晶粒細化是鋁錠生產商最具成本效益的冶金工具之一。添加 鋁鈦硼中間合金 (通常為 AlTi5B1 或 AlTi3B3)可將粗大的柱狀晶轉變為細小的等軸晶組織,從而顯著提升機械性能、減少熱裂傾向,並改善後續加工性能。然而,許多熔鑄車間因添加技術不當、攪拌不足或忽略衰退效應,未能充分發揮晶粒細化的潛力。
本文提供一份實用指南,說明如何透過鋁鈦硼中間合金優化晶粒細化,內容涵蓋等級選擇、添加最佳實務、衰退管理,以及證明每公斤中間合金投入皆值得的性能提升。
為何晶粒細化至關重要
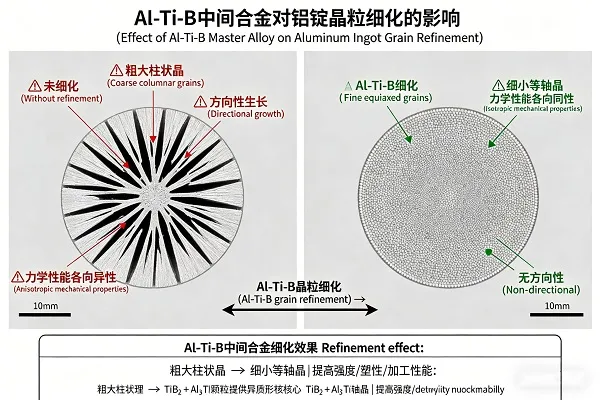
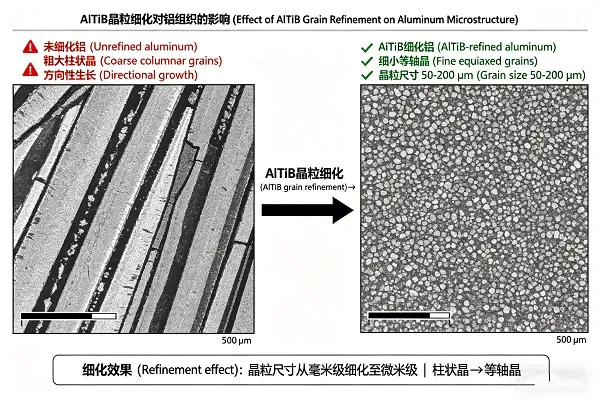
未經細化的鋁凝固時會形成從模壁定向生長的粗大柱狀晶。此結構具有多項缺點:
- 機械性能不佳: 粗大晶粒降低降伏強度與伸長率
- 熱裂敏感性高: 柱狀晶間結合不良,凝固時易產生裂紋
- 偏析: 大晶粒促進合金元素的微觀偏析
- 陽極處理反應不一致: 晶粒取向差異導致表面外觀不均
- 補縮能力下降: 晶間補縮不良增加縮鬆
細小的等軸晶(通常直徑 100–300 μm)可解決上述所有問題,生產出更強、更具延展性且更一致的鋁錠。
作用機制:Al-Ti-B 如何運作
鋁鈦硼中間合金含有兩種關鍵金屬間化合物相,可作為鋁晶粒的形核點:
- TiB₂(二硼化鈦)粒子: 這些是主要的形核劑。TiB₂ 具有與鋁相似的晶體結構和較低的晶格錯配度,是優異的異質形核基質。典型的 TiB₂ 粒徑為 0.5–3 μm。
- TiAl₃(三鋁化鈦)粒子: 這些粒子在保溫過程中溶解,釋放出鈦進入溶液。溶解的鈦會降低鋁晶粒的生長速率,為 TiB₂ 粒子提供更多形核新晶粒的機會。
晶粒細化效率取決於 活性 TiB₂ 粒子的數量 和 溶解鈦含量。不良的添加實務可能使 TiB₂ 粒子失活(透過團聚或沉降),或使鈦損失於氧化浮渣中。
選擇合適的 Al-Ti-B 等級
兩種商業等級主導鋁晶粒細化市場:
| 等級 | 成分 | Ti:B 比 | 典型添加量 | 最佳應用 |
|---|---|---|---|---|
| AlTi5B1 (最常見) | 5% Ti, 1% B | 5:1 | 1–3 公斤/噸 | 通用鋁合金、鑄造合金、擠壓錠、軋製錠 |
| AlTi3B3 (高硼) | 3% Ti, 3% B | 1:1 | 0.5–1.5 公斤/噸 | 高矽合金(>7% Si)、晶粒細化困難的合金、薄壁鑄件 |
| AlTi5B0.6 (低硼) | 5% Ti, 0.6% B | 8.3:1 | 1–3 公斤/噸 | 特殊合金,特定擠壓等級 |
選用指南: 大多數應用從 AlTi5B1 開始。如果在高矽合金(>7% Si)中遇到衰退或細化不足,請改用 AlTi3B3。較高的硼含量可提供更多 TiB₂ 粒子作為成核點。
正確添加技術:成功的關鍵
添加 Al-Ti-B 母合金並非簡單地將棒材或華夫餅塊投入爐中。請遵循以下經過驗證的做法:
添加溫度
- 最佳範圍: 710–740°C
- 過低(<690°C): 母合金溶解不完全;TiB₂ 粒子可能無法分散
- 過高(>760°C): 加速粒子粗化(奧斯特瓦爾德熟化),效率降低,氧化增加
添加形式與位置
- 棒材形式(直徑 19–25 mm): 在轉注過程中將其餵入金屬流中,或將其浸入爐內。避免將其丟在熔體頂部的浮渣層上。
- 華夫餅塊或板狀形式: 在合金化過程中添加到爐中。確保母合金快速浸沒;必要時使用浸入鐘罩。
- 線圈形式(用於在線添加): 在澆鑄過程中連續餵入流槽。這可在凝固前直接提供新鮮的 TiB₂ 粒子——衰退最小化。
