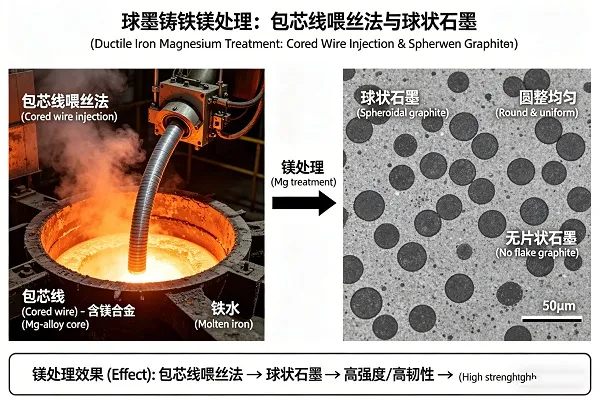
Quá trình chuyển hóa graphit dạng vảy của gang xám thành các cục cầu của gang dẻo đòi hỏi một yếu tố thiết yếu: magieTuy nhiên, phản ứng mạnh mẽ của magie với sắt nóng chảy, độ hòa tan thấp và sự phai màu nhanh chóng khiến quá trình xử lý trở thành bước quan trọng nhất — và khó khăn nhất — trong sản xuất gang dẻo. Việc lựa chọn phương pháp phù hợp và tối ưu hóa các thông số quy trình sẽ quyết định trực tiếp độ cầu, tính chất cơ học và độ bền của sản phẩm đúc.
Bài viết này so sánh ba phương pháp điều trị magiê chính — nắp phễu, lớp kẹp và dây dẫn lõi — Cung cấp hướng dẫn thực tiễn để đạt được độ đặc chắc >90% một cách nhất quán với khả năng phục hồi tối ưu và độ phai màu tối thiểu.
Thách thức của Magie: Tính phản ứng cao, độ hòa tan thấp
Magie có điểm sôi là 1090°C — thấp hơn nhiều so với nhiệt độ rót sắt thông thường (1400–1500°C). Khi thêm vào sắt nóng chảy, magie bay hơi ngay lập tức, tạo ra sự hỗn loạn và khói dữ dội. Chìa khóa để xử lý thành công là... kiểm soát phản ứng dữ dội này Để đạt được hàm lượng magie dư 0,030–0,045%, đủ để tạo hình cầu mà không tạo ra quá nhiều cacbua hoặc xỉ.
Tất cả các phương pháp thương mại đều sử dụng magie ferrosilicon (MgFeSi) Các hợp kim, thường chứa 3–10% Mg, cùng với các nguyên tố đất hiếm (Ce, La) và canxi để điều hòa phản ứng và tăng cường độ kết tinh dạng cầu.
Phương pháp 1: Phương pháp kẹp bánh mì (truyền thống)
Phương pháp ghép lớp vẫn là kỹ thuật xử lý được sử dụng rộng rãi nhất, đặc biệt là ở các xưởng đúc nhỏ do chi phí đầu tư thấp.
Mô tả quy trình
Hợp kim MgFeSi được đặt trong một hốc hoặc rãnh ở đáy của một chiếc gáo múc được thiết kế đặc biệt. Hốc này được che phủ bằng các tấm thép hoặc tấm kim loại để làm chậm quá trình tiếp xúc với sắt nóng chảy. Sắt được rót trực tiếp lên lớp che phủ, làm tan chảy xuyên qua nó và khởi động phản ứng magie.
Các thông số điển hình
- Thu hồi Mg: 25–45% (rất khác nhau)
- Bổ sung MgFeSi: 1,0–1,5% trọng lượng nóng chảy (tùy thuộc vào hàm lượng Mg mục tiêu)
- Chi phí thiết bị: Thấp (chỉ dùng muỗng chuyên dụng)
- Kỹ năng vận hành: Trung bình đến cao
- Sự phát sinh khói: Có ý nghĩa
- Độ sần điển hình đạt được: 80–90%
Thuận lợi
- Vốn đầu tư thấp — không cần thiết bị đặc biệt nào ngoài gáo múc xử lý.
- Thích hợp cho các mẻ sản xuất nhỏ đến trung bình (100–1000 kg)
- Linh hoạt — có thể xử lý nhiều loại hóa chất sắt khác nhau.
