.
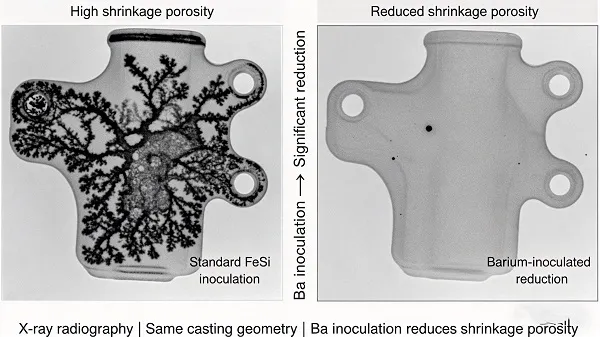
Giảm sự co ngót thông qua sự giãn nở của than chì
Hiện tượng rỗ co ngót trong gang xám xảy ra khi sự co ngót của chất lỏng vượt quá sự giãn nở bù trừ do sự kết tủa graphit. Chất cấy bari giúp tăng cường khả năng chống co ngót thông qua:
- Sự kết tủa than chì bị trì hoãn: Bari làm dịch chuyển thời điểm bắt đầu giãn nở của than chì muộn hơn trong quá trình đông đặc, khi sự co rút của chất lỏng đã xảy ra nhiều hơn — nghĩa là sẽ có nhiều sự giãn nở hơn để bù đắp cho sự co ngót.
- Thể tích giãn nở tăng lên: Mật độ hình thành mầm graphit cao hơn dẫn đến tổng thể tích graphit lớn hơn, làm tăng sự giãn nở.
- Phạm vi đông đặc hẹp hơn: Bari thúc đẩy quá trình đông đặc eutectic mạnh hơn, làm giảm vùng hỗn hợp rắn-lỏng nơi hiện tượng co ngót gây ra nhiều vấn đề nhất.
Tài liệu so sánh trước/sau khi sử dụng báo cáo của các xưởng đúc. Giảm 20–40% yêu cầu về kích thước ống đứng Khi chuyển từ FeSi sang FeSiBa, tỷ lệ loại bỏ do co ngót bên trong giảm đáng kể.
Lựa chọn nồng độ bari phù hợp: 1-2%, 2-4%, hoặc 4-6% Ba
Bright Alloys cung cấp chất tạo mầm FeSiBa với ba mức hàm lượng bari khác nhau, mỗi mức được tối ưu hóa cho các ứng dụng cụ thể:
| Cấp | Hàm lượng Bari | Ứng dụng tốt nhất | Lợi ích chính |
|---|---|---|---|
| FeSiBa 1-2% | 1,0–2,0% Ba | Sắt xám thông thường, độ dày tiết diện vừa phải (8–20 mm), thời gian giữ ngắn hơn. | Khả năng chống phai màu tốt (10–12 phút), khả năng kiểm soát nhiệt độ thấp vừa phải, là giải pháp nâng cấp tiết kiệm chi phí so với FeSi. |
| FeSiBa 2-4% | 2,0–4,0% Ba | Các sản phẩm đúc thành mỏng (4–10 mm), quy trình rót kéo dài, thiết kế dễ bị co ngót, sản phẩm đúc tiết diện lớn với thời gian đông đặc dài. | Khả năng chống phai màu tuyệt vời (15–20 phút), khả năng thoát hơi lạnh vượt trội, giảm co rút đáng kể — hạng phổ biến nhất |
| FeSiBa 4-6% | 4,0–6,0% Ba | Thành cực mỏng (3–6 mm), thời gian giữ nhiệt rất lâu (trên 20 phút), các chi tiết đúc phức tạp với độ dày tiết diện thay đổi, tiêu chuẩn chất lượng cao. | Khả năng chống phai màu tối đa (20–25 phút), khả năng kiểm soát nhiệt độ thấp vượt trội, hiệu năng cao cấp cho các ứng dụng quan trọng. |
Lưu ý rằng nồng độ bari cao hơn đòi hỏi tỷ lệ bổ sung cao hơn một chút để đạt được lượng silicon tương đương, nhưng những lợi ích đặc thù của bari sẽ bù đắp cho chi phí gia tăng đối với các ứng dụng đòi hỏi cao.
Hướng dẫn ứng dụng: Cấy vi sinh vào gáo múc, dòng chảy và khuôn
Chế phẩm vi sinh FeSiBa rất đa năng và hiệu quả trong mọi phương pháp cấy giống:
Cấy vi sinh bằng gáo múc
Thêm 0,2–0,4% FeSiBa vào nồi nấu chảy trong quá trình rót. Khả năng chống phai màu kéo dài của bari đảm bảo hiệu quả ngay cả với thời gian giữ vừa phải. Đối với nồi nấu chảy lớn (> 500 kg), hãy sử dụng liều lượng cao hơn trong khoảng này.
