
鋁錠生產是一個高產量、利潤率極低的行業,每個百分點的成品率都至關重要。然而,許多熔煉廠會因熔渣損失5%至15%的金屬,因氫孔隙或表面缺陷而報廢2%至5%的鋁錠,並且難以保證各爐次鋁錠成分的一致性。這些損失並非不可避免——透過規範的熔煉過程、正確的助熔劑和脫氣處理以及精確的合金配比控制,這些問題都可以解決。
本文提供了一些經過驗證的實用策略,以最大限度地提高鋁錠鑄造的產量和質量,並專注於三個關鍵因素: 減少浮渣、消除氫孔隙、提高化學成分一致性.
鋁錠質量的三大支柱
成功的鋁錠生產依賴於三個相互關聯的品質支柱:
- 極少產生浮渣 ——回收原本會變成廢料的金屬
- 無孔隙 — 消除因氫氣引起的空隙,這些空隙會導致重熔問題和顧客拒收。
- 穩定的化學反應 — 每次加熱都符合規範限制,且變化極小
每個支柱都需要具體的做法,但它們共同構成了一個完整的品質系統。
第一支柱:減少浮渣形成
熔渣——形成於熔融鋁表面的富含氧化物的層——是鋁熔煉車間金屬損失的最大來源。依合金種類、爐型和操作規程的不同,熔渣的產生量佔熔體重量的1%到10%以上不等。熔渣由氧化鋁(Al₂O₃)和夾雜其中的金屬鋁組成。關鍵在於最大限度地減少從熔渣中回收的金屬鋁,並從根本上防止熔渣的形成。
浮渣形成機制
- 表面氧化: 熔融鋁與爐內氣氛反應生成氧化鋁(Al₂O₃)皮。
- 湍流: 裝料、攪拌和敲擊過程中產生的飛濺和攪拌會使空氣滯留在物料中,加劇氧化反應。
- 溫度: 溫度升高會呈指數級加速氧化-溫度每比最低溫度高50°C,浮渣就會增加30-50%。
- 雜質: 鎂和其他活性元素會增加浮渣的形成傾向
行之有效的浮渣去除策略
- 利用覆蓋通量(鹽通量): 在熔體表面塗覆一層鹽熔劑(添加氟化物的氯化鈉-氯化鉀混合物),可將鋁與空氣隔離,進而減少氧化。每噸熔體使用3-8公斤鹽熔劑。
- 盡量降低爐溫: 操作溫度應盡可能低,以適應該合金的特性。對於大多數鑄造合金,保溫溫度應為 700–730°C,而不是 750–780°C。
- 避免不必要的攪拌: 每次攪拌都會破壞保護性的氧化層,並產生新的氧化表面。僅在需要調整成分或保持溫度均勻時才進行攪拌。
- 使用惰性氣體保護: 對於高價值合金,可在爐內通入氮氣或氬氣以置換氧氣。這可以減少40%至60%的熔渣。
- 浮渣處理: 使用浮渣壓機或旋轉鹽爐從產生的浮渣中回收 60-80% 的金屬鋁。

第二支柱:控制氫孔隙率
氫孔隙是鋁鑄件中最常見的內部缺陷。氫易溶於熔融鋁(700℃時溶解度約為0.65 cm³/100g),但幾乎不溶於固態鋁(660℃時溶解度約為0.036 cm³/100g)。當鋁凝固時,過量的氫會形成氣泡,這些氣泡會被困在鑄件內部形成孔隙。這些孔隙會降低鑄件的機械性能,導緻密封鑄件洩漏,並在熱處理過程中引起表面起泡。
氫的來源
- 水蒸氣: 主要來源-潮濕的空氣、潮濕的廢料、助熔劑中的水分或潮濕的耐火材料
- 碳氫化合物污染: 廢料中的油、油脂或有機殘留物
- 水合氧化物: 廢料表面的氫氧化鋁在加熱時會釋放水蒸氣。
