
Trong luyện thép hiện đại, xỉ không chỉ đơn thuần là lớp bảo vệ nổi trên thép lỏng — nó là một lò phản ứng hóa học phản ứng chi phối quá trình khử lưu huỳnh, hấp thụ tạp chất và ngăn ngừa tái oxy hóa. Thông số quan trọng nhất kiểm soát hiệu suất của xỉ là độ bazơ, thường được biểu thị bằng tỷ lệ oxit bazơ (CaO, MgO) so với oxit axit (SiO₂, P₂O₅). Hiểu sâu về hóa học xỉ cho phép các kỹ sư luyện kim thiết kế xỉ tối đa hóa khả năng khử lưu huỳnh đồng thời giảm thiểu mài mòn vật liệu chịu lửa và các khuyết tật liên quan đến tạp chất.
Bài viết này khám phá hóa học cơ bản của xỉ luyện thép, sự tương tác của chúng với các hợp kim khử oxy và các chiến lược thực tế để tối ưu hóa độ bazơ cho các mác thép và quy trình khác nhau.
Độ bazơ xỉ là gì? Định nghĩa tỷ lệ CaO/SiO₂
Độ bazơ (B) thường được biểu thị bằng tỷ lệ khối lượng của CaO so với SiO₂ trong xỉ. Tỷ lệ này quyết định sự sẵn có của các ion oxy tự do (O²⁻) trong xỉ nóng chảy, trực tiếp thúc đẩy các phản ứng khử lưu huỳnh và khử phốt pho. Xỉ được phân loại như sau:
- Xỉ axit (B < 1.0): Hàm lượng SiO₂ cao, CaO thấp. Khả năng khử lưu huỳnh kém, nhưng ít ăn mòn vật liệu chịu lửa axit. Hiếm khi được sử dụng trong tinh luyện thùng rót hiện đại.
- Xỉ trung tính (B = 1.0–2.0): Khả năng khử lưu huỳnh ở mức trung bình. Đôi khi được sử dụng cho một số mác thép cacbon.
- Xỉ bazơ (B > 2.0): Hàm lượng CaO sẵn có cao. Khả năng khử lưu huỳnh và hấp thụ tạp chất tuyệt vời. Tiêu chuẩn cho sản xuất thép sạch.
Đối với hầu hết các ứng dụng thép sạch, độ bazơ mục tiêu nằm trong khoảng từ 2,5 đến 4,5, với giá trị cao hơn dành cho các mác thép siêu thấp lưu huỳnh (ví dụ: thép ống, thép ổ bi và thép AHSS ô tô).
Phản ứng khử lưu huỳnh: Độ bazơ thúc đẩy loại bỏ lưu huỳnh như thế nào