攪拌要求
攪拌是無可妥協的。 添加後,使用機械或電磁攪拌徹底攪拌熔體 5–10 分鐘 攪拌不足會導致:
- TiB₂ 粒子團聚和沉澱
- 鑄錠內部晶粒尺寸不均勻
- 不同爐次間細化效果不一致
了解與管理衰退
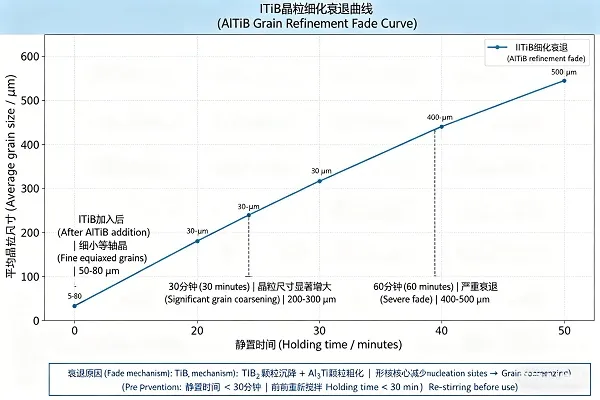
衰退 是指在添加母合金後,晶粒細化效果隨時間逐漸喪失的現象。衰退的發生是由於:
- 粒子沉澱: TiB₂ 粒子(密度 4.5 g/cm³)比鋁(2.7 g/cm³)重,會隨時間沉澱到爐底
- 粒子團聚: TiB₂ 粒子碰撞形成團簇,減少了活性成核點的數量
- 中毒: 某些元素(Zr、Cr、Mn、高含量 Si)會使 TiB₂ 粒子表面失活
- 溶解鈦的損失: 鈦氧化進入浮渣層
衰退時間線與管理策略
| 添加後時間 | 預期晶粒尺寸 | 建議行動 |
|---|---|---|
| 0–15 分鐘(最佳細化期) | 100–200 μm(優異) | 立即澆鑄以獲得最佳效果 |
| 15–30 分鐘 | 200–300 μm(良好) | 對大多數應用可接受 |
| 30–60 分鐘 | 300–500 μm(一般) | 澆鑄前重新攪拌;考慮補充母合金 |
| >60 分鐘 | 500–1000+ μm(差) | 添加新鮮母合金;重新設計工藝以縮短保溫時間 |
衰退管理最佳實踐:
- 15 分鐘內澆鑄 盡可能在 Al-Ti-B 添加後
- 對於較長的保溫時間: 使用在線添加(餵線機)直接進入流槽,完全消除衰退
- 澆鑄前重新攪拌 如果保溫超過 30 分鐘,請在澆鑄前重新攪拌——這會使沉澱的 TiB₂ 粒子重新懸浮
- 對於高矽合金(>7% Si): 使用 AlTi3B3,因其具有更高的粒子密度,抗衰退性能更好
對機械性能的影響
Hall-Petch 關係式(σ_y = σ_0 + k·d^{-1/2})量化了晶粒尺寸對屈服強度的影響。晶粒越細,材料強度越高。對於鋁合金,適當的晶粒細化通常可實現:
- 屈服強度提升: 與未細化材料相比,屈服強度提高 15–25%
- 延伸率改善: 延伸率提高 20–40%
- 熱裂減少: 熱裂減少 50–80%
- 疲勞壽命延長: 疲勞壽命延長 2–5 倍
對於鑄造鋁合金(例如 A356),晶粒細化還能改善凝固過程中的補縮,減少微縮鬆。
中毒:它是什麼以及如何避免
晶粒細化中毒 當合金中的某些元素使 TiB₂ 成核點失活時,就會發生晶粒細化中毒。已知的中毒元素包括:
- 鋯 (Zr): 形成與鋁晶格匹配性差的 (Ti,Zr)B₂ 粒子
- 鉻 (Cr): 與 Zr 類似的中毒機制
- 錳 (Mn): 高含量(>0.5%)時為輕度毒物
- 極高含量(>10%)的矽 (Si): 可能降低 TiB₂ 的潤濕性
中毒合金的解決方案:
- 將添加量提高 50–100% 以克服中毒
- 改用 AlTi3B3(每公斤提供更多 TiB₂ 粒子)
- 使用在線添加(餵線機)以最小化添加與凝固之間的時間
- 對於嚴重中毒的系統,考慮替代細化劑(例如 Al-Ti-C)
不同鋁合金系列的晶粒細化
| 合金系列 | 典型晶粒尺寸目標 | 推薦的 Al-Ti-B 等級 | 添加量(公斤/噸) | 特殊考量 |
|---|---|---|---|---|
| 1xxx(純鋁) | 100–200 μm | AlTi5B1 | 1–2 | 易於細化;低添加量足夠 |
| 3xxx(Al-Mn) | 150–250 μm | AlTi5B1 | 1.5–2.5 | 錳可能引起輕度中毒 |
