Khuyết tật đúc khiến các xưởng đúc thiệt hại hàng triệu đô la mỗi năm do phế phẩm, làm lại và hàng bị trả lại. Tuy nhiên, nhiều khuyết tật có hình dạng tương tự nhau — rỗ khí có thể giống co ngót, và tạp chất có thể bị nhầm với lỗ khí. Xử lý sự cố hiệu quả đòi hỏi một cách tiếp cận có hệ thống: xác định khuyết tật bằng mắt thường, truy tìm nguyên nhân gốc rễ, sau đó thực hiện hành động khắc phục có mục tiêu.
Hướng dẫn thực tế này tập trung vào ba nhóm khuyết tật phổ biến nhất — rỗ khí, co ngót và tạp chất — cung cấp các đặc điểm trực quan, phân tích nguyên nhân gốc rễ và các biện pháp khắc phục đã được kiểm chứng cho vật đúc gang và thép.
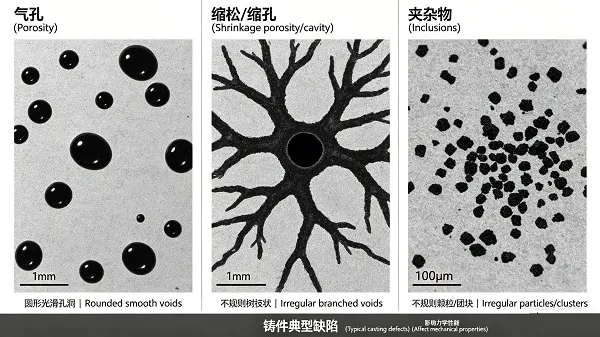
Nhóm Khuyết tật #1: Rỗ khí (Liên quan đến Khí)
Rỗ khí đề cập đến các lỗ rỗng do khí thoát ra trong quá trình đông đặc. Các khí (hydro, nitơ, carbon monoxide, hơi nước) trở nên ít hòa tan hơn khi kim loại đông đặc và tạo thành bong bóng bị giữ lại.
Nhận dạng trực quan
- Hình dạng: Các lỗ rỗng hình cầu hoặc tròn, thành nhẵn
- Bề mặt: Bề mặt bên trong thường sáng bóng hoặc hơi bị oxy hóa
- Phân bố: Thường phân tán khắp vật đúc hoặc tập trung ở các điểm nóng
- Kích thước: Có thể từ các lỗ kim siêu nhỏ đến các lỗ rỗng lớn có thể nhìn thấy

Nguyên nhân gốc rễ phổ biến
| Loại khí | Nguồn gốc | Hình dạng điển hình | Hành động khắc phục chính |
|---|---|---|---|
| Hydro (H₂) | Nguyên liệu nạp ẩm, độ ẩm trong vật liệu chịu lửa, phế liệu nhiễm dầu, môi trường ẩm ướt | Lỗ kim nhỏ khắp tiết diện | Sấy khô nguyên liệu nạp kỹ lưỡng, nung nóng trước nồi luyện, kiểm soát độ ẩm |
| Nitơ (N₂) | Dư thừa hợp kim ferro nitrua, cuốn khí, hàm lượng nitơ cao trong than cốc | Lỗ kim nhỏ, tròn, thường thành cụm | Giảm hợp kim chứa nitơ, cải thiện lớp phủ bề mặt nấu chảy, sử dụng chất tái cacbon thấp N |
| Carbon monoxide (CO) | Khử oxy không hoàn toàn (thép), hàm lượng oxy cao, phản ứng giữa cacbon và oxy | Rỗ khí dưới bề mặt, thường kéo dài | Cải thiện thực hành khử oxy, thêm chất khử oxy mạnh (Al, SiCa), kiểm soát hoạt tính oxy |
Tóm tắt các biện pháp khắc phục
- Đối với rỗ khí hydro: Sấy khô tất cả nguyên liệu nạp, nung nóng trước nồi rót và dụng cụ, tránh tạp chất hữu cơ, sử dụng sục khí trơ (Ar hoặc N₂) cho thép.
- Đối với rỗ khí nitơ (gang xám/gang cầu): Giảm chất tái cacbon chứa nitơ, chuyển sang chất nâng cacbon thấp N, tránh hợp kim ferro nitơ cao.
- Đối với rỗ khí CO (thép): Đảm bảo khử oxy triệt để — bổ sung nhôm hoặc SiMn đầy đủ, xác nhận bằng cảm biến oxy, xem xét xử lý canxi.
- Rỗ khí nói chung: Cải thiện lớp phủ bề mặt nấu chảy để ngăn tiếp xúc không khí, kiểm soát nhiệt độ rót (tránh quá nhiệt quá mức), đảm bảo thiết kế hệ thống rót phù hợp cho dòng chảy kim loại êm.
Nhóm Khuyết tật #2: Co ngót (Co rút khi Đông đặc)
Khuyết tật co ngót xảy ra khi kim loại lỏng co lại trong quá trình đông đặc và không có đủ kim loại bổ sung để bù đắp. Không giống như rỗ khí, các lỗ co ngót có bề mặt không đều, lởm chởm với các nhánh cây lộ ra.