Hạn chế
- Hiệu suất thu hồi không nhất quán — sự chênh lệch ±10% giữa các lô sản phẩm là điều thường gặp.
- Khói thải và ngọn lửa lớn — vấn đề an toàn và môi trường cần quan tâm.
- Giảm nhiệt độ đáng kể (30–50°C trong quá trình xử lý)
- Không hiệu quả đối với sắt có hàm lượng lưu huỳnh thấp (cần bổ sung thêm lưu huỳnh với hàm lượng cao hơn)
- Không phù hợp cho sản xuất tự động hoặc sản xuất hàng loạt.
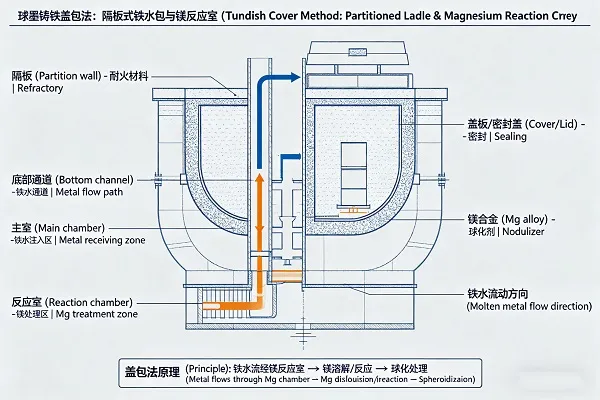
Phương pháp 2: Phương pháp đậy nắp thùng chứa
Phương pháp rót bằng phễu là một phiên bản cải tiến của kỹ thuật rót kiểu "sandwich", sử dụng một phễu có vách ngăn tạo thành buồng phản ứng, giúp kiểm soát tốt hơn và thu hồi nguyên liệu cao hơn.
Mô tả quy trình
Muỗng rót có một vách ngăn ở giữa chia muỗng thành hai ngăn. Hợp kim MgFeSi được đặt trong ngăn nhỏ hơn, và sắt nóng chảy được rót vào ngăn lớn hơn, chảy tràn qua vách ngăn vào ngăn chứa MgFeSi. Điều này tạo ra phản ứng được kiểm soát với độ nhiễu loạn thấp hơn so với phương pháp rót kiểu "sandwich".
Các thông số điển hình
- Thu hồi Mg: 40–60% (ổn định hơn so với bánh mì kẹp)
- Bổ sung MgFeSi: 0,8–1,2% trọng lượng nóng chảy
- Chi phí thiết bị: Cỡ trung bình (cần có muỗng múc chuyên dụng)
- Kỹ năng vận hành: Vừa phải
- Sự phát sinh khói: Vừa phải
- Độ sần điển hình đạt được: 85–95%
Thuận lợi
- Hiệu suất thu hồi Mg cao hơn và ổn định hơn so với phương pháp sandwich.
- Giảm khói và ngọn lửa
- Mức giảm nhiệt độ thấp hơn (15–30°C)
- Tốt hơn cho các loại sắt có hàm lượng lưu huỳnh thấp.
- Được sử dụng rộng rãi trong các xưởng đúc cỡ trung bình (mẻ 500–2000 kg)
Hạn chế
- Chi phí đầu tư ban đầu cao hơn cho gáo múc rót.
- Yêu cầu thiết kế và bảo trì gáo múc kim loại nóng chảy chuyên dụng.
- Không lý tưởng cho các mẻ sản xuất rất nhỏ (< 200 kg)
- Tuy nhiên, vẫn còn sự khác biệt đáng kể giữa các lô sản phẩm so với dây lõi.
Phương pháp 3: Tiêm dây lõi (Phương pháp hiện đại)
Phương pháp ép dây lõi là phương pháp tiên tiến nhất về mặt công nghệ, mang lại độ chính xác, tính nhất quán và khả năng tự động hóa cho sản xuất gang dẻo quy mô lớn.
Mô tả quy trình
Bột MgFeSi được bọc trong vỏ thép (dây lõi) và được đưa liên tục vào sắt nóng chảy thông qua một ống dẫn. Dây thép tan chảy bên dưới bề mặt, giải phóng magie trực tiếp vào bể chứa với lượng khói tối thiểu và hiệu suất tối đa.
