
接種可說是鑄鐵鑄造廠中最強大卻也最被低估的工具。經過適當接種的鐵水,能將脆性、易形成碳化物的鐵液轉變為易加工、強度高且可靠的鑄件,並能控制石墨形態。接種不良——或完全未接種——則會導致白口化、縮松、硬度不均以及加工困難,進而推高成本與廢品率。
本綜合指南將探討現代鑄鐵接種的科學原理與實務應用。您將了解接種的作用機制、哪些接種劑最適合特定應用,以及如何實施能消除白口化、減少縮松並在每個鑄件中獲得一致A型石墨的技術。
基礎原理:什麼是接種?為什麼它至關重要?
接種是指在澆注前立即向鑄鐵鐵水中添加少量材料(通常是含有鈣、鋇、鍶或稀土等活性元素的矽基鐵合金)。其主要目標是:
- 增加石墨成核位點 —— 產生更多、更細小的石墨顆粒,以改善機械性能
- 防止碳化物(白口)形成 —— 消除薄壁處硬脆的滲碳體
- 控制石墨形態 —— 在灰口鑄鐵中促進A型(均勻片狀)石墨,或在球墨鑄鐵中獲得高球化率
- 降低斷面敏感性 —— 減少鑄件厚薄截面間的性能差異
- 減少縮松 —— 透過凝固過程中石墨的膨脹析出
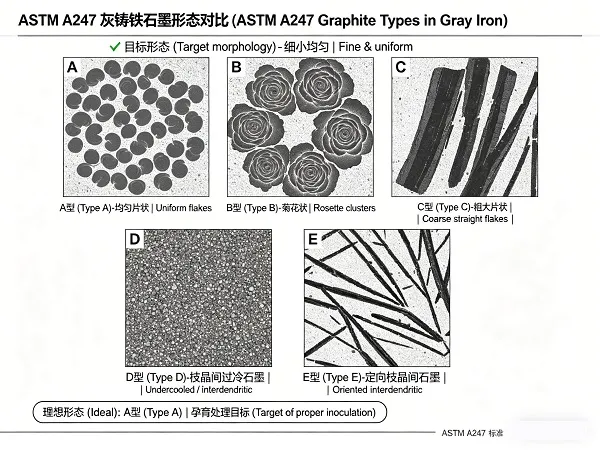
了解石墨形態:A型至E型
鑄鐵中的石墨形態直接決定其機械性能、加工性與使用表現。ASTM A247標準對片狀石墨類型進行了分類:
| 石墨類型 | 描述 | 典型成因 | 對性能的影響 |
|---|---|---|---|
| A型 | 均勻分布、方向隨機的片狀石墨 | 適當接種、受控冷卻 | 優異的加工性、穩定的強度、理想組織 |
| B型 | 菊花狀簇團,中心為細小石墨 | 中度接種不足 | 抗拉強度降低、硬度不均 |
| C型 | 過共晶石墨(粗大片狀) | 碳當量過高 | 機械性能差、不可預測 |
| D型 | 過冷、細小方向性石墨 | 嚴重接種不足、快速冷卻 | 硬度高、加工困難、脆性 |
| E型 | 枝晶間、方向性石墨 | 接種量低、中度過冷 | 強度降低、方向性性能差異 |
A型石墨是大多數灰口鑄鐵應用的目標。要穩定獲得A型石墨,需要 正確的接種劑選擇、適當的添加量以及有效的後期接種實務.
