矽是鋁鑄造合金中最重要的合金元素。超過85%的鋁鑄件都採用鋁矽合金製造-從A356汽車輪圈到A380引擎缸體,沒有例外。這種主導地位並非偶然:矽能夠顯著提升鑄造性能,同時賦予合金優異的強度、延展性和耐腐蝕性。
本文闡述了矽含量如何影響鋁合金錠在鑄造過程中的行為以及最終成品的物理性能。無論您是為砂型鑄造、永久模鑄造還是高壓鑄造指定錠材,了解矽的作用對於品質和成本控制都至關重要。
為什麼選擇矽?冶金學原理
在鋁鑄造合金中添加矽主要出於以下幾個原因:
- 極佳的拋投性能: 矽能顯著提高流動性,使熔融金屬能夠填滿薄壁區域和複雜的模具幾何。
- 低縮水率: 鋁矽合金的凝固範圍較窄(尤其是在共晶成分附近),可減少熱裂紋和縮孔。
- 輕的: 矽(密度 2.33 克/立方公分)比鋁(密度 2.70 克/立方公分)輕,因此較高的矽含量可減輕鑄件重量。
- 良好的機械性質: 矽顆粒可以增強合金的強度,同時保持其延展性(尤其是在改性後)。
- 優異的耐腐蝕性: 矽改善鈍化性能
- 低熱膨脹係數: 高矽合金的熱膨脹係數較低,是精密零件的理想材料。
來源:用於合金化的高純度矽金屬
鋁矽鑄造合金的品質始於用作合金添加劑的矽金屬。對於優質鋁鑄件而言, 高純度矽金屬 避免引入可能降低機械性能和鑄造性能的有害雜質至關重要。 Bright Alloys 提供適用於鋁合金生產的各種矽金屬牌號:
- 97級矽金屬 (矽含量最低97%)-適用於對純度要求不高的通用鋁鑄造合金,是一種經濟實惠的選擇。
- 331級矽金屬 (99.3% Si)-大多數鋁矽鑄造合金的標準等級,兼顧純度和成本。
- 441級矽金屬 (99.1% Si,低鐵、鋁、鈣)-適用於對化學成分要求穩定且鐵含量較低的高檔鑄件。
- 553級矽金屬 (98.5% Si)-廣泛用於標準鑄造合金,大批量生產性價比高
- 1101級矽金屬 (99.7% 矽,超低雜質)-適用於對純度和一致性要求極高的航空航太和高性能鑄件
矽金屬等級的選擇直接影響最終合金的雜質含量——特別是鐵、鈣和鋁——進而影響鑄造流動性、陽極氧化反應和機械性能。
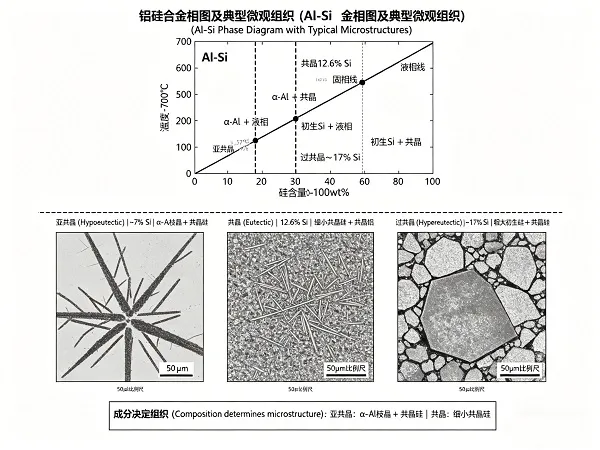
鋁矽相圖:亞共晶、共晶與過共晶
鋁矽相圖是理解這些合金的基礎。其關鍵特徵是: 共晶點為矽含量12.6%和577°C.
