鑄造缺陷每年對鑄造廠造成數百萬美元的損失,包括廢料、返工和客戶退貨。然而,許多缺陷的外觀很相似——氣孔可能看起來像縮孔,夾雜物可能被誤認為是氣孔。有效的故障排除需要係統的方法: 透過目視辨識缺陷,追溯其根本原因,然後實施有針對性的糾正措施.
本實用指南重點介紹三種最常見的缺陷類型— 孔隙率、收縮率和夾雜物 — 提供鋼鐵鑄件的視覺特徵、根本原因分析和已驗證的糾正措施。
缺陷類型 1:孔隙率(與氣體有關)
孔隙率是指金屬凝固過程中氣體析出所造成的空隙。隨著金屬凝固,氣體(氫氣、氮氣、一氧化碳、水蒸氣)的溶解度降低,形成氣泡並被困在金屬中。
視覺識別
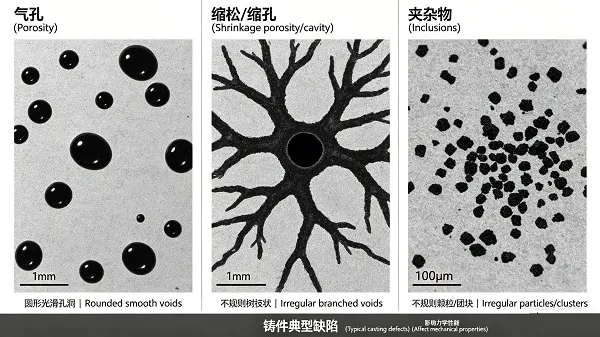
- 外貌: 光滑壁、圓形或球形空腔
- 表面: 通常光亮或略微氧化的內表面
- 分配: 通常分散在整個鑄件中,或集中在熱點區域。
- 尺寸: 大小範圍從微小的針孔到肉眼可見的大空腔不等。

圖 1:氣體孔隙率-注意被困氣泡特有的圓形、光滑壁的空腔。
常見根本原因
| 氣體類型 | 來源 | 典型外觀 | 主要糾正措施 |
|---|---|---|---|
| 氫氣(H₂) | 潮濕的裝料、耐火材料中的水分、受油污染的廢料、潮濕環境 | 整個部分佈滿細小的針孔 | 徹底乾燥裝料,預熱爐體,控制濕度 |
| 氮氣(N₂) | 過量的氮化鐵合金、空氣夾帶、焦炭中氮含量過高 | 細小的圓形針孔,通常成簇出現 | 減少含氮合金的使用,改善熔體覆蓋,使用低氮滲碳劑 |
| 一氧化碳(CO) | 鋼的脫氧不完全,氧含量高,碳與氧反應 | 地下噴孔,通常呈長條狀 | 改良脫氧工藝,添加強效脫氧劑(Al、SiCa),控制氧活性。 |
糾正措施概要
- 對於氫孔隙率: 乾燥所有裝料,預熱鋼包和工具,避免有機污染物,鋼水採用惰性氣體(氬氣或氮氣)吹掃。
- 對於氮孔隙率(灰鑄鐵/球墨鑄鐵): 減少含氮滲碳劑的使用,改用低氮碳增碳劑,避免使用高氮鐵合金。
- 對於CO孔隙率(鋼): 確保徹底脫氧-添加足夠的鋁或矽錳,用氧氣感知器驗證,考慮鈣處理。
- 一般氣體孔隙度: 改善熔體覆蓋以防止與空氣接觸,控制澆注溫度(避免過熱),確保澆注設計合理以實現金屬順暢流動。
“氣體孔隙的特徵是其圓形、光滑的孔壁。如果孔壁呈樹枝狀或鋸齒狀,則很可能是收縮造成的,而不是氣體。”
缺陷類型二:收縮(凝固收縮)
當液態金屬在凝固過程中收縮,而補料金屬不足以補償時,就會產生縮孔缺陷。與氣孔不同,縮孔表面不規則、鋸齒狀,並有裸露的枝晶。
視覺識別
- 外貌: 不規則、稜角分明或分支狀的空腔
- 表面: 粗糙、樹枝狀、結晶狀外觀(不光滑)
- 分配: 集中在最後凝固的區域-重型構件、立管下方、熱中心。
- 類型: 開放性縮孔(在鑄件表面可見)和微縮孔(內部,可透過射線照相或機械加工檢測)

圖 2:收縮腔室-注意粗糙的樹枝狀表面和不規則的形狀,與氣體孔隙明顯不同。
常見根本原因
- 立管不足: 墊片太小、放置不當或在餵食完成前凍裂
- 定向凝固不良: 熱點與進料路徑隔離,沒有朝向立管的熱梯度
- 低接種量(鑄鐵): 石墨膨脹不良會降低自進給能力。
- 過熱: 澆注溫度越高,總收縮體積越大。
- 合金成分錯誤: 碳當量過低(灰鐵),或碳化物促進元素過量。
糾正措施概要
- 立管設計: 增加立管尺寸,增加隔熱套管或放熱材料,重新定位立管以輸送重型管段。
- 門控修改: 利用冷卻促進定向凝固,添加助凝劑,重新設計以消除孤立的熱點。
- 接種(灰鑄鐵/球墨鑄鐵): 提高接種量或改用含鋇接種劑(FeSiBa)可增強石墨膨脹的供應。鋇含量為2-4%時,對減少收縮尤為有效。
- 澆注溫度: 將鑄造部分的過熱度降低到最低實際水準。
- 構圖調整: 對於灰鑄鐵,增加碳當量至 3.9%~4.1%;對於球墨鑄鐵,確保適當的鎂含量和碳當量。
“縮孔表面呈鋸齒狀、樹枝狀,說明液態金屬在凝固過程中,由於補料不足而發生了撕裂。冒口設計和孕育處理是解決問題的關鍵。”
缺陷類型#3:夾雜物(砂、爐渣、浮渣)
夾雜物是指鑄件中夾雜的異物-模具侵蝕產生的砂粒、熔體處理產生的爐渣或表面反應產生的浮渣(氧化物)。
視覺識別
- 沙粒夾雜物: 顆粒狀、淺色(棕色、灰色或白色)物質,常聚集在表面附近或角落。
- 夾渣: 玻璃狀、不規則、深色或淺色的塊狀物,通常邊緣呈圓形,一般位於鑄件頂部附近。
- 浮渣/氧化物夾雜物: 薄而呈薄膜狀、起皺的表面層(通常為深色或金屬色),或內部折疊薄膜

