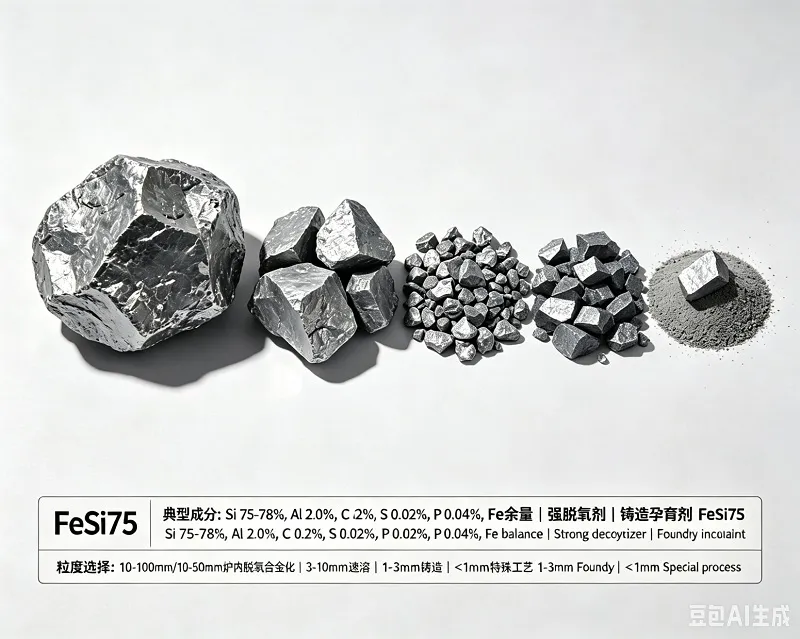
75%矽鐵 (FeSi75) 是鋼鐵脫氧與合金化中的基石合金,但將其視為簡單的大宗商品則忽略了其殘留元素與物理尺寸的顯著影響。實現最大矽回收率不僅關乎添加正確重量的合金,更在於將精確的鋁、碳、鈣、磷和硫含量,以及正確的粒度分佈,與特定的冶金容器和鋼種相匹配。為電弧爐選擇不合適的粒度可能導致過早氧化,而在鋼包爐中選擇錯誤的鋁含量則可能為軸承鋼產生有害的氧化鋁夾雜物。有關詳細產品規格,包括確切的化學成分、粒度選項和包裝細節,請造訪 Bright Alloys FeSi75 產品頁面.
欲了解 FeSi 等級之間差異的基礎知識,請參閱我們關於 矽鐵脫氧:等級選擇的詳細指南。本文在此基礎上,特別聚焦於 FeSi75 系列,剖析其化學容差與粒度(10-50mm、10-100mm 和 3-8mm)如何與不同的煉鋼設備和鑄造接種過程相互作用。
FeSi75 中雜質元素的關鍵作用
雖然 75% 的矽是主要規格,但剩餘的 25% 主要由鐵和關鍵微量元素組成。這些「雜質」中的每一種都扮演著獨特的冶金角色,鋼鐵製造商可以利用或必須加以控制。
鋁 (Al) 含量:脫氧能力 vs. 夾雜物控制
鋁是比矽更強的脫氧劑。在 FeSi75 中,鋁含量通常在 0.5% 到 2.0% 之間。較高的鋁含量可以提高初始脫氧效率,減少在結構鋼生產中單獨添加鋁粒的需求。然而,對於高潔淨度鋼種,如輪胎簾線鋼或彈簧鋼,形成固態 Al₂O₃ 簇狀物是不可接受的。對於這些鋼種,必須使用低鋁 FeSi75 (Al ≤ 0.5%),以防止水口堵塞並滿足嚴格的夾雜物評級要求。
碳 (C) 含量:合金化中的平衡
標準 FeSi75 中的碳含量通常較低(通常為 0.1-0.2%),這使其適用於低碳鋼種,而不會冒不必要的增碳風險。然而,在鑄造應用中,略高且受控的碳含量可能是有益的。當使用 FeSi75 作為接種劑時,碳含量必須保持一致,以避免將變異性引入鑄鐵的碳當量中,這可能影響白口深度和石墨形態。
鈣 (Ca)、磷 (P) 和硫 (S)
鈣 (通常為 0.5-1.5%)在鋼包冶金中通常是有益的,因為它能將氧化鋁夾雜物改性為液態鋁酸鈣,從而改善可澆鑄性。然而,過量的鈣與硫結合會產生 CaS 沉澱物,這對某些鋼種的耐腐蝕性有害。 磷 和 硫 通常是不受歡迎的,並受到嚴格控制。高品質的 FeSi75 將 P ≤ 0.04% 和 S ≤ 0.02% 維持在標準範圍內,以防止最終鋼材產品出現脆化或熱脆性。像 Bright Alloys 這樣的供應商會認證這些含量以確保一致性。