Cấy vi sinh vào dòng suối (muộn) — Phương pháp ưu tiên
Thêm 0,1–0,2% FeSiBa vào dòng kim loại trong quá trình rót. Phương pháp này tối đa hóa hiệu quả sử dụng bari, giảm thiểu hiện tượng phai màu và cho phép thêm bari với tỷ lệ thấp hơn. Đối với các chi tiết đúc có tiết diện mỏng (< 6 mm), nên thêm vào với tỷ lệ 0,15–0,25%.
Cấy nấm mốc (trong khuôn)
Cho 0,05–0,15% FeSiBa (dưới dạng hạt mịn hoặc khối định hình sẵn) vào hệ thống dẫn liệu. Không bị phai màu, tỷ lệ thêm liệu thấp nhất, lý tưởng cho các dây chuyền sản xuất tự động năng suất cao. Tính ổn định của bari đảm bảo độ hòa tan nhất quán ngay cả với tốc độ rót thay đổi.
Ví dụ minh họa: Vỏ bơm thành mỏng
Một Xưởng đúc sản xuất vỏ bơm gang xám với tiết diện thành dày 5 mm gặp khó khăn với tỷ lệ sản phẩm bị lỗi do quá trình làm nguội ở mức 18%. Sử dụng phương pháp cấy FeSi tiêu chuẩn vào nồi nấu chảy (thêm 0,35%), họ vẫn quan sát thấy graphit loại D ở các khu vực quan trọng. Sau khi chuyển sang... FeSiBa (2-4% Ba) với phương pháp cấy vi sinh vào dòng suối ở nồng độ 0,18%.Kết quả thật ấn tượng:
- Độ sâu làm lạnh giảm từ 0,8 mm xuống 0,1 mm (về cơ bản là loại bỏ hoàn toàn).
- Than chì loại A đồng nhất trên tất cả các phần tường.
- Tỷ lệ từ chối giảm từ 18% xuống còn 3%.
- Tổng chi phí Chất cấy vi sinh giảm 12% (tỷ lệ bổ sung thấp hơn bù đắp cho chi phí đơn vị cao hơn).
- Tính linh hoạt trong lịch trình rót được tăng lên — không làm giảm chất lượng khi rót những khuôn cuối cùng từ gáo múc.
Sau đó, Xưởng đúc đã chuyển toàn bộ sản xuất gang xám sang sử dụng chất cấy FeSiBa, tiết kiệm được hơn 150.000 đô la mỗi năm chỉ riêng nhờ giảm lượng phế liệu.
Kiểm soát chất lượng: Xác minh hiệu quả của việc cấy bari
Để đảm bảo hiệu suất ổn định của chất cấy FeSiBa, hãy thực hiện các bước kiểm chứng sau:
- Phân tích nhiệt: Độ siêu lạnh tái nung mục tiêu (ΔT) < 3°C đối với gang xám được cấy bari (so với < 5°C đối với FeSi)
- Thử nghiệm bằng phương pháp nêm đá lạnh: Thường xuyên cắt các mẫu đúc hình nêm và đo độ sâu làm nguội — độ sâu này nên gần bằng không nếu sử dụng phương pháp FeSiBa đúng cách.
- Kiểm tra cấu trúc vi mô: Kiểm tra loại than chì A với sự phân bố đồng đều; mật độ nốt sần phải đạt 200–400/mm² đối với sắt xám được cấy mầm đúng cách.
- Kiểm tra nồng độ lưu huỳnh: Bari hoạt động tốt nhất với hàm lượng lưu huỳnh từ 0,06–0,10% trong sắt cơ bản; các loại sắt có hàm lượng lưu huỳnh rất thấp có thể cần bổ sung lưu huỳnh để kích hoạt các hợp chất bari.
Đối với các xưởng đúc gang xám đang tìm cách nâng cao chất lượng, giảm phế phẩm và tăng tính linh hoạt trong sản xuất, chất tạo mầm chứa bari là một giải pháp đã được chứng minh hiệu quả. Khả năng tạo mầm vượt trội, khả năng chống phai màu kéo dài (15–20 phút so với 5–8 phút đối với FeSi tiêu chuẩn) và khả năng kiểm soát quá trình làm nguội tuyệt vời ở các tiết diện mỏng khiến FeSiBa trở thành lựa chọn hàng đầu cho các ứng dụng đúc gang xám đòi hỏi khắt khe. Bright Alloys cung cấp Chất cấy FeSiBa với hàm lượng bari 1-2%, 2-4% và 4-6%.Với kích thước tùy chỉnh cho gáo múc, dòng chảy hoặc khuôn đúc — được hỗ trợ bởi tư vấn luyện kim để tối ưu hóa quy trình đúc của bạn.