有效的脫氣方法
| 方法 | 典型的氫還原反應 | 最適合 | 限制 |
|---|---|---|---|
| 透過石墨槍進行槍管脫氣(氮氣或氬氣) | 減少40-60%。 | 小型爐,批量操作 | 不一致,取決於操作符 |
| 旋轉葉輪脫氣 | 減少70-90%。 | 中大型熔爐,連鑄 | 設備成本較高,但效果極佳 |
| 線上脫氣(旋轉式或多孔塞式) | 減少75%至90%。 | 大批量連鑄 | 資本密集型,需要洗錢系統 |
旋轉式脫氣最佳實踐: 根據熔體尺寸,使用氬氣(首選)或氮氣,流量為 10–20 公升/分鐘,持續 10–20 分鐘。保持攪拌器轉速在 300–500 轉/分鐘。脫氣後,靜置 5–10 分鐘,待氣泡上升且氫氣逸出後再進行澆鑄。
在線氫氣測量
無法控制無法測量的事物。投資購買線上氫氣分析儀(例如 ALSCAN、ALSPEK 或減壓測試儀)以在鑄造前驗證氫氣含量。目標含量:
- 高端航空航天/汽車: <0.10 mL/100g 鋁
- 通用工程鑄件: <0.15 mL/100g 鋁
- 用於重熔的錠: <0.20 mL/100g 鋁
支柱三:穩定的化學成分
滿足合金元素(Si、Fe、Cu、Mn、Mg、Zn、Ti 等)的規格要求,並將偏差降至最低,對於客戶驗收和後續加工至關重要。而要確保一致性,則需要精確添加中間合金元素並進行有效的熔體處理。
添加母合金的最佳實踐
中間合金 (例如,AlSi、AlCu、AlMn、AlTiB、AlSr)與純金屬相比,能夠更有效率、更精確地添加合金元素。最佳實踐包括:
- 預熱母合金 添加前先加熱至200–300°C,以避免熱衝擊和水分。
- 在適當的溫度下加入: 大多數中間合金的溶解溫度為 720–750°C;溫度過高會加速氧化,溫度過低會減緩溶解。
- 充分攪拌 加入後-用機械或電磁攪拌5-10分鐘,確保混合均勻。
- 抽樣並驗證 鑄造前;至少三個爐膛位置取樣
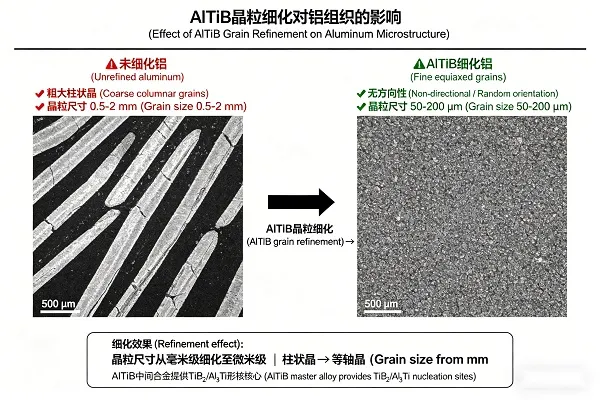
利用AlTiB進行晶粒細化
AlTiB(鋁-鈦-硼)中間合金 是鋁合金晶粒細化的業界標準。細小的等軸晶粒可以改善進給,減少熱裂紋,並提高機械性能。典型添加量:
- AlTi5B1(5% Ti,1% B):一般應用 1–3 kg/ton
- AlTi3B3(3% Ti,3% B):0.5–1.5 kg/噸,用於提高硼敏感性
- 澆鑄過程中(線上)添加,或在澆鑄前 5-10 分鐘(爐內)添加。
- 避免過度處理-過量的鈦或硼會形成粗大的金屬間化合物。
共晶矽(鋁矽合金)的改性
對於鋁矽鑄造合金(例如,A356、A380), 鍶(AlSr10)或鈉改性 將粗糙、易碎的矽片轉化為細小的纖維狀共晶矽,顯著提高延展性。最佳實踐:
- AlSr10 添加量:0.2–0.5 公斤/噸(目標鍶含量 100–300 ppm)
- 脫氣後添加(鍶會與脫氣氣體反應)
- 褪色過程持續30-60分鐘-修改後立即進行。
整合熔化實務工作流程