作用機制:接種如何運作
接種透過引入石墨析出的異質成核基質來發揮作用。最有效的成核劑是難熔化合物——通常是 氧化物、硫化物、碳化物和氮化物 鈣、鋇、鍶、鋁和稀土元素的氧化物、硫化物、碳化物和氮化物。當這些顆粒分散在鐵水中時,它們為石墨在凝固過程中析出提供了低能界面。
若無接種,石墨會在較少的位點成核,導致粗大、不均勻的片狀石墨(B/D/E型)或大量碳化物(白口)。 衰退效應 衰退效應——成核位點隨時間逐漸喪失——意味著接種必須在盡可能接近澆注時進行,通常是在澆注前5-10分鐘內。
接種劑的種類:為工作選擇正確的工具
現代的接種劑遠比單純的矽鐵更為精密。每種類型都為不同的應用提供特定優勢:
標準矽鐵 (FeSi) 接種劑
成分: 74–75% 矽,其餘為鐵,微量鋁、鈣
最佳適用: 一般灰口鑄鐵、要求不高的應用、預算有限的鑄造廠
限制: 衰退迅速,薄壁處的白口控制有限
矽鐵-鋇 (FeSiBa) 接種劑
成分: 70–75% 矽,1–6% 鋇,0.5–2% 鋁,0.5–2% 鈣
最佳適用: 厚大斷面灰口鑄鐵、延長保溫時間、減少縮孔
優點: 優異的抗衰退能力(可達15–20分鐘)、強力消除白口、減少縮鬆。鋇能促進穩定的形核和 膨脹石墨析出 ,以補償凝固收縮。提供以下等級: 矽鐵鋇接種劑 (1-2% Ba), 矽鐵鋇接種劑 (2-4% Ba)、 矽鐵鋇接種劑 (4-6% Ba) ,以滿足不斷提高的性能要求。
Ferrocalcium-silicon (FeSiCa) Inoculant
成分: 70–75% 矽,0.5–3% 鈣,0.5–2% 鋁
最佳適用: 球墨鑄鐵後期接種、有白口問題的灰口鑄鐵
優點: 強力消除白口、形核能力強,適用於薄壁鑄件。鈣同時具有脫硫作用。
矽鐵-鍶 (FeSiSr) 接種劑
成分: 73–77% 矽,0.6–1.2% 鍶,低鋁和低鈣
最佳適用: 需要最少接種量的灰口鑄鐵(低添加率)、薄壁鑄件
優點: 產生針孔氣孔的傾向極低,在低添加量(0.05–0.15%)下具有優異的白口控制能力。鍶對薄壁灰口鑄鐵(3–6 mm 斷面)特別有效。
含稀土 (RE) 接種劑
成分: FeSi 基體,含 1–3% 稀土(鈰、鑭)
最佳適用: 提高球墨鑄鐵球化率、厚大斷面球墨鑄鐵
優點: 提高石墨球數,減少厚大斷面中的碳化物形成,在鎂處理效果邊界時可提高球化率。
接種技術:澆包、隨流和型內
如何添加接種劑與添加什麼同樣重要。主要有三種技術,每種都有特定優勢:
澆包接種(傳統)
在出鐵前或出鐵過程中將接種劑加入處理澆包。 優點: 簡單,無需特殊設備。 缺點: 澆注前衰退顯著;通常需要較高的添加率(熔體重量的 0.3–0.6%)。最適合澆注時間短的大型鑄件。
隨流(後期)接種
在從澆包澆注到鑄型期間,將接種劑加入金屬液流中。 優點: 最大限度地減少衰退,允許較低的添加率(0.1–0.3%),顯微組織更一致。 所需設備: 需要體積式給料機或手動添加。這是大多數灰口鑄鐵和球墨鑄鐵應用的 首選方法 。
型內接種
將接種劑(通常為預製塊或粉末)直接放置在澆注系統中。 優點: 零衰退,添加率最低(0.05–0.15%),放置精確。 缺點: 需要修改鑄型,存在不完全溶解的風險。適用於自動化高產量鑄造廠。

消除白口:實用策略
白口——形成硬質碳化鐵(滲碳體)而非石墨——是最常見的與接種相關的缺陷。當冷卻速率超過熔體形核石墨的能力時,就會發生白口,通常在薄壁或角落處。消除白口的策略:
- 提高接種量: 對於灰口鑄鐵,澆包接種目標添加率為 0.2–0.4%,隨流接種為 0.1–0.2%。薄壁(< 5 mm)可能需要高達 0.5%。
- 改用更強效的接種劑: 如果標準 FeSi 無法消除白口,請改用 FeSiBa(2-4% Ba)或 FeSiSr。
- 使用後期接種: 與僅使用澆包接種相比,隨流或型內接種可顯著減少白口。
