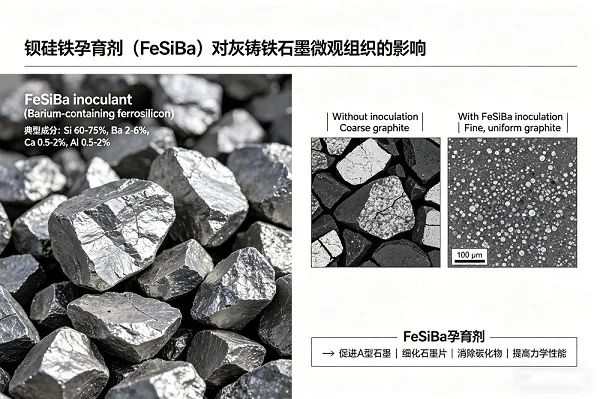
對於尋求一致A型石墨、消除薄壁白口以及延長保溫時間而不衰退的灰口鑄鐵鑄造廠而言, 含鋇矽鐵接種劑(FeSiBa) 代表了超越標準矽鐵的重大進步。鋇不僅僅是鈣的替代品——它提供了獨特的冶金優勢,解決了灰口鑄鐵鑄造中最持久的挑戰。
本文探討了鋇卓越成核能力背後的科學原理、其顯著的衰退抵抗性,以及使FeSiBa成為要求嚴苛的灰口鑄鐵應用(特別是薄壁鑄件、複雜幾何形狀和長澆注序列)首選接種劑的實際效益。
挑戰:標準矽鐵接種的限制
標準的75%矽鐵(FeSi)接種劑數十年來一直是鑄造廠的主力。然而,其限制已有充分記載:
- 快速衰退: 添加後5-8分鐘內成核點開始消失,需要快速澆注
- 薄壁白口控制不佳: 壁厚低於6毫米時常出現D/E型石墨或碳化物形成
- 有限的收縮補縮: 凝固期間石墨膨脹有限
- 斷面敏感性: 鑄件厚薄區域之間性能差異顯著
含鋇接種劑通過獨特的成核化學和延長的穩定性直接解決了上述每一項限制。
機制:鋇如何增強成核
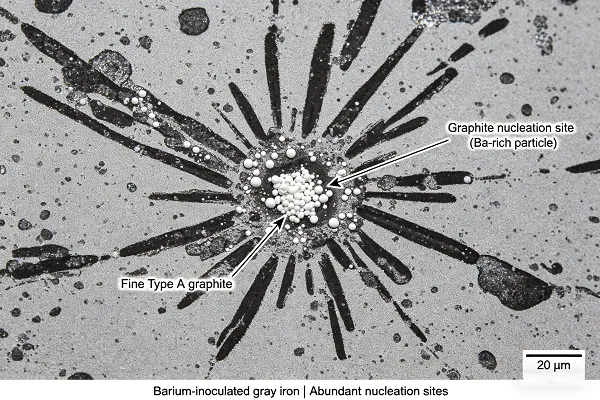
接種效果取決於石墨成核基底的數量和穩定性。鋇通過多種機制發揮作用:
1. 形成穩定的成核化合物
接種劑中的鋇(通常為1-6% Ba)形成高度穩定的化合物,作為有效的石墨成核點:
- 氧化鋇(BaO): 形成穩定的細小分散體,與石墨具有優異的晶體學匹配
- 硫化鋇(BaS): 在中等硫含量(0.05-0.10% S)的鐵水中特別有效
- 鋇鋁矽酸鹽(BaAl₂Si₂): 具有高熱穩定性的複雜難熔化合物
這些鋇化合物在比鈣基成核點更高的溫度下保持穩定,提供更高的成核密度和抗溶解性。
2. 降低表面張力,改善分散性
鋇降低了鐵水的表面張力,使接種劑顆粒更均勻地分散在整個熔體中。結果:成核點分佈更均勻,減少了局部白口或B型石墨薔薇狀組織的趨勢。
衰退抵抗性:改變遊戲規則的優勢
鋇接種劑在操作上最重要的益處是 延長的衰退抵抗性。衰退是由於溶解、聚集和氧化導致成核點隨時間逐漸喪失。比較數據顯示:
| 接種劑類型 | 初始白口減少 | 5分鐘後白口深度 | 10分鐘後白口深度 | 15分鐘後白口深度 |
|---|---|---|---|---|
| 標準矽鐵(75%) | 優良 | 適度增加 | 嚴重增加 | 接種失效 |
| FeSiBa (Ba 1-2%) | 卓越 | 最小增加 | 適度增加 | 仍然有效 |
| FeSiBa (Ba 2-4%) | 卓越 | 幾乎不變 | 最小增加 | 良好保護 |
