鑄造缺陷每年為鑄造廠帶來數百萬美元的廢品、返工與客戶退貨損失。然而,許多缺陷外觀相似——氣孔可能模仿縮孔,夾雜物可能被誤認為氣孔。有效的故障排除需要系統性方法: 目視辨識缺陷,追溯根本原因,然後實施有針對性的矯正措施.
本實用指南聚焦於最常見的三類缺陷—— 氣孔、縮孔與夾雜物 ——提供鑄鐵與鑄鋼件的目視特徵、根本原因分析及經實證的矯正措施。
缺陷類別 #1:氣孔(氣體相關)
氣孔是指凝固過程中氣體析出所形成的空隙。氣體(氫、氮、一氧化碳、水蒸氣)在金屬凝固時溶解度降低,形成氣泡並被截留。
目視辨識
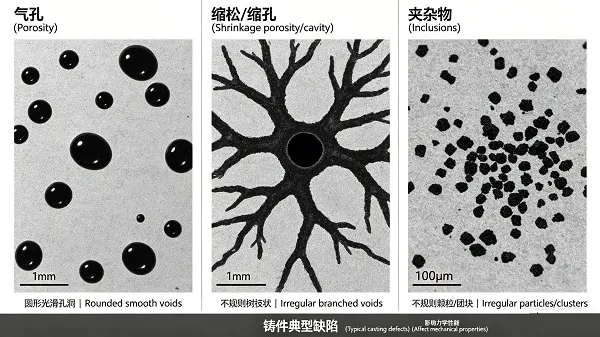
- 外觀: 光滑壁面、圓形或球形空腔
- 表面: 通常內壁有光澤或輕微氧化
- 分佈: 通常散佈於鑄件各處或集中於熱節
- 尺寸: 範圍從微觀針孔到大型可見空腔

圖1:氣體氣孔——注意圓形、光滑壁面的空腔,為截留氣泡的特徵。
常見根本原因
| 氣體類型 | 來源 | 典型外觀 | 主要矯正措施 |
|---|---|---|---|
| 氫 (H₂) | 潮濕爐料、耐火材料中的水分、含油廢鋼、潮濕環境 | 斷面細小針孔 | 徹底乾燥爐料、預熱爐體、控制濕度 |
| 氮 (N₂) | 過量氮化鐵合金、空氣捲入、焦炭含氮量高 | 細小圓形針孔,常呈簇狀 | 減少含氮合金、改善熔體覆蓋、使用低氮增碳劑 |
| 一氧化碳 (CO) | 脫氧不完全(鋼)、氧含量高、碳與氧反應 | 皮下氣孔,常呈拉長狀 | 改善脫氧操作、添加強脫氧劑(Al、SiCa)、控制氧活性 |
矯正措施摘要
- 針對氫氣孔: 乾燥所有爐料、預熱鋼包與工具、避免有機污染物、對鋼液進行惰性氣體(Ar或N₂)吹洗。
- 針對氮氣孔(灰鑄鐵/球墨鑄鐵): 減少含氮增碳劑、改用低氮增碳劑、避免使用高氮鐵合金。
- 針對CO氣孔(鋼): 確保徹底脫氧——足夠的鋁或矽錳添加量、以氧感測器驗證、考慮鈣處理。
- 一般氣體氣孔: 改善熔體覆蓋以防止空氣接觸、控制澆注溫度(避免過熱過高)、確保適當的澆注系統設計以實現平穩金屬流動。
「氣體氣孔可透過其圓形、光滑壁面的空腔來辨識。若空腔壁呈樹枝狀或鋸齒狀,則很可能是縮孔——而非氣孔。」
缺陷類別 #2:縮孔(凝固收縮)
縮孔缺陷發生於液態金屬凝固時收縮,且無足夠補縮金屬來補償。與氣孔不同,縮孔空腔具有不規則、鋸齒狀表面,並露出樹枝晶。
目視辨識
- 外觀: 不規則、角狀或分枝狀空腔
- 表面: 粗糙、樹枝狀、結晶狀外觀(非光滑)
- 分佈: 集中於最後凝固區域——厚大斷面、冒口下方、熱中心
- 類型: 開放式縮孔(可見於鑄件表面)與微觀縮鬆(內部,需透過射線照相或加工檢測)

圖2:縮孔 — 注意粗糙的樹枝狀表面和不規則形狀,與氣孔不同。
常見根本原因
- 冒口設置不足: 冒口太小、位置不當,或在補縮完成前凝固
- 不良的定向凝固: 熱節點與補縮通道隔離,缺乏朝向冒口的溫度梯度
- 接種不足(鑄鐵): 石墨膨脹不足,降低了自補縮能力
- 過高的過熱度: 較高的澆注溫度會增加總收縮體積
- 不正確的合金成分: 碳當量過低(灰口鐵),或過多的碳化物促進元素
矯正措施摘要
- 冒口設計: 增加冒口尺寸,添加保溫套或發熱材料,重新定位冒口以補縮厚大斷面。
- 澆注系統修改: 使用冷鐵促進定向凝固,添加補縮輔助材料,重新設計以消除孤立的熱節點。
- 接種(灰口/球墨鑄鐵): 提高接種量或改用含鋇接種劑(FeSiBa)以增強石墨膨脹補縮。鋇含量2-4%對減少縮孔特別有效。
- 澆注溫度: 將過熱度降低至鑄件斷面實際可行的最低水平。
- 成分調整: 對於灰口鐵,將碳當量提高至3.9–4.1%;對於球墨鑄鐵,確保適當的鎂含量和碳當量。
「縮孔的鋸齒狀樹枝狀表面告訴你,液態金屬在凝固時因缺乏足夠的補縮金屬而撕裂。冒口設計和接種是主要的控制手段。」
缺陷系列 #3:夾雜物(砂、熔渣、氧化皮)
夾雜物是鑄件中夾帶的異物——來自鑄型沖蝕的砂、來自熔體處理的熔渣,或來自表面反應的氧化皮(氧化物)。
目視辨識
- 砂夾雜: 顆粒狀、淺色顆粒(棕色、灰色或白色),通常聚集在表面附近或角落
- 熔渣夾雜: 玻璃質、不規則、深色或淺色塊狀物,通常邊緣圓潤,常位於鑄件頂部附近
- 氧化皮/氧化物夾雜: 薄片狀、薄膜狀、皺紋狀表面層(通常為深色或金屬色),或內部摺疊薄膜