Lưu huỳnh được loại bỏ khỏi thép thông qua phản ứng xỉ-kim loại. Phản ứng khử lưu huỳnh tổng thể có thể được viết như sau:
[S] + (O²⁻) → (S²⁻) + [O]
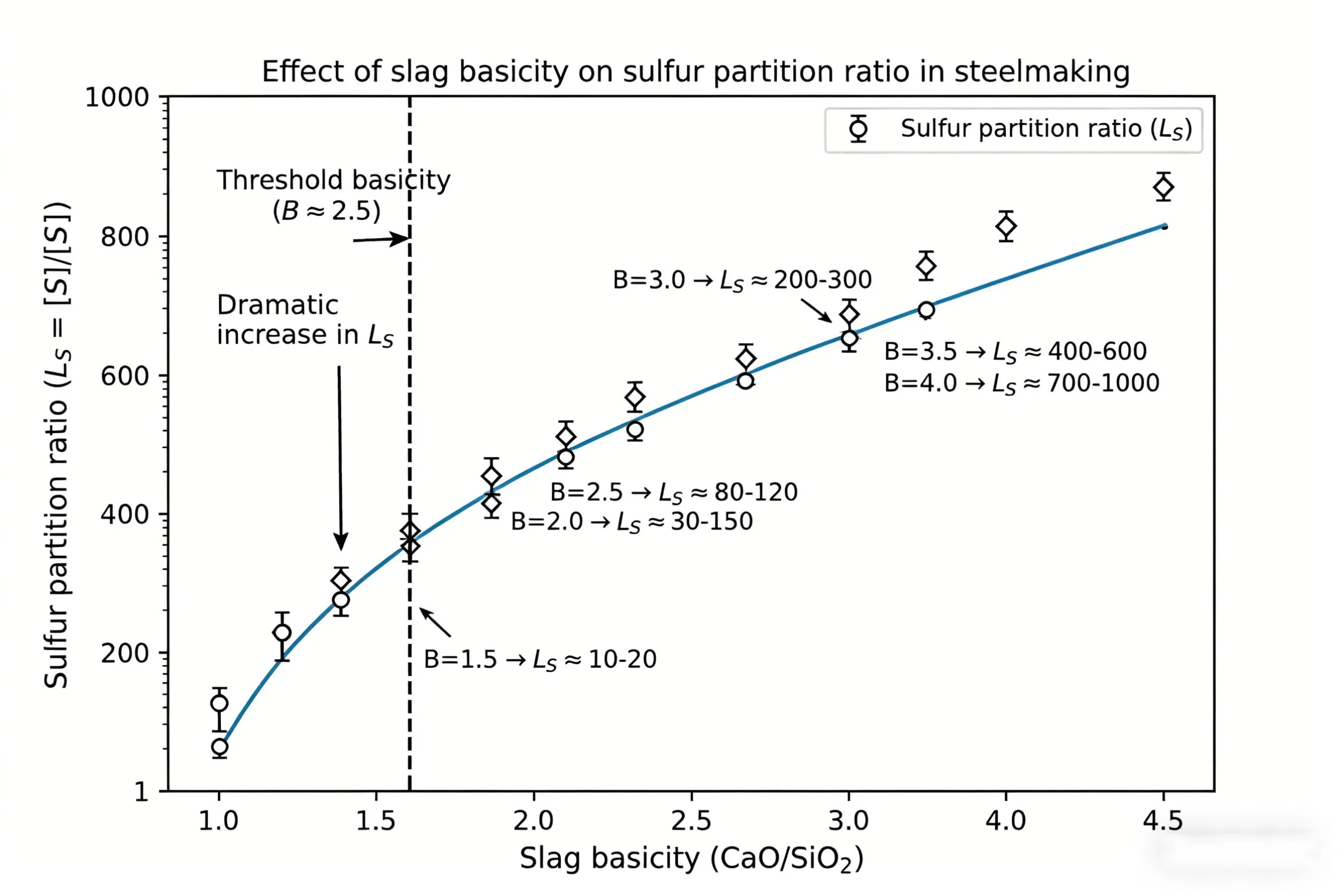
Các ion oxy tự do (O²⁻) được cung cấp bởi các oxit bazơ, chủ yếu là CaO. Tỷ lệ phân chia lưu huỳnh (Ls = [%S]xỉ / [%S]thép) tăng theo cấp số nhân với độ bazơ xỉ. Dữ liệu thực nghiệm cho thấy:
- Tại B = 1,5, Ls ≈ 20–50 → lưu huỳnh cuối cùng 0,015–0,030%
- Tại B = 2,5, Ls ≈ 80–150 → lưu huỳnh cuối cùng 0,008–0,015%
- Tại B = 3,5, Ls ≈ 200–400 → lưu huỳnh cuối cùng 0,003–0,008%
Tuy nhiên, chỉ riêng độ bazơ là chưa đủ. Hàm lượng FeO trong xỉ thấp (dưới 1%) và độ linh động của xỉ cao cũng quan trọng không kém để vận chuyển lưu huỳnh nhanh chóng đến bề mặt phân cách xỉ-kim loại.
Tương tác xỉ-tạp chất: Hấp thụ sản phẩm khử oxy
Khi các chất khử oxy như nhôm hoặc silic-mangan được thêm vào, chúng tạo thành các tạp chất oxit (Al₂O₃, MnO·SiO₂). Các tạp chất này phải được xỉ hấp thụ để ngăn chặn sự mắc kẹt của chúng trong thép đang đông đặc. Độ bazơ xỉ quyết định khả năng hấp thụ tạp chất và hóa học tạp chất thu được.
Hấp thụ Alumina (Al₂O₃): Xỉ có độ bazơ cao (B > 3,0) hòa tan alumina nhanh chóng, tạo thành các aluminat canxi trong xỉ. Khả năng hấp thụ tuân theo: Xỉ giàu CaO có thể chứa tới 30–40% Al₂O₃ trước khi bão hòa, trong khi xỉ axit nhanh chóng bị bão hòa, để lại các tạp chất alumina trong thép.
Đối với khử oxy bằng silic-mangan: Các tạp chất MnO·SiO₂ thu được ở dạng lỏng và dễ hấp thụ hơn, nhưng xỉ bazơ vẫn vượt trội hơn xỉ axit trong việc loại bỏ tạp chất tổng thể. Duy trì xỉ bazơ cũng ngăn ngừa sự tái hấp thụ lưu huỳnh và phốt pho từ xỉ trở lại thép.