| FeSiBa (Ba 4-6%) | 卓越 | 無明顯變化 | 略微增加 | 顯著保護效果持續 |
實際意義: 使用標準矽鐵時,鑄造必須在接種後5-8分鐘內完成。使用FeSiBa(2-4% Ba)後,鑄造廠可獲得 15-20分鐘的抗衰退窗口,從而實現更大澆包、多模澆注以及更靈活的生產排程。
薄壁件白口消除
薄壁鑄件(壁厚3-8毫米)最容易產生白口——即硬而脆的碳化鐵,會破壞加工性能。含鋇接種劑在白口控制方面表現卓越,原因有三:
- 更高的形核密度: 單位體積內更多的石墨形核點,使石墨即使在快速冷卻條件下也能析出
- 更低的過冷度需求: 鋇化合物在更高溫度下催化石墨析出(所需過冷度更低),防止溫度下降導致碳化物形成
- 與硫的協同作用: 在硫含量0.06-0.10%的鐵水中,BaS的形成對薄壁件白口控制特別有利
鑄造廠數據一致顯示, 白口深度減少40-60% 當薄壁灰口鑄鐵件從矽鐵切換為FeSiBa(2-4% Ba)時,白口深度可減少40-60%,通常可完全取消之前必需的特定部位冷鐵。
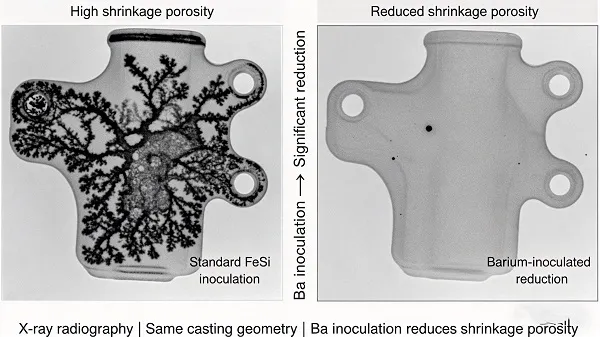
通過石墨膨脹減少縮松
灰口鐵的縮松發生在液態收縮超過石墨析出補償膨脹時。含鋇接種劑通過以下機制增強抗縮松能力:
- 延遲石墨析出: 鋇將石墨析出的起始點推遲到凝固後期,此時更多液態收縮已完成——意味著有更多膨脹可用於補償縮松
- 增加膨脹體積: 更高的石墨形核密度導致總石墨體積增加,從而增大膨脹量
- 更窄的凝固區間: 鋇促進更多共晶凝固,縮小縮松最嚴重的糊狀區
進行前後對比報告的鑄造廠記錄顯示, 冒口尺寸需求減少20-40% 從矽鐵切換為FeSiBa後,冒口尺寸需求減少20-40%,同時內部縮松報廢率顯著降低。
選擇合適的鋇含量:1-2%、2-4%或4-6% Ba
Bright Alloys提供三種鋇含量範圍的FeSiBa接種劑,每種針對特定應用優化:
| 等級 | 鋇含量 | 最佳應用 | 主要優勢 |
|---|---|---|---|
| FeSiBa 1-2% | 1.0-2.0% Ba | 一般灰口鐵、中等壁厚(8-20毫米)、較短保溫時間 | 良好的抗衰退能力(10-12分鐘)、適中的白口控制、從矽鐵升級的成本效益選擇 |
| FeSiBa 2-4% | 2.0-4.0% Ba | 薄壁鑄件(4-10毫米)、延長澆注序列、易縮松設計、凝固時間長的厚壁鑄件 | 卓越的抗衰退能力(15-20分鐘)、優異的白口消除效果、顯著減少縮松—— 最受歡迎的等級 |
| FeSiBa 4-6% | 4.0-6.0% Ba | 極薄壁(3-6毫米)、非常長的保溫時間(20分鐘以上)、壁厚變化的複雜鑄件、高品質標準 | 最大抗衰退能力(20-25分鐘)、卓越的白口控制、關鍵應用的頂級性能 |