為了確保鋁錠品質穩定,請遵循以下經過驗證的步驟:
- 準備工作: 將廢鋁和原鋁乾燥、清潔。去除油污、油漆和有機污染物。
- 融化: 盡量減少過熱度-熔化溫度達到 720–740°C,避免超過 760°C。
- 添加覆蓋焊劑: 熔化後立即加入鹽覆蓋助熔劑(3-5公斤/噸)以防止氧化。
- 合金化: 在 730–750°C 下加入中間合金(AlSi、AlCu、AlMn 等),並充分攪拌。
- 抽樣和分析: 核對成分;必要時進行調整。
- 脫氣: 用氬氣進行旋轉脫氣10-20分鐘。之後測量氫氣含量。
- 晶粒細化: 澆鑄後 10 分鐘內加入 AlTiB(1-2 公斤/噸)。
- 改質(如果是鋁矽合金): 脫氣後加入 AlSr10(0.2–0.5 kg/噸),30 分鐘內澆鑄。
- 最後瀏覽一次: 澆鑄前立即去除浮渣。
- 鑄件: 保持澆注溫度和速度的穩定。
常見缺陷及糾正措施
| 缺點 | 視覺/感官指示 | 根本原因 | 糾正措施 |
|---|---|---|---|
| 氧化物浮渣(過量) | 厚厚的乾燥浮渣層;回收率低 | 高溫、暴露於空氣中、無覆蓋焊劑 | 降低溫度,添加覆蓋焊劑,使用惰性氣體保護層 |
| 氫孔隙率 | 骨折面或X光片上的針孔 | 潮濕的廢料、潮濕的環境、脫氣不足 | 廢料預熱、乾燥助熔劑、氬氣旋轉脫氣、線上氫氣測量 |
| 粗晶結構 | 蝕刻表面上的大型柱狀晶粒 | 晶粒未細化,冷卻速率低 | 加入 AlTiB 中間合金(1-2 公斤/噸) |
| 表面起泡 | 熱處理後起水泡 | 溶液處理過程中溶解氫膨脹 | 鑄造前減少氫氣含量,並以減壓試驗進行驗證 |
| 成分不符合規格 | 客戶限制範圍外的化學品 | 混合不均勻、母合金添加不當、偏析 | 改良攪拌,預熱母合金,用光譜儀驗證 |
案例:將收益率從 88% 提高到 95%
年產4萬噸A356合金錠的二次鋁冶煉廠,熔體產率為88%,其中12%因浮渣及其他因素損失。在實施了一項全面的改進計劃後,包括:
- 鹽覆蓋通量施用量從2公斤/噸增加到6公斤/噸
- 爐溫從760℃降至720℃保溫溫度
- 旋轉式脫氣取代了噴槍式脫氣
- AlTiB晶粒細化標準化
- 採用壓渣法從浮渣中回收金屬
六個月後的結果:
- 熔體產率從 88% 提高到 94.5%(提高了 6.5%)
- 每年新增可販賣金屬量:2600噸
- 因孔隙率問題導致的客戶拒收率從 4.2% 下降到 0.7%。
- 以目前鋁價計算,每年可節省 450 萬美元。
- 脫氣機和浮渣壓榨機的投資回收期:8 個月
在鋁錠生產中,要最大限度地提高產量和質量,需要係統地關注浮渣減少、氫氣控制和成分一致性。透過實施本文概述的最佳實踐——覆蓋熔劑、降低溫度、有效脫氣、精確控制母合金以及細化晶粒——鋁熔煉車間可以減少金屬損耗、消除氣孔缺陷,並交付符合最嚴格規格的鋁錠。 Bright Alloys 供應 鋁中間合金(AlSi、AlCu、AlMn、AlTiB、AlSr10、AlB)、晶粒細化劑及脫氣助熔劑 為高品質鋁錠生產的各個環節提供支援。