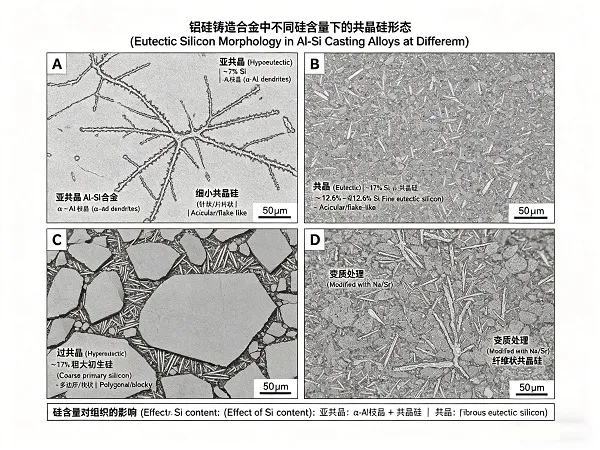
亞共晶合金(< 12.6% Si)
例如: A356 (7% Si)、A357 (7% Si)、A319 (6% Si)、A356.2 (7% Si)
微觀結構: 原鋁枝晶 + 枝晶間區域的鋁矽共晶體
特徵: 具有良好的延展性,強度和延伸率兼備,廣泛用於對耐壓性和抗疲勞性能要求較高的結構鑄件。通常採用鍶或鈉改性,將針狀矽片轉化為纖維狀結構,進而將延展性提高2-3倍。
共晶合金(含矽量12.6%)
例如: A413(12% Si),LM6(12% Si)
微觀結構: 完全共晶-鋁和矽的精細混合物
特徵: 流動性極佳,收縮率極低,密封性優異,耐腐蝕性佳。鑄造性能在所有鋁矽合金中最佳。強度和延展性適中(改性後可進一步提高)。是製造複雜薄壁鑄件、液壓元件和精密壓鑄件的理想選擇。
過共晶合金(矽含量>12.6%)
例如: A390(17% 矽)、A390.1(17-18% 矽)、A391(19% 矽)
微觀結構: 初生矽晶體 + 鋁矽共晶體
特徵: 熱膨脹係數極低(17-19 ppm/°C),耐磨性優異,硬度高,高溫強度良好。初生矽顆粒作為硬質耐磨相發揮作用。需要特殊處理(磷晶種處理)來純化初生矽。加工難度高(需鑽石刀具)。用於製造引擎缸體、活塞、汽缸套和耐磨零件。
對鑄造性能的影響
流動性(熔融金屬流動)
流動性隨矽含量的增加而提高,直到達到共晶點,之後則下降。當矽含量為0%時,鋁的流動性很差。當矽含量為7%(A356)時,流動性比純鋁增加約50%。當矽含量為12%(A413)時,流動性達到最大值,比純鋁增加約100%。這就是為什麼薄壁壓鑄件(截面厚度1-2毫米)通常使用近共晶合金的原因。
熱撕裂(開裂)敏感性
當凝固金屬無法承受收縮應力時,就會發生熱裂。共晶合金的凝固溫度範圍很窄(僅約5℃),因此熱裂的發生率很低。含矽量5-9%的亞共晶合金的熱裂敏感性為中等。含矽量低於3%的合金(例如2xxx系列)熱裂敏感度極高,很少採用砂型鑄造或永久模鑄造。
收縮和餵養
隨著矽含量的增加,總凝固收縮率降低:純鋁:體積收縮率約為 6.6%。 A356(含 7% 矽):收縮率約 4.5%。 A413(含 12% 矽):收縮率約 3.8%。 A390(含 17% 矽):收縮率約 3.0%。收縮率越低,冒口越小,成品率越高,孔隙率越低。
對物理和機械性質的影響
| 財產 | 低矽(<5%) | 中矽(5-9%) | 高矽(12-18%) | 實際意義 |
|---|---|---|---|---|
| 抗拉強度(鑄態) | 低(約120-150兆帕) | 良好(~180-240 MPa) | 中(約150-200兆帕) | 亞共晶鋼經熱處理後強度最高(A356-T6:抗拉強度為 310 MPa) |
| 伸長率(延展性) | 高(約10-15%) | 良好(約5-12%) | 低(約1-3%) | 高矽含量會降低延展性;改質可以恢復亞共晶合金的部分延展性。 |
| 硬度(布氏硬度) | 低(約30-40 HB) | 中(約60-90 HB) | 高(~100-150 HB) | 過共晶合金非常適合耐磨應用 |