請注意,較高的鋇含量需要略高的添加率以達到等效的矽貢獻,但對於要求嚴格的應用,鋇的特定優勢足以證明增量成本的合理性。
應用指南:澆包、液流和型內接種
FeSiBa接種劑適用於所有接種方法,效果顯著:
澆包接種
在出鐵時向澆包中添加0.2-0.4%的FeSiBa。鋇的延長抗衰退能力確保了即使在中等保溫時間下也能有效。對於大型澆包(>500公斤),使用範圍的上限。
液流(後期)接種——首選方法
在澆注過程中向金屬液流中添加0.1-0.2%的FeSiBa。此方法最大化鋇的效率,最小化衰退,並允許較低的添加率。對於薄壁鑄件(<6毫米),目標添加率為0.15-0.25%。
型內接種
在澆注系統中放置0.05-0.15%的FeSiBa(細顆粒或預製塊)。零衰退、最低添加率,非常適合自動化高產線。鋇的穩定性確保了即使在變化的澆注速度下也能一致溶解。
案例:薄壁泵體
一家生產壁厚5毫米灰口鐵泵體的鑄造廠,白口相關報廢率為18%。使用標準矽鐵澆包接種(0.35%添加率),關鍵區域仍出現D型石墨。切換至 FeSiBa(2-4% Ba)液流接種,添加率0.18%後,效果顯著:
- 白口深度從0.8毫米降至0.1毫米(基本消除)
- 所有壁厚部位均獲得一致的A型石墨
- 報廢率從18%降至3%
- 接種劑總成本降低12%(較低添加率抵消了較高單位成本)
- 澆注排程靈活性增加——澆注澆包中最後幾箱時品質無損失
該鑄造廠隨後將所有灰口鐵生產轉換為FeSiBa接種劑,僅廢品減少一項每年節省超過15萬美元。
品質控制:驗證含鋇接種效果
為確保FeSiBa接種劑性能一致,請實施以下驗證步驟:
- 熱分析: 目標再輝過冷度(ΔT)< 3°C(含鋇接種灰口鐵,而矽鐵為< 5°C)
- 白口楔形試驗: 定期剖切楔形試塊並測量白口深度——正確使用FeSiBa時應接近零
- 顯微組織檢查: 確認A型石墨均勻分佈;正確接種的灰口鐵石墨球數應為200-400個/平方毫米
- 檢查硫含量: 鋇在基鐵硫含量0.06-0.10%時效果最佳;極低硫鐵水可能需要添加硫以活化鋇化合物
對於尋求提升品質、減少廢品和獲得生產靈活性的灰口鐵鑄造廠,含鋇接種劑提供了一條經過驗證的途徑。卓越的形核能力、延長的抗衰退能力(15-20分鐘對比標準矽鐵的5-8分鐘)以及薄壁件卓越的白口控制,使FeSiBa成為要求嚴格的灰口鐵應用的首選。Bright Alloys供應 鋇含量1-2%、2-4%和4-6%的FeSiBa接種劑,可根據澆包、液流或型內接種進行客製化粒度,並提供冶金技術支持以優化您的鑄造工藝。