Nhận dạng trực quan
- Hình dạng: Các lỗ rỗng không đều, góc cạnh hoặc phân nhánh
- Bề mặt: Bề mặt thô ráp, dạng nhánh cây, tinh thể (không nhẵn)
- Phân bố: Tập trung ở các vùng đông đặc cuối cùng — phần dày, bên dưới đậu ngót, tại tâm nhiệt
- Các loại: Co ngót hở (có thể nhìn thấy trên bề mặt vật đúc) và co ngót vi mô (bên trong, được phát hiện bằng chụp ảnh phóng xạ hoặc gia công)

Nguyên nhân gốc rễ phổ biến
- Thiết kế đậu ngót không đầy đủ: Đậu ngót quá nhỏ, đặt sai vị trí hoặc đông đặc trước khi quá trình bổ sung hoàn tất
- Định hướng đông đặc kém: Các điểm nóng bị cô lập khỏi đường cấp liệu, không có gradient nhiệt hướng về đậu ngót
- Xử lý tạo mầm thấp (gang xám): Sự giãn nở graphit kém làm giảm khả năng tự bổ sung
- Quá nhiệt quá mức: Nhiệt độ rót cao hơn làm tăng tổng thể tích co ngót
- Thành phần hợp kim không chính xác: Cácbon tương đương quá thấp (gang xám), hoặc dư thừa các nguyên tố thúc đẩy cacbua
Tóm tắt các biện pháp khắc phục
- Thiết kế đậu ngót: Tăng kích thước đậu ngót, thêm ống cách nhiệt hoặc vật liệu tỏa nhiệt, định vị lại đậu ngót để cấp liệu cho các phần dày.
- Điều chỉnh hệ thống rót: Sử dụng chất làm nguội để thúc đẩy đông đặc định hướng, thêm phụ gia cấp liệu, thiết kế lại để loại bỏ các điểm nóng bị cô lập.
- Xử lý tạo mầm (gang xám/gang cầu): Tăng mức độ tạo mầm hoặc chuyển sang chất tạo mầm chứa bari (FeSiBa) để tăng cường cấp liệu do giãn nở graphit. Hàm lượng Ba 2-4% đặc biệt hiệu quả trong việc giảm co ngót.
- Nhiệt độ rót: Giảm quá nhiệt xuống mức tối thiểu thực tế cho tiết diện vật đúc.
- Điều chỉnh thành phần: Đối với gang xám, tăng cácbon tương đương lên 3,9–4,1%; đối với gang cầu, đảm bảo mức magiê và cácbon tương đương phù hợp.
Nhóm khuyết tật #3: Tạp chất (Cát, Xỉ, Màng oxit)
Tạp chất là các vật liệu lạ bị mắc kẹt trong vật đúc — cát từ xói mòn khuôn, xỉ từ xử lý kim loại lỏng, hoặc màng oxit từ các phản ứng bề mặt.
Nhận dạng trực quan
- Tạp chất cát: Các hạt dạng hạt, màu sáng (nâu, xám hoặc trắng), thường tập trung gần bề mặt hoặc ở các góc
- Tạp chất xỉ: Khối thủy tinh, không đều, màu tối hoặc sáng, thường có cạnh tròn, thường ở gần đỉnh vật đúc
- Tạp chất màng oxit: Các lớp bề mặt mỏng, dạng màng, nhăn nheo (thường tối hoặc ánh kim), hoặc các màng gấp bên trong

Nguyên nhân gốc rễ phổ biến
| Loại tạp chất | Nguồn gốc | Hành động khắc phục chính |
|---|---|---|
| Tạp chất cát | Xói mòn khuôn/lõi do dòng kim loại chảy rối, độ bền khuôn thấp, đầm không đúng cách, nhiệt độ rót cao | Giảm xáo trộn (thiết kế hệ thống rót), tăng độ cứng khuôn, sử dụng nhiệt độ rót thấp hơn, áp dụng sơn khuôn |
| Tạp chất xỉ | Vớt xỉ kém, lớp phủ xỉ trong thùng rót không đủ, tái oxy hóa, xỉ tràn từ thùng rót, bẫy xỉ trong hệ thống rót không đầy đủ | Cải thiện thao tác vớt xỉ, sử dụng nắp đậy thùng rót giảm xỉ, lắp bẫy xỉ trong hệ thống rót, sử dụng bộ lọc bọt gốm |
| Tạp chất màng oxit | Kim loại lỏng tiếp xúc với không khí, khử oxy không đủ (thép), tạo mầm thấp (gang), rót đầy nhiễu loạn phá vỡ màng bề mặt | Cải thiện lớp phủ kim loại lỏng, thêm chất khử oxy mạnh (Al, CaSi cho thép; FeSi cho gang), sử dụng tạo mầm dòng chảy, giảm xáo trộn khi rót |
Tóm tắt các biện pháp khắc phục
- Tạp chất cát: Tối ưu hóa hệ thống rót để rót đầy không xáo trộn (tránh rơi tự do, sử dụng rãnh dẫn hình côn), tăng độ cứng khuôn, áp dụng sơn hoặc lớp phủ, giảm nhiệt độ rót nếu có thể.