圖 3:砂粒夾雜物-由模具侵蝕引起的嵌入鑄件表面的顆粒。
常見根本原因
| 包涵體類型 | 來源 | 主要糾正措施 |
|---|---|---|
| 沙粒夾雜物 | 湍流金屬流動造成的模芯侵蝕、模具強度低、搗打不當、澆注溫度過高 | 減少湍流(澆注系統設計)、提高模具硬度、降低澆注溫度、塗覆模具塗層 |
| 爐渣夾雜物 | 撇渣不徹底、鋼包內渣覆蓋不足、再氧化、鋼包夾渣、澆口捕渣不充分 | 改良撇渣工藝,使用減渣鋼包蓋,在澆注系統中安裝捕渣器,使用陶瓷泡沫過濾器 |
| 浮渣/氧化物夾雜物 | 熔體暴露於空氣中、脫氧不充分(鋼)、孕育劑不足(鐵)、湍流充填破壞表面膜 | 改善熔體覆蓋,添加強效脫氧劑(鋼中添加鋁、矽鈣;鐵中添加矽鐵),以蒸氣孕育法,減少澆注湍流。 |
糾正措施概要
- 沙粒夾雜物: 優化澆注方式以實現非湍流填充(避免自由落體,使用錐形流道),提高模具硬度,進行清洗或塗層處理,如果可能,降低澆注溫度。
- 夾渣: 在澆注系統中採用陶瓷泡沫過濾器(10-30 ppi),設計除渣器(流道延伸、渦流除渣器),改良鋼包撇渣,使用渣絮凝劑。
- 鐵渣(鑄鐵件): 增加接種量(特別是 FeSiCa 或 FeSiBa),改善熔體覆蓋,降低澆注溫度,並採用流接種防止再氧化。
- 鋼鑄件浮渣: 確保完全脫氧(Al 或 SiMn + Ca 處理),在惰性氣體覆蓋下澆注,使用放熱/熱澆注化合物。
「夾雜物是外來物質——它們不應該出現在你的鑄件中。過濾器就像廉價的保險;一個價值 5 美元的陶瓷過濾器就能挽救一個價值 500 美元的鑄件。”
快速視覺參考表
使用此快速參考表區分車間中的缺陷類型:
| 特徵 | 氣體孔隙度 | 收縮 | 夾雜物(砂/爐渣) |
|---|---|---|---|
| 空腔形狀 | 圓潤的,球形的,光滑的 | 不規則的、有稜角的、分枝的 | 形態不定-呈顆粒狀或玻璃狀塊體 |
| 空腔表面 | 光滑、有光澤、氧化 | 粗糙的、樹枝狀的、結晶的 | 不適用(固體顆粒) |
| 分配 | 分散的,均勻的 | 集中在熱點地區 | 近表面或閘門區域 |
| 金相學 | 圓形空隙,無樹枝狀晶體 | 鋸齒狀空隙,裸露樹枝狀結構 | 不同成分的顆粒 |
| 常見修復 | 乾燥物料,脫氧 | 立柱、冷卻、接種 | 過濾器、撇渣、黴菌質量 |
系統性故障排除工作流程
遇到缺陷時,請依照下列步驟操作:
- 目視檢查缺陷 — 光滑圓潤? → 氣體。鋸齒狀樹枝狀? → 收縮。嵌入顆粒? → 夾雜物。
- 找到缺陷 — 鑄件頂部? → 有夾渣或縮孔。底部或薄壁部分? → 有氣孔。厚壁部分? → 縮孔。
- 審查過程參數 — 澆注溫度、熔體化學成分、接種/脫氧製程、澆注系統設計。
- 進行確認性測試 — 熱分析(過冷度)、冷試、射線照相或 SEM/EDS 用於夾雜物鑑定。
- 實施糾正措施 — 一次只改變一個變量,透過試鑄運行驗證結果。
案例分析:孔隙率與收縮率誤診
一家生產閥體的鑄造廠發現,加工後可見的內部空腔導致15%的產品被拒收。初步診斷認為是氣孔造成的;操作人員增加了脫氧處理並乾燥了材料,但情況並未改善。重新檢查X光片後發現,空腔表面不規則,呈現樹枝狀-這是典型的收縮,而非氣孔。矯正措施:在厚壁部分增加冷卻層,並將冒口尺寸增加30%。拒收率降至3%。經驗教訓: 正確識別是故障排除的第一步,也是最關鍵的一步。.
有效的缺陷排查將被動的廢料管理轉變為主動的品質控制。透過系統地識別缺陷是氣孔、縮孔還是夾雜物,並追溯到根本原因,鑄造廠可以實施有針對性的糾正措施,從而減少廢料、提高鑄件完整性並降低成本。 Bright Alloys 為鑄造廠提供支援。 優質矽鐵接種劑、脫氧合金(Al、SiMn、矽鈣)及過濾溶液 有助於消除這些常見的鑄造缺陷。