- 控制碳當量: 保持灰口鑄鐵的碳當量 (CE) 為 3.9–4.1%。較低的 CE 會增加白口傾向。
- 減少鈦和鉻: 應盡量減少爐料中的這些促進碳化物形成的元素。
通過接種減少縮孔
縮鬆是灰口鑄鐵和球墨鑄鐵中的主要缺陷。接種通過促進共晶凝固期間的 膨脹石墨析出 來提供幫助。石墨形成產生的體積膨脹(約 2–3% 線性膨脹)可以補償凝固收縮,減少或消除對大型冒口的需求。含鋇接種劑對控制縮孔特別有效,因為它們:
- 將石墨析出延遲到凝固後期
- 增加補償收縮的膨脹石墨體積
- 縮小共晶凝固的溫度範圍
從 FeSi 改用 FeSiBa(2-4% Ba)的鑄造廠通常報告 冒口尺寸需求減少 30–50% ,並且縮孔廢品率顯著降低。
球墨鑄鐵細節:球化率和石墨球數
球墨鑄鐵需要在鎂處理後進行接種,以恢復石墨形核位置(鎂會降低形核潛力)。典型做法:
- 預接種: 在鎂處理前向澆包中加入 FeSi 或 FeSiCa(0.2–0.4%)
- 後期接種: 隨流或型內添加 FeSiCa 或 FeSiBa(0.1–0.3%)
- 目標石墨球數: 大多數應用為 150–300 個/mm²,薄壁球墨鑄鐵要求更高
- 目標球化率: 標準等級 >85%,高級應用 >90%
對於厚大斷面球墨鑄鐵(斷面厚度 > 100 mm),含稀土接種劑有助於在較慢的凝固過程中保持球化率。
品質控制:熱分析和顯微組織驗證
一致的接種需要持續驗證。關鍵品質控制工具:
- 熱分析: 測量再輝度(石墨析出期間的溫度升高)。再輝度越低表示接種效果越好。灰口鑄鐵的目標過冷度 (ΔT) < 5°C。
- 白口試驗(楔形試驗): 將標準楔形試塊剖開並檢查白口深度。這種快速的車間測試可確認接種效果。
- 顯微組織檢查: 定期驗證石墨類型(ASTM A247)和球化率(ASTM E2567)。
- 硬度測試: 各斷面硬度一致表明接種良好且斷面敏感性控制得當。
案例:薄壁灰口鑄鐵零件
一家泵製造商鑄造一個具有 4 mm 壁厚的複雜灰口鑄鐵零件,因白口和硬點導致 25% 的廢品率。使用標準 FeSi 澆包接種(添加率 0.4%),他們仍在薄壁處觀察到 D/E 型石墨。解決方案:改用 FeSiSr 接種劑配合隨流接種 ,添加率 0.15%。結果:
- 完全消除薄壁處的白口
- 整個鑄件中一致的 A 型石墨
- 接種劑消耗量減少 40%(0.15% 對比 0.4%)
- 廢品率從 25% 降至 4%
- 機加工刀具壽命延長 3 倍
這個案例說明,最貴的接種劑往往是錯誤的—— 在正確的添加點使用正確的接種劑 能以更低的成本提供卓越的品質。
按應用推薦
基於廣泛的鑄造廠經驗,以下是實用的起點:
| 應用 | 推薦接種劑 | 添加方法 | 典型添加率 |
|---|---|---|---|
| 一般灰口鑄鐵(厚大斷面) | FeSiBa (Ba 1-2%) | 澆包或隨流 | 0.2–0.4% |
| 薄壁灰口鑄鐵 (< 6 mm) | FeSiSr 或 FeSiBa (Ba 2-4%) | 隨流或型內 | 0.1–0.2% |
| 球墨鑄鐵(標準) | FeSiCa + 後期接種 | 澆包+流槽 | 總添加量0.3–0.5% |
| 球墨鑄鐵(厚大斷面) | FeSi + 稀土接種劑 | 澆包+模具 | 總添加量0.4–0.6% |
| 蠕墨鑄鐵(CGI) | 含Ti+Ba的FeSi | 流槽 | 0.2–0.3% |
掌握接種技術能將鑄鐵鑄造作業從不可預測轉變為穩定可靠,從高廢品率轉變為高良品率,從加工難題轉變為客戶滿意。透過了解石墨形態、選擇合適的接種劑(FeSi、FeSiBa、FeSiCa、FeSiSr或稀土系列),並實施後期接種工藝,鑄造廠可消除白口、減少收縮,並獲得定義優質鑄鐵的A型石墨組織。Bright Alloys提供完整的 矽鐵接種劑,包括標準FeSi、 FeSiBa(含Ba 1-6%)、FeSiCa、FeSiSr及稀土系列,並提供冶金技術支援以優化您的接種實務。