粒度策略:將尺寸與冶金容器匹配
如果粒度不正確,即使化學成分相同的 FeSi75 性能也可能大相徑庭。尺寸影響溶解速率、漂浮損失和均勻性。最常見的三種工業粒度是 10-50mm、10-100mm 和 3-8mm。
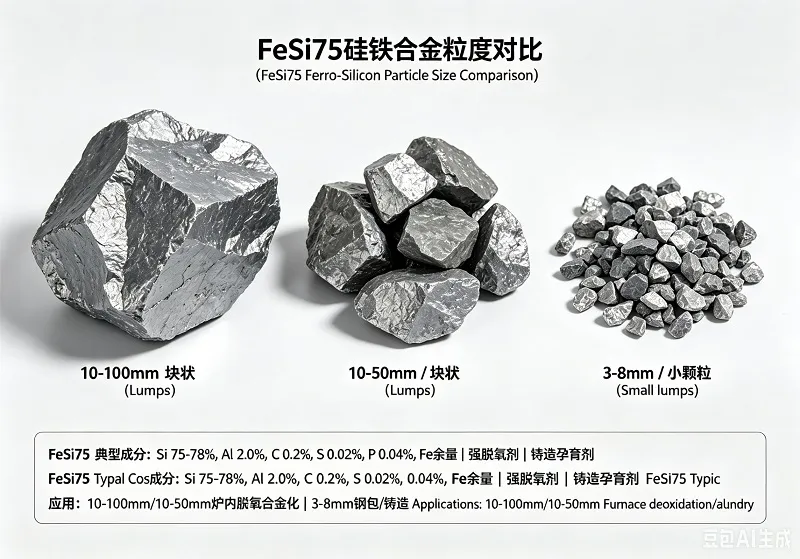
10-50mm:鋼包爐與轉爐標準
的 10-50mm 尺寸範圍是 鋼包爐 (LF) 和 轉爐 (BOF) 出鋼的主力。當在出鋼或吹氬攪拌期間添加到鋼包中時,此尺寸範圍提供了最佳平衡。這些塊體足夠大,可以穿透液態渣層而不會漂浮並過早氧化,同時又足夠小,可以在 3-5 分鐘的溫和攪拌下迅速熔化。這最大限度地減少了通常因細粉被廢氣系統帶走而導致的回收損失。對於需要 FeSi75 的通用結構鋼(S235, S355),10-50mm 是實現 90-95% 矽回收率的黃金標準。
10-100mm:電弧爐 (EAF) 與大型轉爐
對於 電弧爐 和大型轉爐,當添加是在具有巨大能量輸入的深熔池中進行時, 10-100mm 的尺寸是首選。較大的質量確保鐵合金在溶解前沉入熔體深處,防止被爐內氣氛或上方的氧化渣氧化。這在電弧爐操作中至關重要,因為廢鋼的變異性會導致渣中 FeO 含量波動。使用更大、更笨重的 FeSi75 可以最大限度地減少在熔化階段暴露於侵蝕性、高 FeO 渣的表面積,從而保護矽回收率,如果使用細粉,回收率可能會降至 85% 以下。
3-8mm:精密鑄造接種與餵線
的 3-8mm 細尺寸通常不用於大量鋼包添加,因為粉塵損失高且會立即氧化。然而,它在 鑄造廠 和用於 包芯線注射 的二次冶金中是不可或缺的。在灰口鑄鐵或球墨鑄鐵鑄造廠中,3-8mm 的 FeSi75 是一種優質接種劑。其細小、均勻的尺寸確保在鐵水流中快速均勻溶解,促進球墨鑄鐵中高球化率。對於鋼廠中的精確鋼包成分微調,此尺寸被包裝成包芯線,使合金能夠以精確的準確度和接近 100% 的回收率注入鋼液深處,完全避免與爐渣接觸。
應用矩陣:FeSi75 在不同鋼種與工藝中的應用
以下矩陣提供了根據應用場景選擇正確化學成分和尺寸組合的技術參考。
| 應用 / 鋼種 | 容器 | 建議尺寸 | 關鍵化學成分重點 (FeSi75) | 回收目標 |
|---|---|---|---|---|
| 建築 / 鋼筋 | 電弧爐 / 轉爐 鋼包 | 10-100mm 或 10-50mm | 標準鋁含量 (1.0-1.5%),低磷/低硫 | 88-92% |