| 密度(克/立方厘米) | 2.70-2.71 | 2.67-2.69 | 2.62-2.66 | 與共晶合金相比,使用更高純度的合金可減輕 1-3% 的重量。 441級 或者 553 矽金屬 有助於在實現這些密度優勢的同時保持較低的雜質水平) |
| 熱膨脹係數(10⁻⁶/°C) | 23-24 | 21-22 | 17-19 | 高矽含量可降低熱膨脹係數-這對活塞和精密零件至關重要。 |
| 熱導率(W/m·K) | 約200 | 約150-170 | 約120-140 | 矽含量高時導熱係數較低-對於大多數鑄件來說可以接受,但對於熱交換器則需謹慎考慮。 |
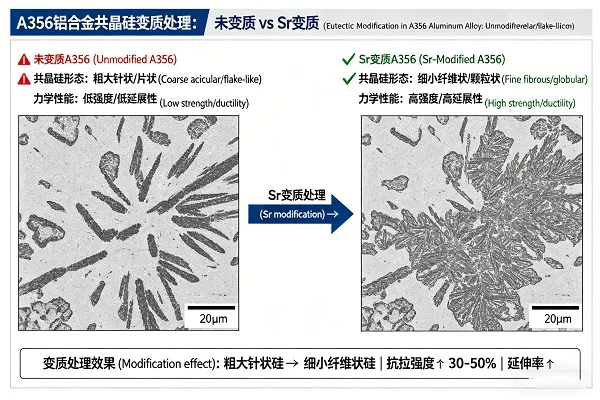
矽形態:鑄態與改性
矽顆粒的形狀對機械性質有顯著影響。在未改性的亞共晶合金中,矽形成粗大的針狀片層,這些片層會成為應力集中點,將延展性限制在2-4%的延伸率。
修改 添加0.005-0.03%的鍶或鈉可將針狀矽轉變為細纖維狀。結果:延伸率從3%提高到10-12%(A356合金)。抗拉強度提高15-25%。疲勞壽命提高2-5倍。斷裂韌性提高一倍。因此,現代鑄造廠幾乎對所有亞共晶鋁矽鑄造合金都進行了改質。改質效果部分取決於矽源的純度-高純度矽源的效果最佳。 1101級矽金屬 (99.7% Si)最大限度地減少了可能幹擾改性反應的雜質。
常用鋁矽鑄造合金
| 合金 | 矽 (%) | 類型 | 典型應用 | 主要特性 |
|---|---|---|---|---|
| A356 / A356.2 | 6.5-7.5% | 亞共晶 | 汽車車輪、懸吊零件、結構鑄件、航太配件 | 經T6熱處理後具有優異的強度重量比(抗拉強度310 MPa,延伸率10%)。是最佳的通用鑄造合金。需要進行鍶改質。與以下合金結合使用效果最佳: 441級 或者 331 矽金屬. |
| A357 | 6.5-7.5% | 亞共晶 | 航空航太鑄件、高性能汽車零件、軍用零件 | A356合金,鎂含量較高(0.5-0.7%),熱處理後強度較高(抗拉強度達345 MPa)。優質合金。需要高純度材料。 1101級矽金屬 用於航空航天認證。 |
| A319 | 5.5-6.5% | 亞共晶 | 引擎汽缸蓋、進氣歧管、變速箱殼體、水泵 | 具有良好的高溫強度、優異的密封性和良好的加工性能。含銅(3-4%)以增強強度。 |
| A380 | 7.5-9.5% | 亞共晶(近共晶) | 壓鑄件-電子產品外殼、電動工具機身、汽車支架、家電組件 | 最佳壓鑄合金:流動性極佳、強度高、耐腐蝕性佳。 80%的鋁壓鑄件採用A380合金。 |
| A413 | 11-13% | 共晶/近共晶 | 薄壁壓鑄件、液壓元件、複雜形狀件、耐壓鑄件 | 流動性極佳,抗壓性能優異,收縮率極低。強度低於A356,但澆注性能較佳。 |
| A390 | 16-18% | 過共熔晶體 | 引擎缸體(部分)、活塞、缸套、壓縮機零件、耐磨環 | 極高的耐磨性、低熱膨脹係數、高硬度。需特別處理(磷接種、鑽石刀具加工)。高純度。 97級 或者 553 矽金屬 通常用於這些高矽合金。 |
矽對二次加工的影響
熱處理性能
亞共晶合金(A356、A357)對T5、T6和T7熱處理表現出優異的性能。固溶處理可溶解Mg₂Si析出物,隨後進行時效處理可形成細小的強化析出物。共晶合金(A413)對熱處理的反應很小(不含Mg)。過共晶合金通常以鑄態(T1)或僅進行有限的時效處理後使用。