圖3:砂夾雜 — 嵌入鑄件表面的顆粒狀顆粒,由鑄型沖蝕引起。
常見根本原因
| 夾雜類型 | 來源 | 主要矯正措施 |
|---|---|---|
| 砂夾雜 | 金屬液流動湍流導致的鑄型/砂芯沖蝕、鑄型強度低、緊實不當、澆注溫度高 | 減少湍流(澆注系統設計)、提高鑄型硬度、使用較低澆注溫度、塗敷鑄型塗料 |
| 熔渣夾雜 | 除渣不良、鋼包中熔渣覆蓋不足、再氧化、鋼包殘渣、澆注系統中熔渣捕集不足 | 改善除渣操作、使用減少熔渣的鋼包蓋、在澆注系統中安裝擋渣器、使用陶瓷泡沫過濾器 |
| 氧化皮/氧化物夾雜 | 熔體暴露於空氣、脫氧不足(鋼)、接種不足(鐵)、湍流充型破壞表面膜 | 改善熔體覆蓋、添加強脫氧劑(鋼用Al、CaSi;鐵用FeSi)、使用流槽接種、減少澆注湍流 |
矯正措施摘要
- 砂夾雜: 優化澆注系統以實現非湍流充型(避免自由落體、使用錐形橫澆道)、提高鑄型硬度、塗敷塗料或塗層、如可能則降低澆注溫度。
- 熔渣夾雜: 在澆注系統中使用陶瓷泡沫過濾器(10–30 ppi)、設計擋渣器(橫澆道延伸段、旋渦捕集器)、改善鋼包除渣、使用熔渣凝結劑。
- 氧化皮(鐵鑄件): 增加接種量(尤其是使用FeSiCa或FeSiBa)、改善熔體覆蓋、降低澆注溫度、使用流槽接種以防止再氧化。
- 氧化皮(鋼鑄件): 確保完全脫氧(Al或SiMn + Ca處理)、在惰性氣體保護下澆注、使用發熱/保溫覆蓋劑。
「夾雜物是異物——它們不屬於你的鑄件。過濾器是便宜的保險;一個5美元的陶瓷過濾器可以挽救一個500美元的鑄件。」
快速目視參考表
使用此快速參考表在車間區分缺陷類型:
| 特徵 | 氣孔 | 縮孔 | 夾雜物(砂/熔渣) |
|---|---|---|---|
| 孔洞形狀 | 圓形、球形、光滑 | 不規則、有棱角、分枝狀 | 可變 — 顆粒狀或玻璃質塊狀 |
| 孔洞表面 | 光滑、有光澤、氧化 | 粗糙、樹枝狀、結晶狀 | 不適用(固體顆粒) |
| 分佈 | 分散、均勻 | 集中在熱節點 | 靠近表面或澆注系統區域 |
| 金相學 | 圓形空洞,無樹枝晶 | 鋸齒狀空洞,有暴露的樹枝晶 | 成分不同的顆粒 |
| 常見解決方案 | 乾燥材料、脫氧 | 冒口、冷鐵、接種 | 過濾器、除渣、鑄型質量 |
系統性故障排除工作流程
面對缺陷時,請遵循以下順序:
- 目視檢查缺陷 — 光滑且圓形?→ 氣孔。鋸齒狀且樹枝狀?→ 縮孔。嵌入顆粒?→ 夾雜物。
- 定位缺陷 — 鑄件頂部?→ 熔渣或縮孔。底部或薄斷面?→ 氣孔。厚大斷面?→ 縮孔。
- 審查工藝參數 — 澆注溫度、熔體化學成分、接種/脫氧操作、澆注系統設計。
- 進行確認性測試 — 熱分析(過冷度)、激冷試驗、射線照相,或使用SEM/EDS進行夾雜物鑑定。
- 實施糾正措施 — 一次只改變一個變量,通過試澆鑄件驗證結果。
案例:氣孔與縮孔的誤診
一家生產閥體的鑄造廠因機加工後出現內部孔洞而導致15%的報廢率。初步診斷假設為氣孔;操作人員增加了脫氧並乾燥了材料,但未見改善。重新檢查射線照片發現孔洞不規則且具有樹枝狀表面——典型的縮孔,而非氣孔。糾正措施:在厚大斷面添加冷鐵並將冒口尺寸增加30%。報廢率降至3%。教訓: 正確識別是故障排除中首要且最關鍵的一步.
有效的缺陷故障排除將被動的廢品管理轉變為主動的質量控制。通過系統地識別缺陷是氣孔、縮孔還是夾雜物——並追溯到根本原因——鑄造廠可以實施有針對性的糾正措施,從而減少廢品、提高鑄件完整性並降低成本。Bright Alloys 為鑄造廠提供 高品質的矽鐵接種劑、脫氧合金(Al、SiMn、CaSi)和過濾解決方案 以幫助消除這些常見的鑄造缺陷。