Các thông số điển hình
- Thu hồi Mg: 50–75% (ổn định nhất)
- Bổ sung dây MgFeSi: Tương đương 0,5–0,9% trọng lượng nóng chảy
- Chi phí thiết bị: Cao (bộ cấp dây + cần phun)
- Kỹ năng vận hành: Thấp (tự động)
- Sự phát sinh khói: Tối thiểu
- Độ sần điển hình đạt được: 90–98%
Thuận lợi
- Khả năng phục hồi cao nhất và ổn định nhất — độ sai lệch < ±3%
- Kiểm soát Mg chính xác — Hàm lượng Mg dư mục tiêu nằm trong khoảng 0,005%
- Khói và ngọn lửa tối thiểu. — vận hành an toàn hơn, sạch hơn
- Mức giảm nhiệt độ thấp nhất (5–15°C)
- Hoàn toàn tự động hóa — tích hợp với các hệ thống điều khiển quy trình
- Có thể sử dụng với mọi kích cỡ lô hàng. — từ 100 kg đến 50 tấn
- Tốt nhất cho các loại sắt có hàm lượng lưu huỳnh thấp.
Hạn chế
- Đầu tư vốn cao hơn cho hệ thống cấp dây và cần hàn.
- Yêu cầu chất lượng dây dẫn ổn định và hiệu chỉnh hệ thống cấp dây.
- Chi phí tiêu hao liên tục cho dây dẫn (được bù đắp bằng tỷ lệ bổ sung thấp hơn)
- Có thể cần đào tạo người vận hành để đạt được độ sâu vòi phun và tốc độ cấp liệu tối ưu.

Bảng tóm tắt so sánh
| Tham số | Phương pháp bánh sandwich | Phương pháp Tundish | Phun dây lõi |
|---|---|---|---|
| Tỷ lệ thu hồi Mg (%) | 25–45% | 40–60% | 50–75% |
| Tính nhất quán phục hồi | Kém (±10%) | Mức độ vừa phải (±5%) | Xuất sắc (±3%) |
| Tốc độ bổ sung MgFeSi | 1,0–1,5% | 0,8–1,2% | 0,5–0,9% |
| Giảm nhiệt độ (°C) | 30–50°C | 15–30°C | 5–15°C |
| Tạo khói | Cao | Vừa phải | Tối thiểu |
| Chi phí vốn | Thấp | Trung bình | Cao |
| Tính phù hợp của kích thước lô | 100–1000 kg | 500–2000 kg | Bất kỳ (100–50.000 kg) |
| Tính chất điển hình của nốt sần | 80–90% | 85–95% | 90–98% |
| Tiềm năng tự động hóa | Không có | Giới hạn | Đầy |
Hiểu về hiệu ứng mờ dần: Cuộc đua với thời gian
Hiện tượng suy giảm magie — sự mất dần lượng magie còn lại do phản ứng với lưu huỳnh, oxy và xỉ — bắt đầu ngay sau khi xử lý. Quá trình suy giảm tuân theo quy luật hàm mũ có thể dự đoán được:
- 5 phút đầu tiên: Mất 10–15% magie
- 5–10 phút: giảm thêm 5–10%
- 10–15 phút: giảm thêm 3–5%
Ý nghĩa quan trọng: Để duy trì độ đặc chắc >90%, quá trình đúc khuôn cần được hoàn thành trong vòng... 10–12 phút của quá trình điều trị. Sau 15 phút, tỷ lệ nốt sần có thể giảm xuống dưới 80% bất kể nồng độ Mg ban đầu là bao nhiêu.
Các chiến lược giảm thiểu hiện tượng mờ dần:
- Sử dụng sắt có hàm lượng lưu huỳnh thấp (<0,02% S) để giảm thiểu sự thất thoát Mg do hình thành MgS.
- Giữ lớp xỉ phủ dày và có tính kiềm (CaO/SiO₂ > 2,0)
- Thêm chất phụ gia (FeSiCa hoặc FeSiBa) với tỷ lệ 0,1–0,3% sau khi xử lý bằng Mg để khôi phục các vị trí tạo mầm (magiê phá hủy các mầm graphit).
- Giảm thiểu thời gian chờ giữa quá trình xử lý và đổ khuôn.
- Phương pháp bơm dây lõi cho phép bổ sung Mg sau này, giảm tổng thời gian giữ nhiệt.