| 5xxx(Al-Mg) | 150–250 μm | AlTi5B1 | 1.5–2.5 | 無特殊問題 |
| 6xxx(Al-Mg-Si) | 100–200 μm | AlTi5B1 | 1–2 | 反應極佳;用於擠壓鑄棒 |
| 7xxx(Al-Zn-Mg) | 120–220 μm | AlTi5B1 | 1.5–3 | 較高的 Zr 含量可能需要增加添加量 |
| Al-Si 鑄造合金(A356, A380) | 100–250 μm | AlTi5B1 或 AlTi3B3 | 1–2(AlTi5B1)或 0.5–1(AlTi3B3) | 對於 >7% Si,優先選用 AlTi3B3 |
品質控制:驗證晶粒細化效果
為確保一致的晶粒細化效果,請實施以下驗證步驟:
- 巨觀腐蝕檢測: 切割鑄錠並用 10–20% NaOH 蝕刻以顯露晶粒組織。與參考標準進行比較。
- 線性截距法: 使用ASTM E112標準測量平均晶粒尺寸。目標晶粒尺寸取決於合金及應用,但一般來說,對於大多數鑄錠產品,小於300 μm是可接受的。
- 熱分析: 監控凝固過程中的溫度平台。經細化處理的鋁會因更多的成核點而呈現更長、更平坦的平台。
- 熱裂紋檢查: 鑄造試驗中熱裂紋的減少證實了有效的細化效果。
案例:擠壓鑄棒的轉變
一家生產建築用6063鋁鑄棒的擠壓廠,因不同爐次間晶粒尺寸不穩定(300–800 μm),導致擠壓速度不一致且表面光潔度差。其原有做法是每噸添加1.5公斤AlTi5B1,但缺乏標準化的攪拌或衰退管理。
在實施優化的晶粒細化工藝後:
- AlTi5B1添加量維持在每噸1.5公斤
- 機械攪拌時間從添加後的2分鐘增加到8分鐘
- 澆鑄前的保溫時間限制在最多20分鐘
- 為關鍵訂單安裝了線上餵絲機
三個月後的結果:
- 晶粒尺寸穩定在120–180 μm(變異係數降低70%)
- 擠壓速度提高18%(相同壓機,相同模具)
- 表面光潔度提升至A級陽極氧化品質
- 表面缺陷廢品率從5.2%降至1.1%
- 因減少廢料和提高生產率而節省的年度成本:320,000美元
經驗教訓: 正確的工藝能將中間合金投資的價值倍增。
常見晶粒細化問題的故障排除
| 問題 | 可能原因 | 解決方案 |
|---|---|---|
| 粗大晶粒(>500 μm) | 添加量不足、無攪拌、過度衰退、中毒 | 增加添加量,確保攪拌5-10分鐘,在15分鐘內澆鑄,檢查Zr/Cr含量 |
| 晶粒尺寸不一致(雙峰分佈) | 混合不良、顆粒團聚、局部攪拌不足 | 改善攪拌模式,在多個位置添加中間合金,使用電磁攪拌 |
| 添加後無細化效果 | 合金中毒(Zr, Cr)、TiB₂顆粒沉降、溫度過低 | 檢查合金化學成分,澆鑄前重新攪拌,確認熔體溫度高於710°C |
| 衰退發生過快(<15分鐘) | 顆粒分佈不良、高矽含量、低硼含量 | 改用AlTi3B3,使用線上添加,每次澆注前重新攪拌 |
Al-Ti-B中間合金是鋁錠生產中最強大且最具成本效益的晶粒細化工具,但其效果完全取決於正確的操作。通過選擇合適的牌號(大多數合金用AlTi5B1,高矽或挑戰性應用用AlTi3B3),在正確的溫度(710–740°C)下添加,徹底攪拌(5–10分鐘),管理衰退(在15分鐘內澆鑄或重新攪拌),並通過巨觀腐蝕檢測驗證結果,熔煉車間可以獲得細小、等軸的晶粒組織,從而實現優異的機械性能、減少熱裂紋,並確保每爐產品品質穩定。Bright Alloys供應 AlTi5B1、AlTi3B3和AlTi5B0.6中間合金 以桿狀、華夫餅狀和線圈形式,並提供冶金技術支持以優化您的晶粒細化實踐。