Tối ưu hóa độ bazơ cho các mác thép khác nhau
Các mác thép khác nhau yêu cầu độ bazơ xỉ mục tiêu khác nhau. Dưới đây là hướng dẫn thực tế:
| Mác thép | Độ bazơ mục tiêu (CaO/SiO₂) | Mục tiêu chính | Lưu huỳnh cuối cùng điển hình (ppm) |
|---|---|---|---|
| Xây dựng / Thép cây | 1.8–2.5 | Khử lưu huỳnh cơ bản, hiệu quả chi phí | 150–300 |
| Kết cấu / HSLA | 2.5–3.5 | Khử lưu huỳnh tốt + kiểm soát tạp chất | 50–120 |
| Thép AHSS / DP ô tô | 3.0–4.0 | Lưu huỳnh thấp, tạp chất sạch cho khả năng tạo hình | 20–50 |
| Đường ống (API X70+) | 3.5–4.5 | Siêu thấp lưu huỳnh để chống nứt do hydro (HIC) | <15 |
| Thép ổ lăn / thép lò xo | 3.5–4.5 | Độ sạch tối đa, tuổi thọ mỏi | <10 |
Chiến lược thực tế để kiểm soát độ bazơ
Để đạt được và duy trì độ bazơ mục tiêu đòi hỏi kỹ thuật xỉ có hệ thống. Các thực hành chính bao gồm:
- Kiểm soát xỉ cuốn theo khi rót thép: Giảm thiểu xỉ lò BOF/EAF cuốn theo khi rót (mục tiêu < 5 kg/tấn). Xỉ có tính oxy hóa với hàm lượng FeO cao sẽ tiêu thụ chất khử oxy và làm giảm độ bazơ.
- Bổ sung xỉ bề mặt: Thêm vôi (CaO) và chất trợ dung tinh luyện tổng hợp để đạt độ bazơ mục tiêu. Cứ mỗi 1% tăng CaO, độ bazơ tăng khoảng 0,3–0,5 đơn vị tùy thuộc vào hàm lượng SiO₂.
- Bổ sung nhôm: Khử oxy bằng nhôm làm giảm FeO trong xỉ và gián tiếp tăng độ bazơ hiệu quả bằng cách hạ thấp thế oxy hóa.
- Tối ưu hóa tính linh động: Thêm fluorit (CaF₂) hoặc alumina để điều chỉnh độ nhớt xỉ ở độ bazơ cao — xỉ quá nhớt cản trở quá trình chuyển khối lưu huỳnh.
- Giám sát thời gian thực: Sử dụng máy phân tích XRF hoặc máy phân tích xỉ di động để kiểm tra độ bazơ trong quá trình xử lý thùng rót; điều chỉnh lượng vôi bổ sung cho phù hợp.

Sự đánh đổi: Độ bazơ so với Tuổi thọ vật liệu chịu lửa
Xỉ có độ bazơ cao (B > 4,0) ăn mòn vật liệu chịu lửa thùng rót MgO-C và MgO-spinel. Phản ứng hóa học: MgO(r) + CaO·SiO₂(l) tạo thành magie silicat có nhiệt độ nóng chảy thấp, làm tăng tốc độ mài mòn. Để cân bằng giữa tuổi thọ vật liệu chịu lửa và hiệu suất luyện kim:
- Đối với các mác thép thông thường, duy trì B = 2,5–3,0 — khử lưu huỳnh đầy đủ với mức mài mòn vật liệu chịu lửa vừa phải.
- Đối với các mác thép siêu thấp lưu huỳnh, sử dụng thời gian xử lý ngắn và cân nhắc xỉ bão hòa MgO (thêm vôi dolomit) để giảm sự hòa tan MgO.
- Áp dụng phương pháp phun xỉ sau khi rót để phủ lên vật liệu chịu lửa một lớp bazơ bảo vệ.
Nghiên cứu điển hình: Tối ưu hóa xỉ cho thép ống
Một nhà máy thép sản xuất ống API X70 gặp phải tình trạng hàm lượng lưu huỳnh không ổn định (25–60 ppm) và đôi khi xảy ra sự cố nứt do hydro (HIC). Độ bazơ xỉ ban đầu dao động từ 2,0 đến 3,2 do việc bổ sung vôi không nhất quán và xỉ BOF cuốn theo. Sau khi thực hiện quy trình kỹ thuật xỉ có mục tiêu — hạn chế xỉ cuốn theo ở mức 4 kg/tấn, thêm 8 kg/tấn xỉ tổng hợp giàu CaO, và duy trì B = 3,8–4,2 — hàm lượng lưu huỳnh ổn định dưới 12 ppm. Thử nghiệm HIC đạt yêu cầu với không vết nứt, và tuổi thọ vật liệu chịu lửa chỉ giảm 8%, một sự đánh đổi chấp nhận được cho sự cải thiện chất lượng.
Tối ưu hóa độ bazơ xỉ không chỉ đơn thuần là một bài tập hóa học — đó là một đòn bẩy chiến lược kết nối thực hành khử oxy, kỹ thuật tạp chất, loại bỏ lưu huỳnh và quản lý vật liệu chịu lửa. Bằng cách hiểu được sự tương tác giữa tỷ lệ CaO/SiO₂, sự phân bố lưu huỳnh và sự hấp thụ tạp chất, các nhà sản xuất thép có thể sản xuất thép sạch hơn, bền hơn và đáng tin cậy hơn một cách nhất quán. Bright Alloys cung cấp ferrosilicon, silicon-mangan và phụ gia xỉ tổng hợp có độ tinh khiết cao để hỗ trợ mọi khía cạnh của luyện kim thùng rót hiện đại.