可加工性
低矽含量(<5%):黏稠,切屑形成不良,積屑瘤。中等矽含量(5-9%):使用合適的刀具可獲得良好的加工性能。高矽含量(12-18%):磨蝕性強,需硬質合金或鑽石刀具,但可獲得優異的表面光潔度。過共晶合金(A390)是磨蝕性最強的鋁合金之一,但可以加工成鏡面般光滑的表面。矽金屬中的鐵含量(較低) 441級 和 331)對加工過程中的刀具壽命有顯著影響。
可焊接性
矽含量越高,焊接性能越差。 A356/A357 具有良好的焊接性能(GTAW、GMAW)。 A380/A413 由於矽和銅含量高,焊接性能差,不建議用於結構焊接。
實用合金選擇指南
使用以下決策框架選擇最適合您應用的鋁矽鑄造合金:
- 熱處理後需要最大的延展性和強度嗎? → 採用T6熱處理的A356或A357(含矽量6.5-7.5%)。請具體說明。 441級 或者 331 矽金屬 為了獲得最佳效果。
- 需要具有良好鑄態性能的複雜薄壁壓鑄件? → A380(含矽量 8-9%)適用於一般壓鑄;A413(含矽量 11-13%)適用於超薄壁。 553級矽金屬 是標準選擇。
- 需要耐磨性和低熱膨脹係數? → A390(16-18% Si)過共晶合金。 97級矽金屬 為這些高矽合金提供了一種經濟的矽源。
- 需要耐高溫性能(引擎應用)? → A319 (5.5-6.5% Si) 添加銅
- 液壓元件需要具備耐壓密封性嗎? → A413(共晶)或 A356(需精心餵食)
- 需要純度最高、達到航空航太等級的認證嗎? → A357 1101級矽金屬 (99.7%矽,超低雜質)
案例範例:汽車輪圈合金選擇
一家鑄造鋁製汽車輪圈製造商評估了三種候選合金:A380(9% Si)、A356(7% Si)和A413(12% Si)。要求:高強度以確保安全,良好的延展性以提高抗衝擊性,優異的表面光潔度以提升美觀度,以及能夠鑄造細輻條(5毫米截面)。結果:A380具有良好的鑄造性能,但延展性有限(延伸率3-5%),且熱處理性能較差。 A413具有優異的鑄造性能,但強度較低(抗拉強度200 MPa)。鍶改質和T6熱處理的A356在採用適當的澆注系統後,抗拉強度達到310 MPa,延伸率為10%,且鑄造性能良好。鑄造廠指定使用A356。 441級矽金屬 由於其鐵含量始終很低,從而提高了延展性和陽極氧化處理的一致性,A356最終被選中——這表明最佳鑄造性能並非總是最佳選擇;性能要求決定了材料的選擇,而矽金屬的質量直接決定了這些性能。
矽含量是鋁鑄造合金設計中最重要的變數。從用於結構件的亞共晶A356,到用於薄壁壓鑄件的共晶A413,再到用於耐磨部件的過共晶A390,矽控制著合金的流動性、抗熱裂性、收縮率、機械性能和二次加工性能。透過了解Al-Si相圖以及不同矽含量帶來的權衡,鑄造廠和鑄件採購商可以為每種應用選擇最佳合金,從而在鑄造性能、成本和最終零件性能之間取得平衡。所有優質鋁矽鑄件的基礎都是高純度矽金屬。 Bright Alloys提供全系列產品。 矽金屬牌號 — 97級, 331, 441, 553, 和 1101 — 採用經認證的化學成分,滿足全球鋁鑄造廠的嚴格要求。