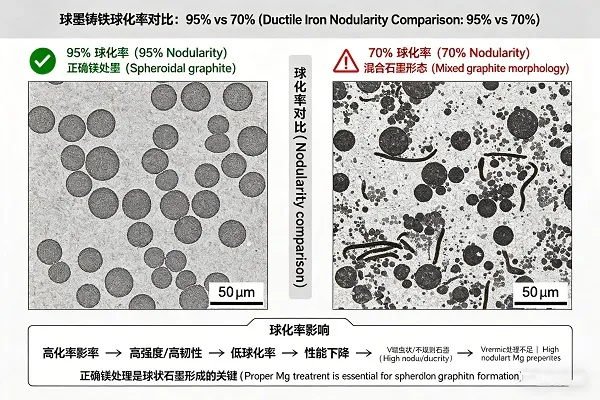
Các mục tiêu magie còn sót lại và sự hình thành nốt sần
Mối quan hệ giữa lượng Mg còn lại và độ kết tinh phụ thuộc vào độ dày mặt cắt, hàm lượng lưu huỳnh cơ bản và hàm lượng đất hiếm. Nguyên tắc chung:
| Lượng Mg còn lại (%) | Dự kiến có dạng nốt sần | Tính phù hợp của ứng dụng |
|---|---|---|
| 0,020–0,025% | 50–70% (hỗn hợp/dạng giun) | CGI (gang graphit nén), không dẻo |
| 0,030–0,035% | 80–90% | Mức tối thiểu cho gang dẻo, mức phù hợp cho các tiết diện dày. |
| 0,035–0,045% | 90–95% | Dòng gang dẻo tiêu chuẩn — mục tiêu cho hầu hết các ứng dụng |
| 0,045–0,055% | 95–98% | Gang dẻo cao cấp, tiết diện mỏng, yêu cầu độ kết tinh cao. |
| >0,060% | 95–98% + cacbua | Xử lý quá mức — nguy cơ bị nguội, giảm độ dẻo, tăng lượng xỉ |
Phạm vi tối ưu: Hàm lượng Mg dư 0,035–0,045% giúp cân bằng độ cứng của các khối cầu (>90%) với rủi ro và chi phí liên quan đến cacbua.
Nhu cầu sắt cơ bản để điều trị thành công
Bất kể phương pháp điều trị nào, chất lượng sắt cơ bản đều quyết định sự thành công:
- Lưu huỳnh: Phải nhỏ hơn 0,02% trước khi xử lý bằng Mg. Hàm lượng S cao sẽ tiêu thụ Mg dưới dạng MgS, làm giảm độ kết tinh của quặng. Sử dụng phương pháp khử lưu huỳnh (CaC₂, CaO hoặc soda ash) nếu hàm lượng S cơ bản vượt quá 0,025%.
- Lượng carbon tương đương: 4,2–4,4% là tối ưu. CE thấp hơn làm tăng xu hướng cacbua; CE cao hơn gây ra hiện tượng nổi graphit.
- Phốt pho: <0,05% — hàm lượng P cao gây ra hiện tượng giòn.
- Titan và crom: Minimize — đây là các chất xúc tiến cacbua giúp trung hòa magiê.
Khắc phục các lỗi thường gặp của gang dẻo
Độ hạt thấp (<80%)
- Nguyên nhân có thể là: Hàm lượng magie dư thấp, hàm lượng lưu huỳnh cơ bản cao (>0,02%), hiện tượng phai màu quá mức, thiếu hụt các nguyên tố đất hiếm.
- Giải pháp: Tăng lượng MgFeSi bổ sung, khử lưu huỳnh trước khi xử lý sắt cơ bản, giảm thời gian giữ nhiệt, bổ sung MgFeSi chứa nguyên tố đất hiếm.
Sự hình thành cacbua (làm nguội)
- Nguyên nhân có thể là: Xử lý quá mức (Mg >0,055%), lượng cấy thấp, hàm lượng carbon tương đương thấp, làm nguội nhanh ở các lát cắt mỏng.
- Giải pháp: Giảm lượng Mg bổ sung, tăng lượng Chất cấy sau (FeSiCa), điều chỉnh CE tăng lên (4,3-4,4%), sử dụng Chất cấy FeSiSr cho các lát cắt mỏng.
Độ xốp co ngót
- Nguyên nhân có thể là: Sự giãn nở than chì không đầy đủ do số lượng nốt sần thấp, chế độ cấp liệu kém, lượng Mg quá mức.