| 結構鋼 (S355, A572) | 鋼包精煉爐 / 轉爐出鋼 | 10-50mm | 中等鋁含量 (0.5-1.0%),鈣 0.5-1.0% | 90-95% |
| 高強度低合金鋼 / 汽車用鋼板 | 鋼包精煉爐搭配氬氣攪拌 | 10-50mm | 低鋁含量 (≤0.5%),可控鈣含量 | 92-95% |
| 彈簧鋼 (60Si2Mn, 55Cr3) | 鋼包精煉爐 / 真空脫氣 | 10-50mm 或包芯線 (3-8mm) | 嚴格控制低鋁含量 (≤0.5%),低磷 (≤0.035%) | 93-96% |
| 軸承鋼 (100Cr6, SAE 52100) | 鋼包精煉爐 / RH真空脫氣裝置 | 10-50mm | 超低鋁含量 (≤0.3%),低鈦/低鈣殘留 | 92-94% |
| 鑄造接種 (灰口鑄鐵/球墨鑄鐵) | 澆注流 / 鋼包 | 3-8mm | 穩定的碳含量 (~0.1%),特定的鈣和鋇含量 | 95-100% |
| 精密餵線 | 鋼包精煉爐 / 中間包 | 3-8mm (破碎並篩分) | 根據鋼種需求定制化學成分 | 98-100% |
優化回收率:與FeSi75的工藝整合
除了化學成分和粒度,添加技術是關鍵。對於一個典型的結構鋼廠的100噸爐次,從通用的散裝添加升級為精確粒度的 10-50mm FeSi75 ,並在鋼包氬氣攪拌後期加入,可將回收率提高4-6個百分點。這是因為合適的粒度確保合金既不會浮在爐渣層中,也不會在溶解前沉到鋼包底部。對於年產50萬噸的工廠,矽回收率提高5%意味著節省數萬美元的原材料成本,同時將最終矽化學成分穩定在更窄的範圍內。
案例:球墨鑄鐵廠的轉變
一家生產球墨鑄鐵管的鑄造廠從使用通用的10-50mm FeSi75,轉而使用專用的 3-8mm 接種級 FeSi75 ,其鋁含量 (1.2%) 和鈣含量 (0.8%) 受到控制。更細、更窄的粒度分佈使其能在經鎂處理的鐵水中更均勻地溶解。結果是穩定的球墨數量增加了15%,碳化物形成缺陷顯著減少,這表明鑄造應用需要3-8mm材料所提供的物理精度。
對於煉鋼和鑄造專業人士來說,結論很明確:要最大化FeSi75的價值,需要超越「一刀切」的方法。通過仔細指定鋁、碳和鈣的含量,並將粒度與特定的熔爐或鋼包工藝相匹配,工廠可以實現顯著的成本節約、更高的生產率和卓越的產品品質。正如我們全面的 矽鐵脫氧:等級選擇 指南中所詳述的,合金的戰略性選擇在整個鋼鐵生產鏈中都能帶來回報。要查看我們完整的FeSi75產品線,包括針對您特定應用的認證化學規格和可用粒度,請訪問 Bright Alloys FeSi75 產品頁面.