- Tạp chất xỉ: Sử dụng bộ lọc bọt gốm trong hệ thống rót (10–30 ppi), thiết kế bẫy xỉ (phần mở rộng rãnh dẫn, bẫy xoáy), cải thiện vớt xỉ thùng rót, sử dụng chất kết tụ xỉ.
- Màng oxit (vật đúc gang): Tăng cường tạo mầm (đặc biệt với FeSiCa hoặc FeSiBa), cải thiện lớp phủ kim loại lỏng, giảm nhiệt độ rót, sử dụng tạo mầm dòng chảy để ngăn tái oxy hóa.
- Màng oxit (vật đúc thép): Đảm bảo khử oxy hoàn toàn (xử lý Al hoặc SiMn + Ca), rót dưới lớp khí trơ, sử dụng hợp chất tỏa nhiệt/lớp phủ nóng.
Bảng tham khảo trực quan nhanh
Sử dụng bảng tham khảo nhanh này để phân biệt các loại khuyết tật tại xưởng:
| Đặc điểm | Rỗ khí | Co ngót | Tạp chất (Cát/Xỉ) |
|---|---|---|---|
| Hình dạng lỗ hổng | Tròn, hình cầu, nhẵn | Không đều, góc cạnh, phân nhánh | Thay đổi — khối dạng hạt hoặc thủy tinh |
| Bề mặt lỗ hổng | Nhẵn, bóng, bị oxy hóa | Nhám, dạng nhánh cây, tinh thể | Không áp dụng (hạt rắn) |
| Phân bố | Rải rác, đồng đều | Tập trung ở các điểm nóng | Gần bề mặt hoặc trong khu vực hệ thống rót |
| Tổ chức tế vi | Lỗ hổng tròn, không có nhánh cây | Lỗ hổng lởm chởm với nhánh cây lộ ra | Hạt có thành phần khác |
| Biện pháp khắc phục phổ biến | Làm khô vật liệu, khử oxy | Đậu ngót, chất làm nguội, tạo mầm | Bộ lọc, vớt xỉ, chất lượng khuôn |
Quy trình xử lý sự cố có hệ thống
Khi gặp khuyết tật, hãy thực hiện theo trình tự sau:
- Kiểm tra trực quan khuyết tật — Nhẵn và tròn? → Khí. Lởm chởm và dạng nhánh cây? → Co ngót. Các hạt nhúng? → Tạp chất.
- Xác định vị trí khuyết tật — Đỉnh vật đúc? → Xỉ hoặc co ngót. Đáy hoặc tiết diện mỏng? → Rỗ khí. Tiết diện dày? → Co ngót.
- Xem xét các thông số quy trình — Nhiệt độ rót, thành phần hóa học kim loại lỏng, thực hành tạo mầm/khử oxy, thiết kế hệ thống rót.
- Tiến hành các thử nghiệm xác nhận — Phân tích nhiệt (quá nguội), thử nghiệm làm nguội, chụp X-quang, hoặc SEM/EDS để xác định tạp chất.
- Thực hiện hành động khắc phục — Thay đổi một biến số tại một thời điểm, xác minh kết quả bằng một lần chạy thử vật đúc.
Ví dụ điển hình: Chẩn đoán sai giữa Rỗ khí và Co ngót
Một xưởng đúc sản xuất thân van đã gặp tỷ lệ loại bỏ 15% do các lỗ hổng bên trong xuất hiện sau khi gia công. Chẩn đoán ban đầu cho là rỗ khí; người vận hành đã tăng cường khử oxy và làm khô vật liệu nhưng không cải thiện. Kiểm tra lại phim X-quang cho thấy các lỗ hổng không đều với bề mặt dạng nhánh cây — co ngót điển hình, không phải khí. Hành động khắc phục: thêm chất làm nguội vào các phần dày và tăng kích thước đậu ngót lên 30%. Tỷ lệ loại bỏ giảm xuống còn 3%. Bài học: xác định đúng là bước đầu tiên và quan trọng nhất trong xử lý sự cố.
Xử lý sự cố khuyết tật hiệu quả biến việc quản lý phế liệu phản ứng thành kiểm soát chất lượng chủ động. Bằng cách xác định một cách có hệ thống xem khuyết tật là rỗ khí, co ngót hay tạp chất — và truy tìm nguyên nhân gốc rễ — các xưởng đúc có thể thực hiện các hành động khắc phục có mục tiêu giúp giảm phế liệu, cải thiện tính toàn vẹn của vật đúc và giảm chi phí. Bright Alloys hỗ trợ các xưởng đúc với chất tạo mầm ferrosilic chất lượng cao, hợp kim khử oxy (Al, SiMn, CaSi) và giải pháp lọc để giúp loại bỏ các khuyết tật đúc phổ biến này.