- Giải pháp: Tăng cường quá trình cấy vi sinh sau đó (đặc biệt là FeSiBa), tối ưu hóa hệ thống nâng, giảm lượng Mg dư xuống còn 0,035-0,040%.
Ví dụ minh họa: Chuyển đổi từ dây dạng sandwich sang dây dạng lõi
Một Xưởng đúc cỡ trung bình sản xuất 15.000 tấn/năm các linh kiện gang dẻo (giá đỡ ô tô và vỏ vi sai) gặp khó khăn với độ cầu không đồng nhất (78–92%) và tỷ lệ phế phẩm 8% do độ cầu thấp và sự hiện diện của cacbua. Sử dụng phương pháp ghép lớp với 1,2% MgFeSi, lượng Mg dư dao động từ 0,028% đến 0,052%.
Sau khi chuyển đổi sang tiêm dây lõi Với dây MgFeSi (6% Mg) ở mức bổ sung tương đương 0,7%, kết quả thu được rất ấn tượng:
- Hàm lượng Mg còn lại ổn định ở mức 0,038–0,042% (sai số <±0,003%).
- Tỷ lệ nốt sần luôn >92% (trung bình 95%)
- Tỷ lệ từ chối giảm từ 8% xuống 1,5%.
- Lượng tiêu thụ MgFeSi giảm 35% (tương đương 1,2% xuống 0,78%).
- Tiết kiệm hàng năm: 210.000 đô la Mỹ nhờ Hợp kim + 180.000 đô la Mỹ nhờ giảm lượng phế liệu.
- Thời gian hoàn vốn cho bộ cấp dây: 4 tháng
Các đề xuất theo ứng dụng
| Quy mô sản xuất | Phương pháp được đề xuất | Lý do chính |
|---|---|---|
| Xưởng đúc nhỏ (<1000 tấn/năm) | Sandwich hoặc Tundish | Vốn đầu tư thấp, đáp ứng được các yêu cầu chất lượng vừa phải. |
| Xưởng đúc cỡ trung bình (1000–5000 tấn/năm) | Ống dẫn hoặc dây có lõi | Hệ thống Tundish mang lại sự cải tiến đáng kể so với hệ thống dạng sandwich; dây lõi cung cấp tính nhất quán và giảm lượng Hợp kim tiêu hao. |
| Xưởng đúc lớn (>5000 tấn/năm) | Dây lõi | Độ đồng nhất vượt trội, chi phí Hợp kim thấp nhất, tự động hóa, khói thải tối thiểu, độ kết tinh cao nhất. |
| Các chi tiết đúc có tiết diện mỏng (<6 mm) | Dây lõi + cấy FeSiSr | Kiểm soát Mg chính xác giúp ngăn ngừa sự hình thành cacbua; Chất cấy Sr tăng cường khả năng chống đông cứng. |
| Các chi tiết đúc có tiết diện lớn (>100 mm) | Dây lõi + MgFeSi chịu lực RE | Cần giữ lại hàm lượng Mg cao hơn để quá trình đông đặc diễn ra lâu dài; RE làm chậm quá trình phai màu. |
Để đạt được độ cứng chắc đồng nhất trong gang dẻo cần có một phương pháp tiếp cận có hệ thống: lựa chọn phương pháp xử lý magie phù hợp với yêu cầu về lớp gỉ và chất lượng, duy trì kiểm soát nghiêm ngặt hàm lượng sắt cơ bản (đặc biệt là lưu huỳnh), thực hiện cấy magie sau xử lý một cách hiệu quả, và theo dõi lượng magie dư và thời gian suy giảm. Đối với hầu hết các xưởng đúc quy mô vừa và lớn, tiêm dây lõi Phương pháp này mang lại sự kết hợp tốt nhất giữa hiệu suất thu hồi, tính nhất quán, độ đồng đều và tổng chi phí — mặc dù phương pháp máng rót vẫn là một lựa chọn nâng cấp khả thi cho những người không thể đầu tư vào thiết bị cấp dây. Bright Alloys cung cấp Hợp kim MgFeSi (3-10% Mg, có chứa các nguyên tố đất hiếm), dây lõi và chất cấy ferrosilicon Để xử lý sau gia công, được hỗ trợ bởi tư vấn luyện kim nhằm tối ưu hóa quy trình gia công gang dẻo của bạn.